激光刻型技术在铝合金化学铣切中的应用
2016-07-20 00:22孙新张政斌陈素明
科技传播 2016年11期
关键词:铝合金
孙新+张政斌+陈素明
摘 要 激光刻型技术代替化学铣切瓶颈技术——传统的手工刻型工艺,阐述了激光刻型的激光强度对刻型质量的影响以及激光刻型对化铣浸蚀比的影响及激光刻型化铣浸蚀余量的计算方法。
关键词 铝合金;化学铣切;激光刻型
中图分类号 TG5 文献标识码 A 文章编号 1674-6708(2016)164-0227-02
化学铣切工艺[1]中传统的手工刻线效率低、协调关系复杂、易影响零件的疲劳强度,成本高、生产周期长,是影响化铣工艺的瓶颈技术。基于模型定义(MBD)技术在全机设计中的不断推广应用,飞机制造已逐步向数字化、智能化发展。在零件产品的制造精度方面就提出了更苛刻的要求。要满足飞机制造的数字化,研究先进的激光刻型技术来替代传统手工刻线迫在眉睫。
我们使用的是从西班牙M.Torres公司引进的具有国际先进水平的激光刻型设备,由一套TORRESLASER数控激光刻型设备和一套TORRESTOOL多柔性通用夹具系统组成[2],见图1。本文就是应用该设备对不同铝合金材料工艺试片进行激光刻型试验,研究激光刻型设备加工参数和影响化铣加工质量的主要工艺参数。
1 实验
1.1 实验设备
TORRESLASER数控激光刻型设备。
1.2 实验试片材料及尺寸
材料:2024、2524、LY12、2A12、7075、7475等6种铝合金材料。
尺寸:(600×600×3)mm和(300×300×3)mm。
1.3 实验步骤
1)研究激光刻型机的激光强度对刻型质量的影响。
2)研究激光刻型对化铣浸蚀比的影响及激光刻型化铣浸蚀余量的计算方法。
2 结果与讨论
2.1 激光强度控制参数的确定
激光强度可以通过控制参数调节,是可变量,激光强度太小,无法刻透保护胶层;强度太大,会损伤材料基体,造成保护胶边缘烧蚀,影响胶层结合力。因此必须掌握激光强度控制参数与化铣保护胶膜层厚度的对应关系,保证激光强度既能快速、有效、完全的刻透化铣保护胶,又不会损伤零件基体。
1)按照激光强度Y与激光强度参数K和刻型速率V的控制关系,相同的刻型速率下改变K值,分别对涂覆有相同膜层厚度的保护胶(AC850/CP90)工艺试片进行激光刻型实验。发现当K<0.5时,不能保证完全刻透厚度范围在0.2mm~0.6mm之间的保护胶,当K>1.0时,会对材料基体损伤。因此我们在进行刻型时,应保证激光刻型控制参数K值在0.5至1.0之间。
2)在保证完全刻透化铣保护胶并不损伤材料基体的情况下,采用不同的激光强度控制参数K分别对涂覆有AC850/CP90保护胶的不同厚度X(0.2mm、0.3mm、0.4mm、0.5mm、0.6mm)工艺试片进行激光刻型实验。数据统计,得出激光强度控制参数与化铣保护胶膜层厚度的对应关系,详见图2所示。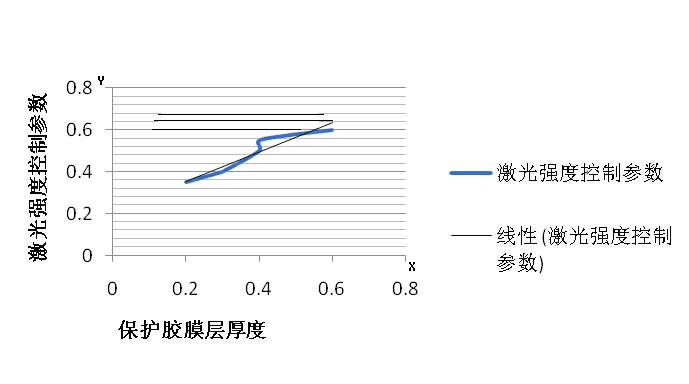
图2中,激光强度控制参数与保护胶膜层厚度趋于呈线性关系,即胶层越厚,激光强度要求越大,激光强度控制参数值越大。因此,我们在进行激光刻型前,需
要先测量保护胶膜层厚度,再计算需要设定的激光强度控制参数值,最后进行激光刻型加工。
2.2 激光刻型对化铣浸蚀比的影响及激光刻型化铣浸蚀余量的计算方法
化铣浸蚀比是指化铣溶液横向腐蚀量与纵向腐蚀量的比值,是化铣工艺中重要的技术参数,是计算化铣浸蚀余量的依据。对于手工刻型浸蚀比数据HB/Z5125-2008中非常明确的计算方法,但对于激光刻型浸蚀比没有相关依据。为了保证激光刻型的加工精度,化铣余量的正确性,我们必须研究激光刻型对化铣浸蚀比的影响,确定激光刻型化铣余量的计算方法。
采用相同激光强度和刻型速率分别对不同材料的工艺试片(2024、2A12、2524、LY12、7075、7475六种材料)进行激光刻型实验,验证激光刻型对化铣浸蚀比的影响,并进行刻型浸蚀比数据与手工刻型浸蚀比数据对比统计,结论如下:
1)对于裸铝状态的铝合金(2024、2A12、2524、LY12、7075、7475),激光刻型浸蚀比略大于手工刻型浸蚀比。
2)对于包铝状态的2000系列铝合金(2024、2A12、2524、LY12属于2000系列),激光刻型浸蚀比略大于手工刻型浸蚀比;对于包铝状态的7000系列铝合金(7075、7475属于7000系列),激光刻型浸蚀比略小于手工刻型浸蚀比。
3)激光刻型横向腐蚀量(即化铣浸蚀余量)不仅仅与化铣深度(即纵向腐蚀量)有关,还与刻线宽度有关。即仅仅依据浸蚀比数据不能计算出激光刻型化铣浸蚀余量,必须考虑切割因N影响,切割因子是指激光刻型时切割线宽对浸蚀余量的影响量,为一个常量,其主要跟激光刻型强度和保护胶膜层厚度有关。如果刻型强度越大,胶膜厚度越薄,则切割因子N值越大。
经验证我们得出激光刻型化铣余量的计算方法:单台阶或多台阶(见图4)化铣的浸蚀余量,可根据单台阶化铣或多台阶化铣浸蚀余量公式加切割因子计算。
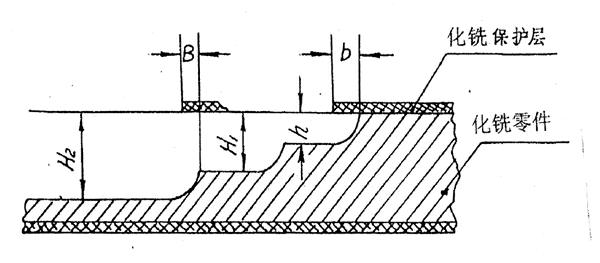
其中,B为浸蚀余量,H为铣切深度,e为激光刻型浸蚀比,N为切割因子。
3 结论
通过大量实验,激光刻型技术在铝合金化学铣切中得出以下结论:
1)不同的保护胶(AC850和CP90),在相同激光强度与相同膜层厚度下,激光刻型尺寸及切割线宽基本一致,激光刻型切割线宽都在0.1mm~0.2mm之间。
2)保护胶膜层厚度与激光强度趋于线性关系,即胶层越厚,激光强度要求越大,激光强度控制参数值越大。我们在进行激光刻型前,需要先测量保护胶膜层厚度,再计算需要设定的激光强度参数值。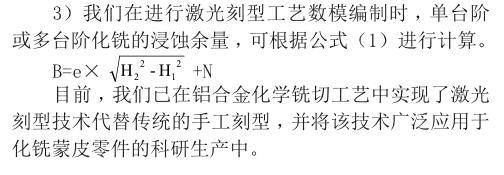
参考文献
[1]戚运莲,邓炬,洪权,等.钛和钛合金化学铣切中的吸氢及其影响[J].航空制造技术,2000(2):30-32.
[2]丁韬.TORRESMILL和TORRESTOOL系统蒙皮切边钻铣床及柔性夹具装置[J].航空制造技术,2007(2):109.
猜你喜欢
腐蚀与防护(2022年6期)2023-01-10
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
电镀与环保(2016年3期)2017-01-20
焊接(2016年1期)2016-02-27
中国铸造装备与技术(2015年5期)2015-12-10
材料研究与应用(2015年4期)2015-08-23
焊接(2015年4期)2015-07-18
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28