中温NaOH预处理对玉米秸秆发酵产沼气的影响
2016-07-25 02:13袁志慧尤朝阳王磊张路广
江苏农业科学 2016年6期
袁志慧++尤朝阳++王磊+张路广


摘要:研究了中温湿式NaOH预处理的NaOH质量百分数(相对TS)、预处理时间、预处理温度对玉米秸秆成分木质素、半纤维素、纤维素、发酵产气量、产气周期的影响,旨在获得最佳预处理条件。结果发现,NaOH可以有效去除木质素,但是短期(15 h) 内预处理对纤维素影响不大;NaOH预处理玉米秸秆最佳条件为6%、50 ℃、12 h;最高产气量为 4 402.2 mL,比未预处理秸秆产气量提高45.22%。1%~6%浓度的NaOH预处理均可降低厌氧发酵DT80。
关键词:玉米秸秆;木质素;NaOH预处理;厌氧发酵;沼气
中图分类号: S216.4文献标志码: A文章编号:1002-1302(2016)06-0506-05
收稿日期:2015-05-12
基金项目:江苏省环保厅重点科技示范项目(编号:2009023)。
作者简介:袁志慧(1989—),女,湖北荆门人,硕士研究生,主要从事废弃物资源化研究。E-mail:285760082@qq.com。
通信作者:尤朝阳,博士,副教授,主要从事污水处理及资源化研究。E-mail:youzhaoyang@163.com。我国是一个农业大国,每年的农作物秸秆产量可达 8亿t,资源丰富,分布广泛,但是并没有得到充分利用。目前,仍有大量秸秆被随地堆弃或任意焚烧,造成秸秆中有机成分碳源、氮源不断流失减少,既严重污染环境,又造成了资源的极大浪费,因此寻找一种秸秆的有效利用途径尤为重要。目前在秸秆产沼气实际生产中秸秆的产气率不高,主要原因在于秸秆中木质纤维素难以分解,造成秸秆在池内分解慢、发酵启动慢、发酵时间长、产气率低等问题[1],由此需要对木质纤维素进行预处理,去除其中的木质素,提高发酵速率和产气质量。
目前预处理秸秆的方法主要有物理法、化学法、生物法。其中,化学法中碱处理操作简单便捷,木质素去除效果显著,应用也较为广泛。碱处理法是利用NaOH、Ca(OH)2、KOH或氨等溶液浸泡或喷洒于原料表面,以打开纤维素、半纤维素、木质素之间的酯键,溶解半纤维素和一部分木质素及硅酸盐,使纤维素膨胀,从而便于酶水解的进行,提高消化率。其中NaOH碱处理近年来人们比较重视,因为NaOH有较强的脱木质素、润胀纤维素和降低结晶度的作用。Li等用2% NaOH溶液室温下处理玉米秸秆3 d,处理后玉米秸秆木质素由 8.4% 降至7.5%,降解率为10.71%[2];崔凤杰等采用质量分数分别为不同浓度NaOH 溶液对玉米秸秆进行预处理,100 g 秸秆与100 mL相应浓度NaOH溶液混匀室温处理 24 h,结果表明经质量分数为5.0% NaOH溶液 浸泡24 h 后玉米秸秆木质素降解率最大,可达38.67%[3];Dhirendra等利用不同浓度的NaOH溶液 (0.5%~2%)在105 ℃处理小麦秸秆10 min,发现2% NaOH溶液预处理样品后暴露出纤维素纤维最多,木质素、半纤维素最大的去除率分别为70.3%、68.2%[4]。
木质素的降解可以有效缩短消化时间并提高沼气产量,Zheng等用2% NaOH溶液预处理玉米秸秆,DT80(沼气产量达到80%总沼气生产量的消化时间)为35 d,比未处理的秸秆发酵时间缩短34.6%[5]。冯磊等研究NaOH固态预处理对秸秆厌氧消化有明显促进作用,发现预处理后秸秆的单TS产气量比未处理前提高26.02%~65.43%[6]。
研究中预处理试验条件设定常温常压等温和条件预处理在1~30 d,或是高温煮沸1~10 min,少见小于24 h内中温(20~60 ℃)预处理关于秸秆预处理前后木质素纤维素成分含量变化分析。试验以玉米秸秆为原料,选取预处理的NaOH浓度、预处理时间和预处理温度为影响因素,通过测定预处理后秸秆成分、pH值变化、日产气量、累积产气量、消化后剩余有机物含量、消化时间研究厌氧消化的产量和效率,研究不同浓度NaOH、预处理温度和时间对秸秆厌氧消化产气量和发酵效率的影响,找到最佳预处理参数。
1材料与方法
1.1试验材料
玉米秸秆取自江苏盐城。将秸秆洗净晾干,轻微干燥后用粉碎机粉碎,取40~60目筛,测定其理化指标(表1);污泥取自南京市江浦某啤酒厂,驯化30 d(表2)。
1.2试验仪器
FW100高速万能粉碎机,天津泰斯特仪器有限公司;电子天平,北京赛多利斯仪器系统有限公司;202型电热恒温干燥箱,上海沪验仪器有限公司;箱式电阻炉,上海博迅实业有限公司医疗设备;电子万用炉,天津市泰斯特仪器有限公司;SHB-Ⅲ循环水式多用真空泵,郑州长城科工贸有限公司;超级恒温槽,上海衡平仪器仪表厂;HZQ-F100全温振荡培养箱,太仓市试验设备厂。
1.3测定项目
总固体质量百分数(TS)和含水率测定:烘干法,真空干燥箱中102 ℃下烘2 h;VS测定:烘干法,马弗炉中550 ℃下烘 2 h;TOC=047 VS[7-8];TN测定:凯式定氮法;pH值测定:pH试纸测定;产气量测定:注射器收集气体,每天定时将注射器针头扎入厌氧瓶丁基塞,密闭厌氧瓶内产生气体压强变大顶上射
射器活塞,记录产气体积;木质素,纤维素和半纤维素:VAN SOEST 法测定[9-10]。
1.4预处理
预处理加入使秸秆处于湿润状态的最少量水即固液比为 1 g ∶ 10 mL[11],可以减少水资源的浪费和处理废液的产生、保证NaOH与秸秆充分接触反应,相应的减少反应时间以提高预处理和发酵系统效率。取2 g烘干玉米秸秆,20 mL去离子水,分别加入设定量的NaOH,于设定条件下预处理。NaOH浓度组NaOH/TS设置为0%、1%、2%、4%、6%、8%、10%,30 ℃预处理6 h;温度组分别设定20、30、40、50、60 ℃下6% NaOH预处理6 h;时间组设定6% NaOH在30 ℃分别预处理3、6、9、12、15 h。每组设2个平行样。对照组为不作预处理的空白试验组。
1.5厌氧发酵
预处理秸秆和原秸秆分别进行厌氧发酵产气。发酵瓶有效容积250 mL,保留安全产气空间,理论计算取发酵瓶容积140 mL。取9.1 g烘干秸秆,91 mL去离子水,加入相应NaOH预处理。调节秸秆负荷为65 g/L、污泥MLSS为 15 g/L[12-13]。由于驯化厌氧污泥MLSS限制,按理论计算比例混合预处理污泥后实际秸秆负荷和污泥MLSS分别为51、11.8 g/L,含水176 mL。用NH4Cl(N含量26.17%)调节发酵初始C/N比为30 ∶ 1[14],设定发酵温度(35±2) ℃在培养箱中静置发酵。每天09:30、21:30分别手动摇匀发酵瓶,以便发酵原料和发酵液混合均匀,避免发酵系统中产气带动秸秆上浮导致生物质分布不均匀。每组设2个平行样。其中污泥体积V和单位秸秆NH4Cl加入量m(m=0.024 g/gTS)依据公式(1)公式(2)计算。
V=反应器有效容积×15/MLSS=0.14 L×15/24.81=85 mL;
(1)
C/N=TOC/(TN+26.17m)=30,m=0.024 g/gTS。
(2)
2结果与分析
2.1NaOH预处理对秸秆成分的影响
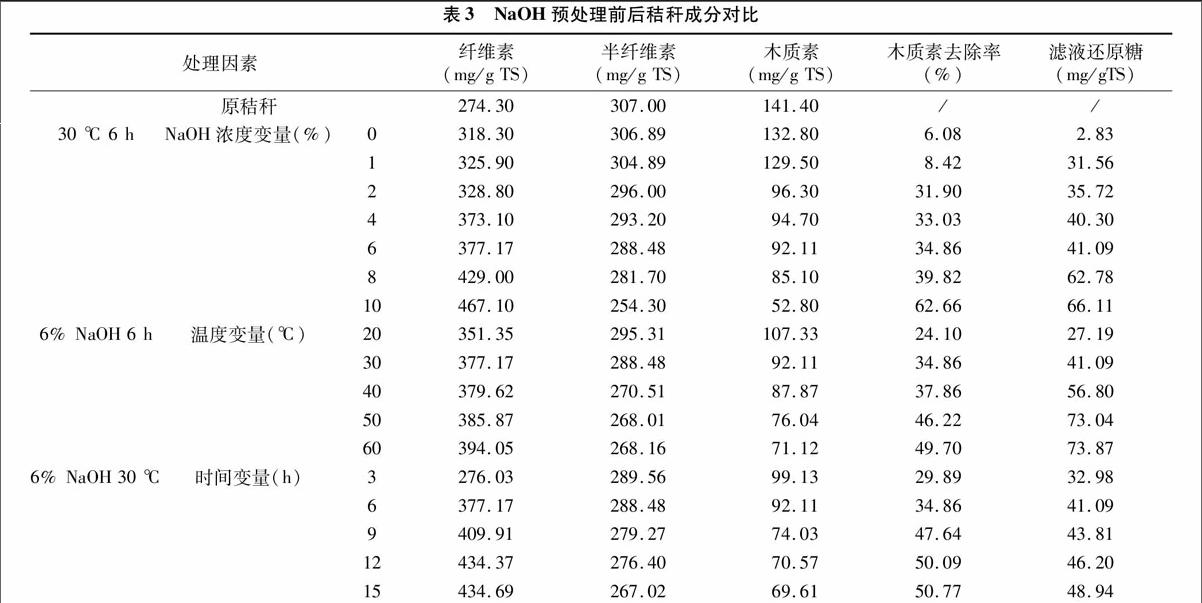
NaOH预处理玉米秸秆会导致木质素、半纤维素、纤维素溶解,滤液中会存在相应的还原糖。预处理前后成分对比可以看出不同浓度、温度、时间的NaOH预处理对秸秆木质纤维素的影响作用。
在30 ℃下NaOH预处理6 h,随着NaOH浓度增大,秸秆固体保留率减小,木质素含量下降,半纤维素减少,纤维素含量呈上升趋势;6%NaOH在不同温度条件下预处理6 h,随着预处理温度升高,固体保留率减小,秸秆木质素含量下降,半纤维素含量下降,纤维素含量增加;6% NaOH在30 ℃下预处理不同时间,随着预处理时间增加,固体保留率减小,秸秆木质素含量下降,半纤维素减少,纤维素含量呈上升趋势;相应预处理后滤液中还原糖含量增加趋势与半纤维素减少或秸秆固体含量减少趋势相对应(表3)。
木质素是由苯基丙烷结构单元通过醚键和C—C键联接而成的芳香族高分子化合物,OH-可使醚键断裂,木质素大分子变成小分子,然后木质素酚羟基中的H被Na取代,反应中生成的螯合物使预处理溶液呈棕黑色或棕红色。半纤维素因其不规则性易水解[15],因此NaOH浓度、预处理温度和时间增加都会加大NaOH与秸秆木质纤维素的反应,使木质素和半纤维素含量减少。
而相较木质素和半纤维素而言,纤维素结晶度大难以水解。处理后单位质量秸秆木质素和半纤维素含量降低,纤维素含量相应提高。Song等研究6%、 8%、 10% NaOH预处理 7 d,纤维素含量下降为24.4%~33.2%[16];覃国栋等研究NaOH预处理秸秆30 d后,8%预处理组纤维素损失最多可达164%[17]。因为较短时间(15 h)的预处理不利于高结晶度纤维素降解,而预处理时间增加会损失更多的半纤维素木质素,并进一步降低纤维素结晶度从而促进纤维素的水解,使纤维素含量降低。
2.1NaOH预处理对发酵系统pH值和日产气量的影响
预处理后秸秆和预处理液直接与驯化污泥混合,测量系统初始pH值,在开始发酵前10 d,系统pH值均迅速下降,因为纤维素和半纤维素在产酸菌胞外酶作用下水解成单糖,再通过反应生成丙酮酸,被厌氧的产氢产乙酸菌群利用分解成乙酸,在这一阶段因为预处理后原料充足,水解酸化菌和产酸产乙酸菌优势生长而产生大量有机酸,使得系统迅速酸化,pH值急速下降;当pH值下降至5.4左右后,保持一段时间然后出现回升的趋势,这是因为系统内有机酸浓度过大抑制产酸菌活性,而产甲烷菌利用乙酸、乙酸盐和H2作为原料生长产生甲烷,消耗大量有机酸使得pH值上升。
图1可看出每条日产气曲线都呈波浪起伏状,因为发酵系统中第二阶段产氢产乙酸和第三阶段发酵产气有一个相对平衡,有机酸累积过多会影响酸化反应,酸累积又为产甲烷阶段提供原料出现1个产沼气小高峰;乙酸被消耗后第三阶段原料减少,沼气产量降低并且加速酸化反应,整个系统以此保持相对平衡状态。
预处理后初始pH值在6.8~7.2范围内的试验组为对照组和0%~4%组,其中0%、1%组第一个产气高峰在第 1 d,2%、4%组第一个产气高峰在第2天,而6%、8%、10%浓度组第一个产气高峰分别是第2、4、6天,可以看出随着预处理NaOH浓度的增大第一次产气高峰也逐渐延迟,因为产甲烷菌最佳生长pH值为6.8~7.2,结合发酵系统pH值变化可知,过高的pH值抑制了产甲烷菌生长,所以8%、10%浓度组在系统pH值降至甲烷菌最佳生长pH值为6.8~7.2时才出现其相应的第一个产气高峰。温度和时间组初始pH值略有差别,温度越高、时间越长,碱度消耗越多,初始pH值越小。变化趋势与6%组相同(图1)。
2.2NaOH预处理对秸秆发酵累积产气量影响
在NaOH浓度为0%~4%时,随着NaOH浓度增加沼气产量增大,NaOH浓度为6%~10%时,随着NaOH浓度增加沼气产量下降,最终6%组产气量最高,达到3 743.2 mL,比对照组累积产气量3 031.32 mL高出23.48%,而8%、10%组产气量量均低于对照组。不同浓度NaOH预处理后的秸秆 0~4 d 产气量上升较快,4~12 d天内曲线变化平缓,累积产气量在0~13 d内差异较小,13 d开始2%浓度组累积产气量迅速上升并且远大于其他组产气量,随后 30~46 d 4%组产气量最高,最后6%组产气量最高(图2)。因为Na+浓度越大对污泥活性影响也越大,一定浓度的Na+对三磷酸腺苷形成或核苷酸氧化有促进作用,但是浓度过高会干扰微生物代谢。高浓度的Na+对厌氧发酵系统内污泥有驯化作用,Na+浓度越高污泥适应期越长,所以尽管产气量增大但是NaOH高浓度组发酵周期也相应延长;当Na+<2%或Na+>6%时,由于木质素去除量较少、Na+浓度过低对发酵促进作用较小或是浓度过大抑制了微生物生长使得产气量低于对照组。
在50、60 ℃温度组中总产气量较高且差别较小,分别为4 402.2、4 134.6 mL;发酵开始前20 d,50 ℃组产气量大于60 ℃组,虽然60 ℃组去除木质素较50 ℃组多,但由于50 ℃组初始pH值更合适产甲烷菌生长,故在系统酸化前50 ℃组产气量最高(图2)。因此,50 ℃组是NaOH去除木质素和初始pH值达到最佳平衡的组。
酸化前15 h组产气量最高。6% NaOH在30 ℃下预处理时间越长木质素去除率越高,但同时半纤维素和纤维素也有损失,虽然前期15 h组产气量较高,但是后期产气量最高组为12 h组,最大总产气4 200.5 mL(图2)。Pang等研究发现室温(20±2) ℃下6% NaOH预处理3周后玉米秸秆产气量为386.20 mL/gVS[18],比本试验中461.59、471.90 mL/gVS 产量要少22.19%。造成此差距的原因除了秸秆原料的差异外,还因为长时间的预处理会造成纤维素的损失。当预处理时间较长,系统NaOH消耗,pH值等达到适合微生物生长范围,纤维素被秸秆所含微生物分解导致含量下降,减少了发酵时间,但导致后续产甲烷菌利用原料减少,从而降低产气量。也进一步证明了短时间预处理有利于纤维素原料的保留。
2.3NaOH预处理对发酵DT80和DT80产气量影响
玉米秸秆厌氧发酵时间可以指示发酵效率。在秸秆厌氧发酵试验中,产气高峰过后会有一段较长时间持续低产气时期,在实际应用中以长时间的系统运行换取较小沼气收益并不合算。消化时间(DT80)是指沼气产量达到总产量80%需要的时间。以DT80作为沼气发酵周期更符合实际生产需求。试验90 d后大多数试验组发酵系统连续3 d产气为0 mL。以 90 d 为产气终止期(图3)。
DT80从0%~4%呈下降趋势,4%组最低,4%~10%组逐渐上升,DT80最小的是4%组,为41.8 d,比对照组DT80 49.5 d 少18.42%。DT80最大的是10%组,为66.9 d。除了8%、10%组NaOH浓度过大使发酵系统反应速率降低外,其余浓度均有利于降低DT80。综合考虑DT80和DT80产气量,4%组和6%组为较优的2组,DT80、DT80产气量分别为41.8、46.1 d,2 852.62、2 994.59 mL(图3)。温度组中处理温度从20 ℃上升到50 ℃时DT80显著下降,DT80产气量提升,其中 50 ℃ 组DT80和DT80产气量最佳,分别为44.9 d、3 521.74 mL,平均产气量387.00 mL/g TS。时间组中预处理时间从3 h增加到15 h DT80下降,DT80产气量提升,其中12 h组DT80和DT80最佳平衡,分别为47.8 d、3 360.4 mL,平均产气量369.27 mL/g TS(图3)。
2.4NaOH预处理后发酵对有机物去除的影响
预处理前污泥和秸秆VS含量为86.33%,其中4%组和6%组VS含量分别为72.39%、71.34%,去除率分别为 14.23%、15.28%。不同预处理温度、时间条件下发酵后VS去除率最高是50 ℃和12 h,VS含量为67.70%、69.46%,VS去除率18.63%、16.87%。VS和去除率均与发酵产气量对应,产气量较多组则发酵后VS含量较少,系统有机物去除率较高(图4)。
3结论
(1)15 h内短期60 ℃以下中温预处理可以有效去除木质素,损失半纤维素,但是对纤维素影响较小。
(2)各单因素试验产气量最高的预处理最佳条件分别为6% NaOH、50 ℃、12 h,产气量可达4 402.2 mL,比未经预处理发酵产气量3 031.3 mL高出45.22%。
(3)实际应用中可综合考虑DT80与DT80产气量来选择合适参数,其中4%与6% NaOH浓度组较佳,DT80和DT80产气量分别为41.8、46.1 d和2 852.62、2 994.59 mL。单位产气量分别为 313.47、329.08 mL/g TS。
(4)NaOH浓度为2%~6%可有效促进产气,浓度越高的NaOH产气量越多,但是Na+浓度增大对污泥影响作用也增大,污泥适应期增加,在增加沼气产量的同时也增加产气周期。在实际生产中应根据具体情况进行预处理条件选择。
参考文献:
[1]覃国栋,刘荣厚,孙辰. NaOH预处理对水稻秸秆沼气发酵的影响[J]. 农业工程学报,2011,27(增刊1):59-63.
[2]Li X J,Li L Q,Zheng M X,et al. Anaerobic co-digestion of cattle manure with corn stover pretreated by sodium hydroxide for efficient biogas production[J]. Energy & Fuels,2009,23(9):4635-4639.
[3]崔凤杰,李向菲,周宇光,等. NaOH预处理对玉米秸秆固态厌氧消化的影响[J]. 环境工程学报,2013,7(5):1919-1924.
[4]Barman D N,Haque M A,Kang T H,et al. Alkali pretreatment of wheat straw (Triticum aestivum) at boiling temperature for producing a bioethanol precursor[J]. Bioscience Biotechnology and Biochemistry,2012,76(12):2201-2207.
[5]Zheng M,Li X,Li L,et al. Enhancing anaerobic biogasification of corn stover through wet state NaOH pretreatment[J]. Bioresource Technology,2009,100(21):5140-5145.
[6]冯磊,李润东,李延吉. NaOH固态预处理对秸秆厌氧消化的影响[J]. 深圳大学学报:理工版,2010,27(3):367-373.
[7]吴江,徐龙君,谢金连. 碱浸泡预处理对固体有机物厌氧消化的影响研究[J]. 环境科学学报,2006,26(2):252-255.
[8]乔玮,曾光明,袁兴中,等. 易腐有机废物与剩余污泥混和厌氧消化处理[J]. 农业环境科学学报,2004,23(3):607-610.
[9]陈贤情,商晋,宋慧芳,等. 秸秆中纤维素/半纤维素和木质素的几种测定方法对比[C]//中国农业工程学会2011年学术年会论文集. 重庆:中国农业工程学会,2011:1899-1904.
[10]武少菁. 玉米秸秆干发酵产沼气工艺试验研究[D]. 郑州:河南农业大学,2009.
[11]何艳峰,李秀金,方文杰,等. 氢氧化钠固态预处理对稻草中木素结构特性的影响[J]. 环境科学学报,2008,28(3):534-539.
[12]康佳丽,李秀金,朱保宁,等. NaOH固态化学预处理对麦秸沼气发酵效率的影响研究[J]. 农业环境科学学报,2007,26(5):1973-1976.
[13]庞云芝. 基于提高麦秸厌氧消化性能的碱预处理方法研究及工程应用[D]. 北京:北京化工大学,2010.
[14]李少军,朱艳. 秸秆制备甲烷中厌氧发酵系统理论的研究[J]. 宁夏农林科技,2012,53(9):153-155.
[15]张军伟. 木质纤维素酸水解研究[D]. 无锡:江南大学,2008.
[16]Song Z L,Sun X W,Yang G H,et al. Effect of NaOH pretreatment on methane yield of corn straw at different temperatures by anaerobic digestion[J]. CIESC Journal,2014,65(5):1876-1882.
[17]覃国栋,刘荣厚,孙辰. NaOH预处理对水稻秸秆沼气发酵的影响[C]//全国农村清洁能源与低碳技术学术研讨会论文集. 郑州:中国农业工程学会,2011:11-15.
[18]Pang Y Z,Liu Y P,Li X J,et al. Improving biodegradability and biogas production of corn stover through sodium hydroxide solid state pretreatment[J]. Energy & Fuels,2008,22(4):2761-2766
袁志慧 尤朝阳 王磊 张路广



摘要:研究了中温湿式NaOH预处理的NaOH质量百分数(相对TS)、预处理时间、预处理温度对玉米秸秆成分木质素、半纤维素、纤维素、发酵产气量、产气周期的影响,旨在获得最佳预处理条件。结果发现,NaOH可以有效去除木质素,但是短期(15 h) 内预处理对纤维素影响不大;NaOH预处理玉米秸秆最佳条件为6%、50 ℃、12 h;最高产气量为 4 402.2 mL,比未预处理秸秆产气量提高45.22%。1%~6%浓度的NaOH预处理均可降低厌氧发酵DT80。
关键词:玉米秸秆;木质素;NaOH预处理;厌氧发酵;沼气
中图分类号: S216.4文献标志码: A文章编号:1002-1302(2016)06-0506-05
收稿日期:2015-05-12
基金项目:江苏省环保厅重点科技示范项目(编号:2009023)。
作者简介:袁志慧(1989—),女,湖北荆门人,硕士研究生,主要从事废弃物资源化研究。E-mail:285760082@qq.com。
通信作者:尤朝阳,博士,副教授,主要从事污水处理及资源化研究。E-mail:youzhaoyang@163.com。我国是一个农业大国,每年的农作物秸秆产量可达 8亿t,资源丰富,分布广泛,但是并没有得到充分利用。目前,仍有大量秸秆被随地堆弃或任意焚烧,造成秸秆中有机成分碳源、氮源不断流失减少,既严重污染环境,又造成了资源的极大浪费,因此寻找一种秸秆的有效利用途径尤为重要。目前在秸秆产沼气实际生产中秸秆的产气率不高,主要原因在于秸秆中木质纤维素难以分解,造成秸秆在池内分解慢、发酵启动慢、发酵时间长、产气率低等问题[1],由此需要对木质纤维素进行预处理,去除其中的木质素,提高发酵速率和产气质量。
目前预处理秸秆的方法主要有物理法、化学法、生物法。其中,化学法中碱处理操作简单便捷,木质素去除效果显著,应用也较为广泛。碱处理法是利用NaOH、Ca(OH)2、KOH或氨等溶液浸泡或喷洒于原料表面,以打开纤维素、半纤维素、木质素之间的酯键,溶解半纤维素和一部分木质素及硅酸盐,使纤维素膨胀,从而便于酶水解的进行,提高消化率。其中NaOH碱处理近年来人们比较重视,因为NaOH有较强的脱木质素、润胀纤维素和降低结晶度的作用。Li等用2% NaOH溶液室温下处理玉米秸秆3 d,处理后玉米秸秆木质素由 8.4% 降至7.5%,降解率为10.71%[2];崔凤杰等采用质量分数分别为不同浓度NaOH 溶液对玉米秸秆进行预处理,100 g 秸秆与100 mL相应浓度NaOH溶液混匀室温处理 24 h,结果表明经质量分数为5.0% NaOH溶液 浸泡24 h 后玉米秸秆木质素降解率最大,可达38.67%[3];Dhirendra等利用不同浓度的NaOH溶液 (0.5%~2%)在105 ℃处理小麦秸秆10 min,发现2% NaOH溶液预处理样品后暴露出纤维素纤维最多,木质素、半纤维素最大的去除率分别为70.3%、68.2%[4]。
木质素的降解可以有效缩短消化时间并提高沼气产量,Zheng等用2% NaOH溶液预处理玉米秸秆,DT80(沼气产量达到80%总沼气生产量的消化时间)为35 d,比未处理的秸秆发酵时间缩短34.6%[5]。冯磊等研究NaOH固态预处理对秸秆厌氧消化有明显促进作用,发现预处理后秸秆的单TS产气量比未处理前提高26.02%~65.43%[6]。
研究中预处理试验条件设定常温常压等温和条件预处理在1~30 d,或是高温煮沸1~10 min,少见小于24 h内中温(20~60 ℃)预处理关于秸秆预处理前后木质素纤维素成分含量变化分析。试验以玉米秸秆为原料,选取预处理的NaOH浓度、预处理时间和预处理温度为影响因素,通过测定预处理后秸秆成分、pH值变化、日产气量、累积产气量、消化后剩余有机物含量、消化时间研究厌氧消化的产量和效率,研究不同浓度NaOH、预处理温度和时间对秸秆厌氧消化产气量和发酵效率的影响,找到最佳预处理参数。
1材料与方法
1.1试验材料
玉米秸秆取自江苏盐城。将秸秆洗净晾干,轻微干燥后用粉碎机粉碎,取40~60目筛,测定其理化指标(表1);污泥取自南京市江浦某啤酒厂,驯化30 d(表2)。
1.2试验仪器
FW100高速万能粉碎机,天津泰斯特仪器有限公司;电子天平,北京赛多利斯仪器系统有限公司;202型电热恒温干燥箱,上海沪验仪器有限公司;箱式电阻炉,上海博迅实业有限公司医疗设备;电子万用炉,天津市泰斯特仪器有限公司;SHB-Ⅲ循环水式多用真空泵,郑州长城科工贸有限公司;超级恒温槽,上海衡平仪器仪表厂;HZQ-F100全温振荡培养箱,太仓市试验设备厂。
1.3测定项目
总固体质量百分数(TS)和含水率测定:烘干法,真空干燥箱中102 ℃下烘2 h;VS测定:烘干法,马弗炉中550 ℃下烘 2 h;TOC=047 VS[7-8];TN测定:凯式定氮法;pH值测定:pH试纸测定;产气量测定:注射器收集气体,每天定时将注射器针头扎入厌氧瓶丁基塞,密闭厌氧瓶内产生气体压强变大顶上射
射器活塞,记录产气体积;木质素,纤维素和半纤维素:VAN SOEST 法测定[9-10]。
1.4预处理
预处理加入使秸秆处于湿润状态的最少量水即固液比为 1 g ∶ 10 mL[11],可以减少水资源的浪费和处理废液的产生、保证NaOH与秸秆充分接触反应,相应的减少反应时间以提高预处理和发酵系统效率。取2 g烘干玉米秸秆,20 mL去离子水,分别加入设定量的NaOH,于设定条件下预处理。NaOH浓度组NaOH/TS设置为0%、1%、2%、4%、6%、8%、10%,30 ℃预处理6 h;温度组分别设定20、30、40、50、60 ℃下6% NaOH预处理6 h;时间组设定6% NaOH在30 ℃分别预处理3、6、9、12、15 h。每组设2个平行样。对照组为不作预处理的空白试验组。
1.5厌氧发酵
预处理秸秆和原秸秆分别进行厌氧发酵产气。发酵瓶有效容积250 mL,保留安全产气空间,理论计算取发酵瓶容积140 mL。取9.1 g烘干秸秆,91 mL去离子水,加入相应NaOH预处理。调节秸秆负荷为65 g/L、污泥MLSS为 15 g/L[12-13]。由于驯化厌氧污泥MLSS限制,按理论计算比例混合预处理污泥后实际秸秆负荷和污泥MLSS分别为51、11.8 g/L,含水176 mL。用NH4Cl(N含量26.17%)调节发酵初始C/N比为30 ∶ 1[14],设定发酵温度(35±2) ℃在培养箱中静置发酵。每天09:30、21:30分别手动摇匀发酵瓶,以便发酵原料和发酵液混合均匀,避免发酵系统中产气带动秸秆上浮导致生物质分布不均匀。每组设2个平行样。其中污泥体积V和单位秸秆NH4Cl加入量m(m=0.024 g/gTS)依据公式(1)公式(2)计算。
V=反应器有效容积×15/MLSS=0.14 L×15/24.81=85 mL;
(1)
C/N=TOC/(TN+26.17m)=30,m=0.024 g/gTS。
(2)
2结果与分析
2.1NaOH预处理对秸秆成分的影响
NaOH预处理玉米秸秆会导致木质素、半纤维素、纤维素溶解,滤液中会存在相应的还原糖。预处理前后成分对比可以看出不同浓度、温度、时间的NaOH预处理对秸秆木质纤维素的影响作用。
在30 ℃下NaOH预处理6 h,随着NaOH浓度增大,秸秆固体保留率减小,木质素含量下降,半纤维素减少,纤维素含量呈上升趋势;6%NaOH在不同温度条件下预处理6 h,随着预处理温度升高,固体保留率减小,秸秆木质素含量下降,半纤维素含量下降,纤维素含量增加;6% NaOH在30 ℃下预处理不同时间,随着预处理时间增加,固体保留率减小,秸秆木质素含量下降,半纤维素减少,纤维素含量呈上升趋势;相应预处理后滤液中还原糖含量增加趋势与半纤维素减少或秸秆固体含量减少趋势相对应(表3)。
木质素是由苯基丙烷结构单元通过醚键和C—C键联接而成的芳香族高分子化合物,OH-可使醚键断裂,木质素大分子变成小分子,然后木质素酚羟基中的H被Na取代,反应中生成的螯合物使预处理溶液呈棕黑色或棕红色。半纤维素因其不规则性易水解[15],因此NaOH浓度、预处理温度和时间增加都会加大NaOH与秸秆木质纤维素的反应,使木质素和半纤维素含量减少。
而相较木质素和半纤维素而言,纤维素结晶度大难以水解。处理后单位质量秸秆木质素和半纤维素含量降低,纤维素含量相应提高。Song等研究6%、 8%、 10% NaOH预处理 7 d,纤维素含量下降为24.4%~33.2%[16];覃国栋等研究NaOH预处理秸秆30 d后,8%预处理组纤维素损失最多可达164%[17]。因为较短时间(15 h)的预处理不利于高结晶度纤维素降解,而预处理时间增加会损失更多的半纤维素木质素,并进一步降低纤维素结晶度从而促进纤维素的水解,使纤维素含量降低。
2.1NaOH预处理对发酵系统pH值和日产气量的影响
预处理后秸秆和预处理液直接与驯化污泥混合,测量系统初始pH值,在开始发酵前10 d,系统pH值均迅速下降,因为纤维素和半纤维素在产酸菌胞外酶作用下水解成单糖,再通过反应生成丙酮酸,被厌氧的产氢产乙酸菌群利用分解成乙酸,在这一阶段因为预处理后原料充足,水解酸化菌和产酸产乙酸菌优势生长而产生大量有机酸,使得系统迅速酸化,pH值急速下降;当pH值下降至5.4左右后,保持一段时间然后出现回升的趋势,这是因为系统内有机酸浓度过大抑制产酸菌活性,而产甲烷菌利用乙酸、乙酸盐和H2作为原料生长产生甲烷,消耗大量有机酸使得pH值上升。
图1可看出每条日产气曲线都呈波浪起伏状,因为发酵系统中第二阶段产氢产乙酸和第三阶段发酵产气有一个相对平衡,有机酸累积过多会影响酸化反应,酸累积又为产甲烷阶段提供原料出现1个产沼气小高峰;乙酸被消耗后第三阶段原料减少,沼气产量降低并且加速酸化反应,整个系统以此保持相对平衡状态。
预处理后初始pH值在6.8~7.2范围内的试验组为对照组和0%~4%组,其中0%、1%组第一个产气高峰在第 1 d,2%、4%组第一个产气高峰在第2天,而6%、8%、10%浓度组第一个产气高峰分别是第2、4、6天,可以看出随着预处理NaOH浓度的增大第一次产气高峰也逐渐延迟,因为产甲烷菌最佳生长pH值为6.8~7.2,结合发酵系统pH值变化可知,过高的pH值抑制了产甲烷菌生长,所以8%、10%浓度组在系统pH值降至甲烷菌最佳生长pH值为6.8~7.2时才出现其相应的第一个产气高峰。温度和时间组初始pH值略有差别,温度越高、时间越长,碱度消耗越多,初始pH值越小。变化趋势与6%组相同(图1)。
2.2NaOH预处理对秸秆发酵累积产气量影响
在NaOH浓度为0%~4%时,随着NaOH浓度增加沼气产量增大,NaOH浓度为6%~10%时,随着NaOH浓度增加沼气产量下降,最终6%组产气量最高,达到3 743.2 mL,比对照组累积产气量3 031.32 mL高出23.48%,而8%、10%组产气量量均低于对照组。不同浓度NaOH预处理后的秸秆 0~4 d 产气量上升较快,4~12 d天内曲线变化平缓,累积产气量在0~13 d内差异较小,13 d开始2%浓度组累积产气量迅速上升并且远大于其他组产气量,随后 30~46 d 4%组产气量最高,最后6%组产气量最高(图2)。因为Na+浓度越大对污泥活性影响也越大,一定浓度的Na+对三磷酸腺苷形成或核苷酸氧化有促进作用,但是浓度过高会干扰微生物代谢。高浓度的Na+对厌氧发酵系统内污泥有驯化作用,Na+浓度越高污泥适应期越长,所以尽管产气量增大但是NaOH高浓度组发酵周期也相应延长;当Na+<2%或Na+>6%时,由于木质素去除量较少、Na+浓度过低对发酵促进作用较小或是浓度过大抑制了微生物生长使得产气量低于对照组。
在50、60 ℃温度组中总产气量较高且差别较小,分别为4 402.2、4 134.6 mL;发酵开始前20 d,50 ℃组产气量大于60 ℃组,虽然60 ℃组去除木质素较50 ℃组多,但由于50 ℃组初始pH值更合适产甲烷菌生长,故在系统酸化前50 ℃组产气量最高(图2)。因此,50 ℃组是NaOH去除木质素和初始pH值达到最佳平衡的组。
酸化前15 h组产气量最高。6% NaOH在30 ℃下预处理时间越长木质素去除率越高,但同时半纤维素和纤维素也有损失,虽然前期15 h组产气量较高,但是后期产气量最高组为12 h组,最大总产气4 200.5 mL(图2)。Pang等研究发现室温(20±2) ℃下6% NaOH预处理3周后玉米秸秆产气量为386.20 mL/gVS[18],比本试验中461.59、471.90 mL/gVS 产量要少22.19%。造成此差距的原因除了秸秆原料的差异外,还因为长时间的预处理会造成纤维素的损失。当预处理时间较长,系统NaOH消耗,pH值等达到适合微生物生长范围,纤维素被秸秆所含微生物分解导致含量下降,减少了发酵时间,但导致后续产甲烷菌利用原料减少,从而降低产气量。也进一步证明了短时间预处理有利于纤维素原料的保留。
2.3NaOH预处理对发酵DT80和DT80产气量影响
玉米秸秆厌氧发酵时间可以指示发酵效率。在秸秆厌氧发酵试验中,产气高峰过后会有一段较长时间持续低产气时期,在实际应用中以长时间的系统运行换取较小沼气收益并不合算。消化时间(DT80)是指沼气产量达到总产量80%需要的时间。以DT80作为沼气发酵周期更符合实际生产需求。试验90 d后大多数试验组发酵系统连续3 d产气为0 mL。以 90 d 为产气终止期(图3)。
DT80从0%~4%呈下降趋势,4%组最低,4%~10%组逐渐上升,DT80最小的是4%组,为41.8 d,比对照组DT80 49.5 d 少18.42%。DT80最大的是10%组,为66.9 d。除了8%、10%组NaOH浓度过大使发酵系统反应速率降低外,其余浓度均有利于降低DT80。综合考虑DT80和DT80产气量,4%组和6%组为较优的2组,DT80、DT80产气量分别为41.8、46.1 d,2 852.62、2 994.59 mL(图3)。温度组中处理温度从20 ℃上升到50 ℃时DT80显著下降,DT80产气量提升,其中 50 ℃ 组DT80和DT80产气量最佳,分别为44.9 d、3 521.74 mL,平均产气量387.00 mL/g TS。时间组中预处理时间从3 h增加到15 h DT80下降,DT80产气量提升,其中12 h组DT80和DT80最佳平衡,分别为47.8 d、3 360.4 mL,平均产气量369.27 mL/g TS(图3)。
2.4NaOH预处理后发酵对有机物去除的影响
预处理前污泥和秸秆VS含量为86.33%,其中4%组和6%组VS含量分别为72.39%、71.34%,去除率分别为 14.23%、15.28%。不同预处理温度、时间条件下发酵后VS去除率最高是50 ℃和12 h,VS含量为67.70%、69.46%,VS去除率18.63%、16.87%。VS和去除率均与发酵产气量对应,产气量较多组则发酵后VS含量较少,系统有机物去除率较高(图4)。
3结论
(1)15 h内短期60 ℃以下中温预处理可以有效去除木质素,损失半纤维素,但是对纤维素影响较小。
(2)各单因素试验产气量最高的预处理最佳条件分别为6% NaOH、50 ℃、12 h,产气量可达4 402.2 mL,比未经预处理发酵产气量3 031.3 mL高出45.22%。
(3)实际应用中可综合考虑DT80与DT80产气量来选择合适参数,其中4%与6% NaOH浓度组较佳,DT80和DT80产气量分别为41.8、46.1 d和2 852.62、2 994.59 mL。单位产气量分别为 313.47、329.08 mL/g TS。
(4)NaOH浓度为2%~6%可有效促进产气,浓度越高的NaOH产气量越多,但是Na+浓度增大对污泥影响作用也增大,污泥适应期增加,在增加沼气产量的同时也增加产气周期。在实际生产中应根据具体情况进行预处理条件选择。
参考文献:
[1]覃国栋,刘荣厚,孙辰. NaOH预处理对水稻秸秆沼气发酵的影响[J]. 农业工程学报,2011,27(增刊1):59-63.
[2]Li X J,Li L Q,Zheng M X,et al. Anaerobic co-digestion of cattle manure with corn stover pretreated by sodium hydroxide for efficient biogas production[J]. Energy & Fuels,2009,23(9):4635-4639.
[3]崔凤杰,李向菲,周宇光,等. NaOH预处理对玉米秸秆固态厌氧消化的影响[J]. 环境工程学报,2013,7(5):1919-1924.
[4]Barman D N,Haque M A,Kang T H,et al. Alkali pretreatment of wheat straw (Triticum aestivum) at boiling temperature for producing a bioethanol precursor[J]. Bioscience Biotechnology and Biochemistry,2012,76(12):2201-2207.
[5]Zheng M,Li X,Li L,et al. Enhancing anaerobic biogasification of corn stover through wet state NaOH pretreatment[J]. Bioresource Technology,2009,100(21):5140-5145.
[6]冯磊,李润东,李延吉. NaOH固态预处理对秸秆厌氧消化的影响[J]. 深圳大学学报:理工版,2010,27(3):367-373.
[7]吴江,徐龙君,谢金连. 碱浸泡预处理对固体有机物厌氧消化的影响研究[J]. 环境科学学报,2006,26(2):252-255.
[8]乔玮,曾光明,袁兴中,等. 易腐有机废物与剩余污泥混和厌氧消化处理[J]. 农业环境科学学报,2004,23(3):607-610.
[9]陈贤情,商晋,宋慧芳,等. 秸秆中纤维素/半纤维素和木质素的几种测定方法对比[C]//中国农业工程学会2011年学术年会论文集. 重庆:中国农业工程学会,2011:1899-1904.
[10]武少菁. 玉米秸秆干发酵产沼气工艺试验研究[D]. 郑州:河南农业大学,2009.
[11]何艳峰,李秀金,方文杰,等. 氢氧化钠固态预处理对稻草中木素结构特性的影响[J]. 环境科学学报,2008,28(3):534-539.
[12]康佳丽,李秀金,朱保宁,等. NaOH固态化学预处理对麦秸沼气发酵效率的影响研究[J]. 农业环境科学学报,2007,26(5):1973-1976.
[13]庞云芝. 基于提高麦秸厌氧消化性能的碱预处理方法研究及工程应用[D]. 北京:北京化工大学,2010.
[14]李少军,朱艳. 秸秆制备甲烷中厌氧发酵系统理论的研究[J]. 宁夏农林科技,2012,53(9):153-155.
[15]张军伟. 木质纤维素酸水解研究[D]. 无锡:江南大学,2008.
[16]Song Z L,Sun X W,Yang G H,et al. Effect of NaOH pretreatment on methane yield of corn straw at different temperatures by anaerobic digestion[J]. CIESC Journal,2014,65(5):1876-1882.
[17]覃国栋,刘荣厚,孙辰. NaOH预处理对水稻秸秆沼气发酵的影响[C]//全国农村清洁能源与低碳技术学术研讨会论文集. 郑州:中国农业工程学会,2011:11-15.
[18]Pang Y Z,Liu Y P,Li X J,et al. Improving biodegradability and biogas production of corn stover through sodium hydroxide solid state pretreatment[J]. Energy & Fuels,2008,22(4):2761-2766
猜你喜欢
煤气与热力(2021年12期)2022-01-19
上海包装(2019年8期)2019-11-11
中国资源综合利用(2018年12期)2019-01-08
天津造纸(2016年1期)2017-01-15
浙江农业科学(2016年11期)2016-05-04
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10
中国造纸学报(2015年1期)2015-12-16
农业科技与装备(2014年12期)2015-04-02
中国塑料(2014年4期)2014-10-17