
复杂叶片锻造工艺实验装置的研制与开发
2016-07-22 01:04郭平义石凤健黄忠富
实验科学与技术 2016年3期
郭平义,邵 勇,芦 笙,石凤健,黄忠富
(江苏科技大学 材料科学与工程学院,江苏 镇江 212003)
复杂叶片锻造工艺实验装置的研制与开发
郭平义,邵勇,芦笙,石凤健,黄忠富
(江苏科技大学材料科学与工程学院,江苏镇江212003)
摘要以研究开发复杂叶片锻造装置及相关成形实验为目的,在充分考虑实验教学开展的便捷性、安全性及易操作性基础上,详细分析并介绍了叶片锻造及配套成形模具的结构设计特点及主要实验内容,为实验教学课程的开展打下了坚实基础。所开发的实验装备及实验课程内容经实际教学过程检验,取得了较好的教学效果。
关键词叶片;锻造成形;实验研究;模具设计
锻造成形是金属塑性加工领域重要的成形工艺方法之一,一直是材料塑性成形及相关本科专业的主干课程,相关课程内容具有知识更新速度快、专业性强、重实践等特点[1-2],针对塑性成形课程及实验的教学改革是本科专业教学及人才培养的必要保证[3-7]。然而,受限于成形设备能力不足,工装设计及制造较为复杂,成形过程较为烦琐,针对复杂结构锻件的锻造工艺设计及其成形过程方面的实验教学内容却鲜有设置。考虑高校现有压力,加工设备吨位较小,自动化程度低、精度低的不足,本实验项目以通用小型压力设备为应用平台,对复杂叶片锻件产品的锻造模具、切边模具及配套预成形工装进行了研制与开发。
1叶片锻造及切边模具的结构设计介绍
叶片锻造过程较为复杂[8-9],其完整的成形过程涉及制坯、模锻及冲切等变形工步,相关模具的结构设计、成形过程演示等均有较好的实验教学示范性和工程实用性。本实验锻件产品外形如图1所示,其最大外廓尺寸约为70 mm×28 mm×28 mm,体积为9 200 mm3。
在充分考虑设备性能特点及实验操作便捷性及经济性等基础上,模具采用了四导柱导向结构设计,上、下模具的型腔部分分别固定在上下模座板上。模具总体重量较重,在压力机上的安装固定十分不便,为了简化模具的安装,使其更加适合实验教学的需要,上模部分并没有采用传统的直接固定在压机滑块上的安装方式,而是在导柱上加装强力弹簧,成形过程中导柱与导套不脱开。模具在工作过程中,滑块下压并接触到上模垫块,进而带动整个上模部分下行,此时安装在导柱上的弹簧被逐渐压紧,直至达到下死点位,成形结束;滑块回程时,弹簧弹力将上模部分顶起,完成开模以及取件过程,滑块回到上位时与上模完全脱开。模具在安装时,只需将下模座板固定在设备的工作台上即可,简化了模具的安装固定工作。另外,导柱与导套始终处于配合状态,保证了模具在各方向上的导正精度,提高了叶片的成形精度,弥补了小型开式压力机刚度较差、导向精度不足等缺陷;垫块的设计有助于减少导向长度及模板厚度,降低模具重量,节省成本等。
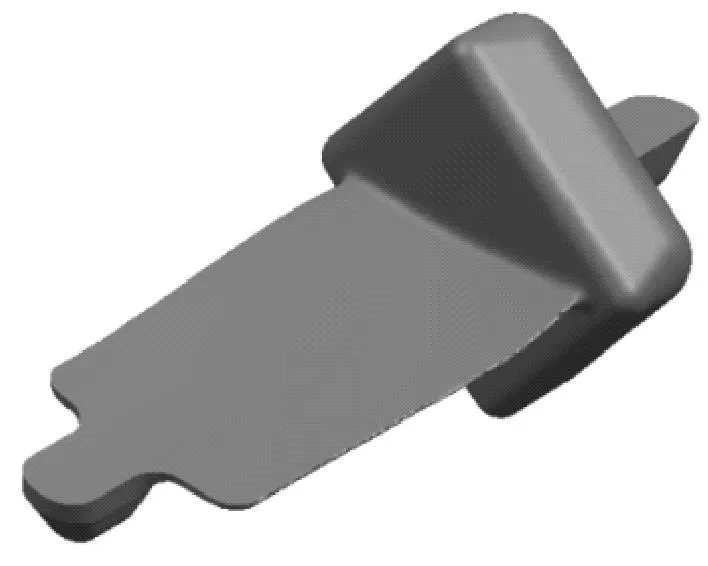
图1 叶片锻件CAD模型
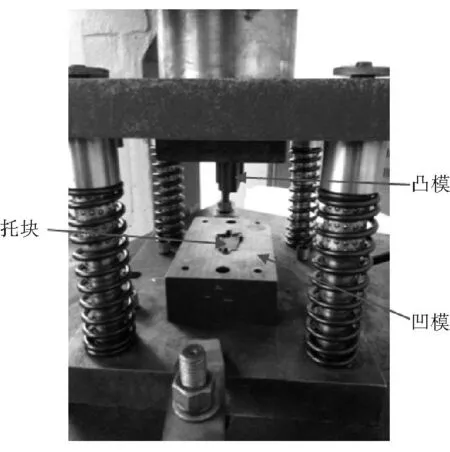
图2 切边模具实物图片
合格锻件需要将飞边去掉,因而本实验开发了配套的切边模具。对于精锻件来说,切边过程要保证锻件的型面精度,减少切边变形,因此本模具采用了型面夹持结构设计,模具实物如图2所示。切边过程中,先将锻后制件平稳的放置在模具的托块上,随后压力机滑块驱动整个上模部分工作下行,当凸模型腔与制件上表面接触时,凸模与托块将共同夹紧锻件。托块可在一定行程内上下移动,其下方装有弹簧,此时工作部分继续驱动托块下行并逐渐压紧弹簧,当凸模刃口部分整体进入凹模刃口约一个料厚深度时,剪切作用将使锻件飞边部分与锻件的主体分离,冲切行程结束,滑块即可回程。卸载以后,安装在导柱上的弹簧弹力作用将使整个上模部分回程,而托块下的弹簧弹力恢复将嵌入在凹模形腔内的托块及锻件顶出,切边过程结束。锻件切边后的形貌如图3所示,总体切边效果较为理想。

图3 锻件切边情况
2叶片预成形制备方法及工装设计
本项目叶片锻件虽然尺寸不大,但结构却较为复杂,难以由简单毛坯直接模锻成形。因此,模锻工步前至少需要一次制坯过程,该制坯工步的设计对产品的总体成形质量有重要影响。
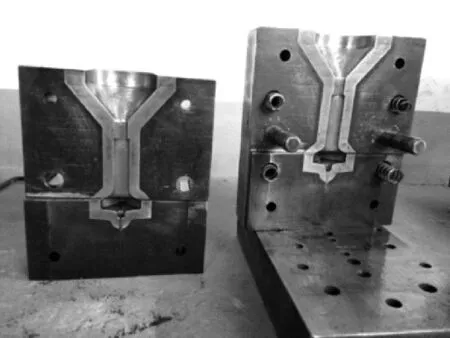
图4 预成形简易铸造模具
由于结构较为复杂,为了降低制坯过程的难度,本实验开发了简易的浇铸模具,用以成型所需的预成形件。考虑铅和铝的塑性成形性能好,变形抗力小,十分适合锻造成形过程演示;另外,它们的熔点又较低,且熔融后流动性较好,因而最终确定了以铅、铝为实验用材料的方案。本实验用于预成形件制备的简易铸造模具如图4所示。利用实验室配套的电阻式加热炉,采用液态浇铸的方式成形制件,收到了理想的效果,有效解决了批量制备预成形件的问题,直接浇铸后的预成形件如图5所示。
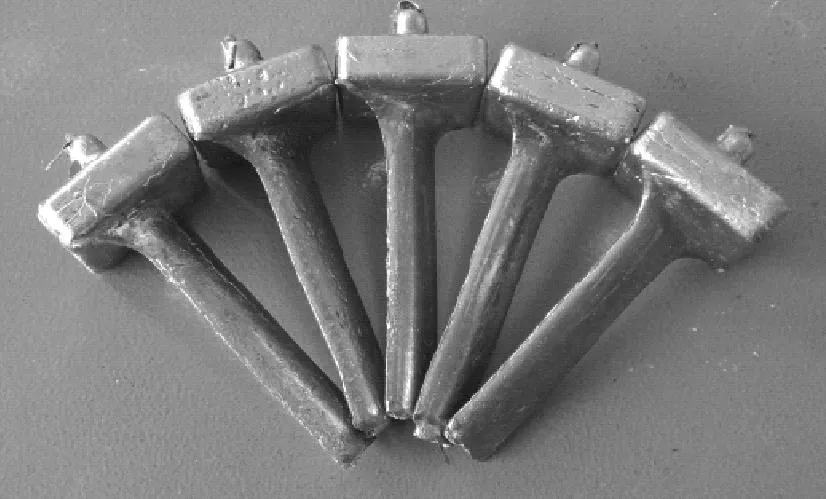
图5 直接浇铸的预成形件
3结束语
叶片锻造成形实验教学活动的开展有利于学生更好地理解及掌握复杂金属成形制坯、锻造,以及冲切方面的专业知识和工装设计方法,丰富了相关课程内容的教学方式及手段,所开发的实验装备及实验课程内容经实际教学过程检验,取得了较好的效果。本实验项目充分考虑了实验教学过程的方便性、快捷性及易操作性等。既可以满足本科实验教学、毕业设计、创新计划等实践性教学环节的需求,又可以为研究生、教师在相关领域的科学研究提供硬件支持,在实验、教学、科研等方面均可发挥一定作用。
参 考 文 献
[1]石凤健,芦 笙,黄忠富,等.基于项目化教学的跨学科模具人才培养模式探索[J].产业与科技论坛,2014,13(15):141-143.
[2]徐道荣,陈翌庆,程和法,等.关于“材料成形及控制工程”专业教学改革的探索与实践[J].合肥工业大学学报:社会科学版,2005,19(6):18-21.
[3]张光,龚义吉,江一,等.用塑性泥模拟金属塑性成形的教学实验[J].实验技术与管理,1990,7(4):47-48.
[4]俞彦勤,袁新华,谢明立,等.金属塑性成形实验有机整合的探讨[J].实验室研究与探索,2010,29(5):137-139.
[5]顾勇飞,马丽霞.面向塑性成形专业的热加工工艺实验教学平台建设[J].教学研究,2011,34(3):48-50.
[6]苏广才,陆际春,张修海,等.塑性成形工艺及设备(专业课)实验独立设课的实践[J].中国现代教育装备,2011(1):115-116.
[7]王华君,汤玄,朱春东,等.数值模拟技术在材料塑性成形教学实践中的应用[J].装备制造技术,2012(6):211-212.
[8]张志文.叶片锻造[M].西安:西安交通大学出版社,1987:31-34.
[9]《透平机械现代制造丛书》编委会.叶片制造技术[M].北京:科学出版社,2002:64-77.
收稿日期:2015-04-16;修改日期: 2015-05-08
基金项目:国家自然科学基金青年项目(51201073);国家自然科学基金青年项目(51005150);江苏科技大学自制实验教学仪器设备项目(ZZ1305)。
作者简介:郭平义(1978-),女,博士,副教授,主要从事材料表面处理方面的研究。
中图分类号TG312;G642.0
文献标志码B
doi:10.3969/j.issn.1672-4550.2016.03.015
Research and Development for Forging Dies of Blade With Complicated Shape
GUO Pingyi,SHAO Yong,LU Sheng,SHI Fengjian,HUANG Zhongfu
(School of Material Science and Technology,Jiangsu University of Science and Technology,Zhenjiang 212003,China)
AbstractAs an important method in the metal plastic forming area,forging technology is always the main course in the teaching system of the relative undergraduate specialty.However,the experimental contents about complicated forging process have been rarely established in most of domestic colleges and universities now.In order to develop the experiment of blade forging process with consideration of convenience,safety and operability in teaching stage,the structural design of blade forging dies and experimental contents have been detailedly analyzed and introduced in this paper,which will serve as a more solid foundation for our future experimental teaching.The developed experimental courses and equipments have been evaluated by actual teaching processes,a better teaching effect has been achieved finally.
Key wordsblade;forging forming;experiment research;mould design
猜你喜欢
天天爱科学(2022年12期)2022-11-10
装备制造技术(2020年1期)2020-12-25
科技视界(2016年18期)2016-11-03
航空学报(2015年4期)2015-05-07
燃气涡轮试验与研究(2010年4期)2010-04-16
