基于重量控制的蒸包机研制
2016-07-20 00:17单一窍郑明刚张元坤
科技传播 2016年11期
关键词:重量
单一窍+郑明刚+张元坤
摘 要 包子是中国人最喜爱的食物之一。传统的包子机对重量的控制要凭借操作人员的经验设置面料和馅料的输送速度,通过试验后确定。对操作人员的经验要求高。不适用于对品种大规模的生产需要。本文借助于静态计量方式的动态称重技术手段,研制了基于直接重量控制的新型包子机,使得对蒸包重量控制更加方便,提高了企业的生产效率。
关键词 包子机;重量;动态称量技术
中图分类号 TH6 文献标识码 A 文章编号 1674-6708(2016)164-0223-02
市面上现有的包子机存在着许多缺陷,如传统机械在加工过程中伤害了面皮的筋性,使产品的弹韧性、持水性等都不能符合工艺要求,影响了产品质量,影响了口感,所谓机器做的没有人工做的好吃[1]。市场需要更为人性化、加工工艺更为科学的包子机。经过革新与改良,本文研制的包子机功能更强大,性能更优异,不仅提高生产效率、降低生产成本而且其自动化程度更高,定量更准确,性能更稳定,包子成型效果更佳。
1 工作原理
基于重量控制的蒸包机包括:
馅料输送部分:1)馅料输送机构;2)面料输送机构;3)馅面混合器;4)蒸包包合机构;5)蒸包输送机构;6)蒸包重量测量机构;7)抬升机构;8)支点;9)机架;10)包合机构和传送带抬升机构同步电机;11)编码器;12)凸轮;13)人机交互界面;14)馅料数量监测机构,如图1所示。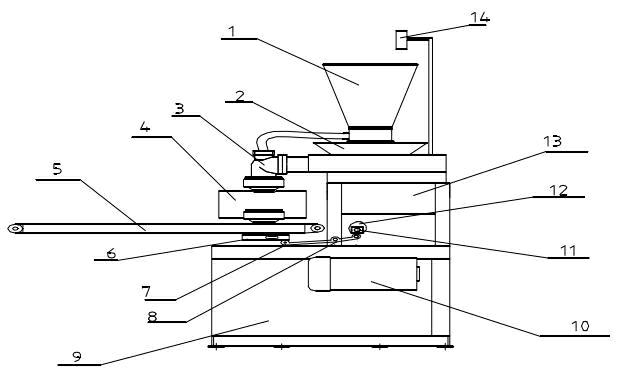
面料输送控制由PLC内部PWM1模块、直流电机驱动器、直流减速电机、传动链条、料斗、螺旋辊、输料通道组成。馅料输送控制由PLC内部PWM2模块、直流电机驱动器、直流减速电机、传动链条、料斗、螺旋辊、输料通道组成。包合部分由PLC数字输出点、固态继电器、交流减速电机、凸轮连杆机构、包合机构传送带托起机构组成。蒸包输送部分由PLC数字输出点、固态继电器、交流减速电机、传送机构、传送带组成。重量检测部分是由波纹管称重传感器、称重变送器、模拟量处理模块、凸轮回转角度编码器组成。
馅料检测装置由漫反射型光电开关、PLC数字输入点组成。电气控制部分采用西门子公司S7-1200系列PLC系统,人机交互界面通常采用昆仑通态的7寸彩色触摸屏。
成型蒸包的重量取决于蒸包包合机构4包合间隙内,馅面柱状流束通过包合机构中心的长短。本设备采用蒸包包合机构4包合间隔固定,调节馅面柱状流束速度的方式实现成型蒸包重量的调节。
本设备蒸包重量测量机构6安装在传送带抬起机构的抬升机构7和蒸包输送机构5之间。通过与抬起机构凸轮同轴连接的编码器11检测蒸包输送机构5的状态,以确定重量测量窗口。将测量窗口内的重量信息传送到PLC控制中心,由PLC利用PID控制策略对馅料和面料的输送速度进行调节[2]。
2 各部分结构特点及其功能介绍
2.1 控制部分介绍
电气控制系统由电源模块、人机界面模块、PLC采集运算控制模块、重量采集模块、位置采集模块和电机驱动模块构成。
2.2 重量采集部分
蒸包机生产的蒸包重量范围是50g~150g,每分钟生产蒸包40个,对其重量的计量需要采用高精度动态系统。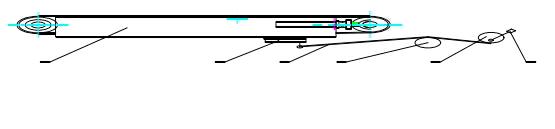
本装置采用不定量式静态称重方式,保证了较高的计量精度;同时,根据凸轮位置分时计量,使整机系统处于动态工作模式下;为提高秤体安装精度和降低成本,采用单支传感器组件。其结构简图参见图2。系统由1)蒸包输送带;2)重量传感器;3)抬升机构;4)支点;5)凸轮;6)编码器;7)包合机构等组成。
面料和馅料被以一定的速度输送到包合机构上,传送带凸轮作用下抬起,在最高点,输送带停止,包合机构动作,蒸包落到传送带上,包合机构和传送带抬升机构凸轮采用一台电机驱动,保证包合与抬升同步动作。传送带下降,到达最低点处,传送带停止,凸轮转过20°凸轮角,开始测量。即从凸轮角230°开始计量重量,当凸轮角360°时结束计量,匀速运转的凸轮进入下一个工作周期。凸轮每转一周用时1.5s,即1?500ms,所以1°的凸轮角对应的时间是:Ts=1500/360=4.17ms,由于蒸包重量可以采用不定量计量方式,只在系统相对稳定的状态下进行分时的不定量静态计量确保有较高的计量精度,并使整机系统处于动态连续工作状态。一台静态秤的计量误差可以表示为:△W=△W1+△W2+△W3+△W4?????????????(1)式中:△W1为传感器误差,所选传感器误差为万分之三;
△W2为二次仪表误差,所选信号调节装置误差为万分之五,计量模块误差为千分之一;
△W3为秤体力传递误差;△W4为振动、风力等其他随机干扰误差。
分时静态计量减少了一般传送带动态计量中控制元件和执行机构的控制误差以及传送带运转产生的力矩对传感器受力的影响。由公式(1)知,传感器本身和二次仪表这两部分误差在整台称重系统中所占误差的比重较小,而秤体力传递误差△W3所占误差比重最大[3]。
2.3 凸轮位置采集部分
凸轮位置采用增量编码器采集,编码器与凸轮同轴安装,利用PLC内部的高速计数器1对编码器脉冲计数,并转换为凸轮的旋转角度。编码器采用增量型编码器,1024线,可分辨出360/1024=0.325°;高速计数器设置为计数方式,工作模式为A/B计数,计数方向增计数,复位信号高电平有效,输入端定义:I0.0为A相,I0.1为B相,I0.3为Z相复位端。访问地址为ID1000;PLC通过访问ID1000读取凸轮位置。
2.4 面料输送部分
面料输送速度控制由PLC内部PWM1模块、直流电机驱动器、直流减速电机、传动链条、料斗、螺旋辊、输料通道组成。PLC内部PWM1模块的时基设置为微秒,调节分辨率为0.001;直流电机驱动器控制信号为0%PWM~85%PWM信号,对应直流减速电机输出转速为0r/min~42r/min,所以面料输送速度调节分辨率为42/1000=0.042r/min。
2.5 馅料输送部分
馅料输送速度控制由PLC内部PWM2模块、直流电机驱动器、直流减速电机、传动链条、料斗、螺旋辊、输料通道组成。PLC内部PWM2模块的时基设置为微秒,调节分辨率为0.001;直流电机驱动器控制信号为0%PWM~85%PWM信号,对应直流减速电机输出转速为0r/min~42r/min,所以面料输送速度调节分辨率为42/1000=0.042r/min。
3 结论
经实际使用,其以上介绍的几个结构特点使整机紧凑、精度较高、使用方便,满足实际需求,不仅仅提高了工作效率,在很大程度上也降低了生产成本。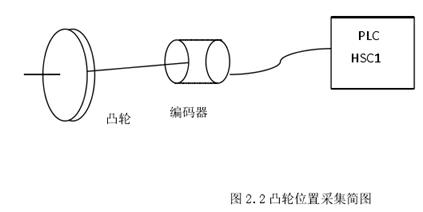
参考文献
[1]薛实福,李庆祥.精密仪器设计北京[M].北京:清华大学出版社,2013.
[2]冯秉瑞.计算机原理与应用[M].哈工大教材,2012.
[3]甄正义,等.定盘包装电子秤[C]//全国第二届侧力与称孟技术学术讨论会论文集,2013.
猜你喜欢
小猕猴智力画刊(2022年9期)2022-11-04
文苑(2020年6期)2020-06-22
小学生学习指导(高年级)(2019年4期)2019-11-27
小学生学习指导(低年级)(2019年5期)2019-04-29
科普童话·百科探秘(2015年4期)2015-05-14
筑路机械与施工机械化(2014年2期)2014-03-01
诗潮(2014年7期)2014-02-28
军事体育学报(2014年3期)2014-02-27
阅读与作文(英语高中版)(2013年8期)2013-08-20
发明与创新(2013年33期)2013-03-11