人机一体化自动化制造系统控制技术
2016-07-22 05:29宋俊锡
科技与创新 2016年13期
宋俊锡

文章编号:2095-6835(2016)13-0139-02
摘 要:主要针对人机一体化自动化制造系统的控制技术展开了探讨,介绍了人机一体化自动化制造系统的结构,并系统分析了人机一体化自动化制造系统的控制技术,以期能为有关方面的需要提供有益的参考和借鉴。
关键词:自动化;制造系统;控制技术;人机一体化
中图分类号:TH164 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.13.139
随着科学技术的不断发展,人机一体化自动化制造系统在生产工作中逐渐得到应用,极大地提高了生产工作的效率,还减少了工人的劳动强度,是科学技术在生产制造中的体现。为了进一步对人机一体化自动化制造系统的应用,就需要掌握对其的控制技术。基于此,本文就人机一体化自动化制造系统的控制技术进行了探讨,相信对有关方面的需要能有一定的帮助。
1 该系统的结构
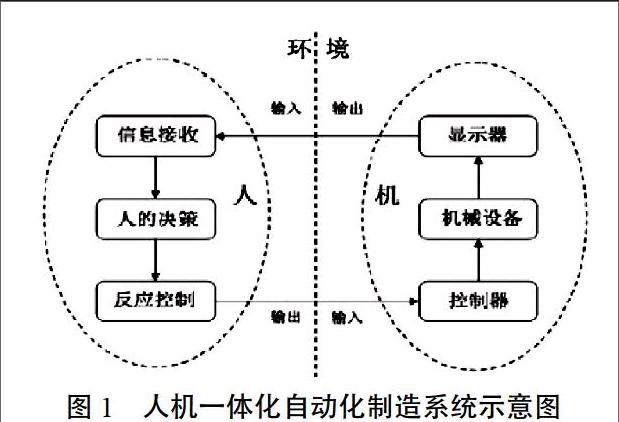
人机一体化自动化制造系统的构成因素为人、产品(或机械)及环境,并且通过人机之间的协调作用完成系统的功能。在该系统中,人和产品(机械)之间相互作用和影响。人机一体化系统分为简单系统和复杂系统。一个复杂的人机一体化系统还包含很多个别的人机学系统。人机一体化自动化制造系统示意图如图1所示,该系统主要包括感知层、控制层和执行层。
2 该系统的控制技术
2.1 分布式数字控制系统
DNC(Direct Numerical Control或Distributed Numerical Control),前者为直接数字控制,后者为分布式数字控制,这是DNC的两个不同发展阶段,代表着数控加工控制技术的转变由单机控制发展到集中控制。分布式控制系统集中了常规模拟仪表分散控制和计算机集中控制两者的优点,将计算、通讯、屏幕显示和控制结合在一起,控制模式的改变十分方便,并实现了各种复杂控制。同时,分散了故障引起的危险,控制系统变得更加稳定。
分布式控制系统的功能主要有以下五方面的功能:①现场I/O驱动,完成过程量的输出输入;②预处理输入过程量,用真实数字值还原现场值,做好计算准备;③实时采样现场数据,并存储在现场控制站内本地数据库中;④分析数据,进行控制计算,得到实施控制的量;⑤通过现场I/O驱动,输出控制量到现场。
2.2 数控加工技术的控制策略
数控机床通常由数控装置、控制介质、机床本身及伺服系统构成,数控机床的控制系统分为以下三类。
2.2.1 开环控制系统
开环控制系统的控制流程如图2所示。该系统采用伺服驱动方式,不设置检测元件,输出指令脉冲之后,无反馈信号,控制精度不高。
2.2.2 闭环控制系统
闭环控制系统的控制流程如图3所示。该控制系统接收数控系统的驱动指令和工作台上检测元件测出来的实际位置反馈信息,得出差值并及时进行修正。因此,系统控制的稳定性及精确度较高。
2.2.3 半闭环控制系统
半闭环控制系统的控制流程如图4所示。该类控制系统的反馈测量传感器元件安装在伺服电机或驱动丝杆端。因此,该系统具有刚性好、环路短的优点,并易获得稳定的控制特性。
2.3 柔性制造系统的控制技术
Flexible Manufacturing Cell即柔性制造单元,由单台数控机床、工件自动输送、加工中心及更换系统等组成。它是实现单工序加工的可变加工单元。单元内的机床具有不同的工艺性能,相互互补,可完成多种类型零件的加工。系统设有外部接口,可以和其他控制单元协同合作。FMC控制系统通常分为单元控制级及设备控制级二级。
2.3.1 设备控制级的实质是单机控制
设备控制级的实质是单机控制,主要是对机床、坐标测量机、小车等各种设备进行控制。控制系统通过接口和向上单元控制系统、向下设备进行连接。设备控制器的功能是对工作站控制器命令进行转换,使其转换成次序明确、操作性强的简单任务,然后通过各种传感器对任务的执行过程进行监控。设备控制级的工控机的控制功能较强,比如总线控制机、微型计算机及可编程控制器等。
2.3.2 单元控制级主要指挥单元内设备活动
单元控制级主要是对单元内的设备活动进行指挥和协调,物料贮运系统交来零件托盘,通过控制零件夹紧、工件调整、切屑清除、切削加工、卸下工件、加工过程中检验及清洗工件等功能调度各个设备级子系统。单元控制系统采用的计算机为微型计算机或者工作站,具备有限实时处理能力。单元控制级和设备控制级通过RS232接口进行通讯,并通过该接口与其他系统构成FMS。
2.4 计算机集成制造系统的控制策略
计算机集成制造系统(ClMS)的结构为五层,分别为工厂层、车间层、单元层、工作站层和设备层。五层之间递阶控制。
第五级工厂层,该层的功能包括制订长期生产计划、市场预测、制定资源规划、确定生产资源需求等;第四级车间层,该层按照生产计划协调车间作业及资源配置;第三级单元层,该层的主要功能是完成作业调度,例如管理和发放零件在各工作站的作业顺序、协调不同工作站间的物料运输等;第二级工作站层,根据完成的任务,该层可分为加工工作站、检测工作站等;第一级设备层,包括各设备的控制器,执行上层的控制命令,完成测量、加工、等任务。
计算机集成制造系统的上、下层系统之间存在信息流,上层向下层传递命令,并向上层反馈信息。
3 结束语
综上所述,人机一体化自动化制造系统的出现和应用,对于日常的生产制造工作有着极大的帮助。为此,为了进一步推动人机一体化自动化制造系统的应用,我们就需要掌握对其的控制技术,以不断提高机械自动化系统的自动化能力和水平,从而继续为生产制造带来帮助。
参考文献
[1]常明.自动化生产线电子控制系统设计与实现[J].制造业自动化,2013(18).
[2]孟巧荣.机械控制工程创新实验系统人机界面设计[J].机械工程与自动化,2005(06).
〔编辑:胡雪飞〕
猜你喜欢
中国水运(2022年4期)2022-04-27
家禽科学(2021年4期)2021-06-29
科技创新导报(2021年31期)2021-05-10
知识文库(2018年16期)2018-05-14
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29