铝合金接头成型工艺分析及模具结构设计
2016-07-15 07:10任天娟
装备制造技术 2016年3期
关键词:模具设计
任天娟
(陕西国防工业职业技术学院,陕西 西安710302)
铝合金接头成型工艺分析及模具结构设计
任天娟
(陕西国防工业职业技术学院,陕西 西安710302)
摘要:选用铝合金接头为研究对象,介绍了压铸件的工艺分析、浇注系统的设计、推出机构以及冷却系统的设计。整套压铸模具结构设计合理,动作可靠,可为同类压铸模具的设计提供一定的参考。
关键词:压铸模;铝合金接头;模具设计
1 压铸件的工艺分析
本文研究的压铸件如图1所示。铝合金接头是回转体,总体尺寸为φ25 mm×18 mm,材料是YL102,要求大批量生产,且外形要求美观。依据上述要求综合考虑,该压铸模具整体结构设计为一模四腔,为了保证压铸件的表面质量宜采用侧浇口,且需设计溢流系统和排气系统;为了保证压铸件的顺利成型需要控制模具的温度,设计相应的冷却系统;推出机构采用推杆推出机构[1]。
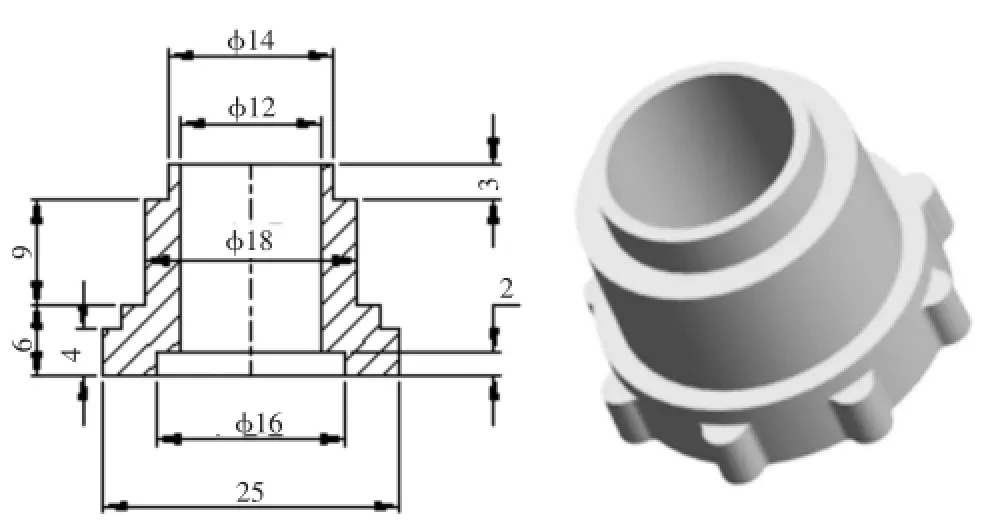
图1 铝合金接头
2 压铸模具结构设计
2.1浇注系统的设计
压铸模具的浇注系统、溢流系统和排气系统是成型的关键结构。浇注系统由直流道、横流道和内浇口组成。溢流槽通常设置在铝合金融液浇注的末端,主要用于贮存冷污的金属液。排气槽通常设置在溢流槽的末端,用来改善排气的效果,提高压铸件的表面质量。铝合金接头压铸模浇注系统、溢流系统和排气系统的结构如图2所示,左为二维图右为三维图[2]。

图2 浇注系统、溢流系统和排气系统的结构图
2.2推出机构的设计
压铸件要求表面美观,综合压铸件的结构考虑选用推杆板推出方式如图3所示,分为推杆01、推杆02和推杆03三种规格,分别均匀的分布在溢流槽、压铸件和浇注系统上。推杆的材料为45#钢。复位杆材料选取45#钢,淬火处理低温回火硬度达到HRC52-55,与动模板为为间隙配合H8/f8[3].
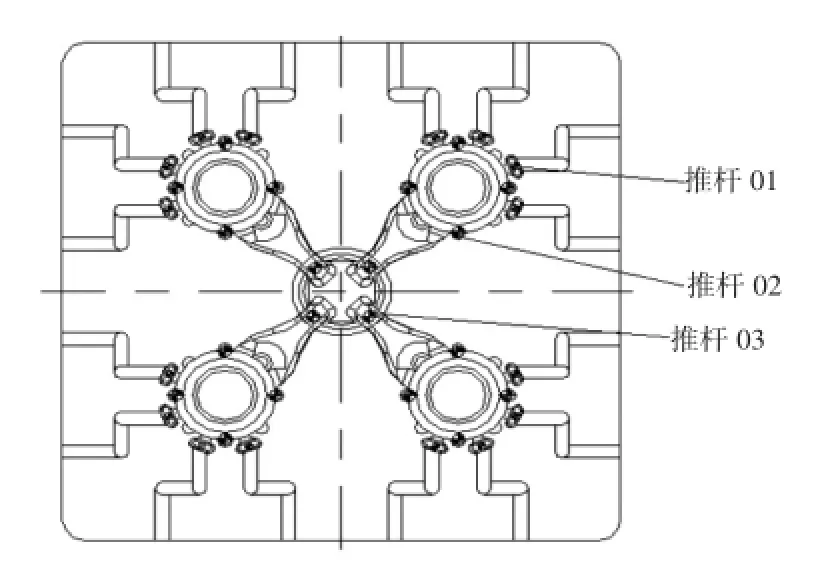
图3 推杆分布图
2.3冷却系统的设计
该铸件是大批量生产,而且要求外观美观,所以模具需要设置冷却装置。结合压铸模具的结构在动模和定模分别设置了循环水路用来保证模具温度,如图4所示,左边为型腔的冷却回路,右边为型芯冷却回路,采用水冷循环式水路的方式,通过水却水的循环带走了热量,维持模具所需的温度。此结构中冷却孔道直径为φ10 mm[4].

图4 冷却回路的结构图
2.4模具装配图
模具装配图如图5所示。
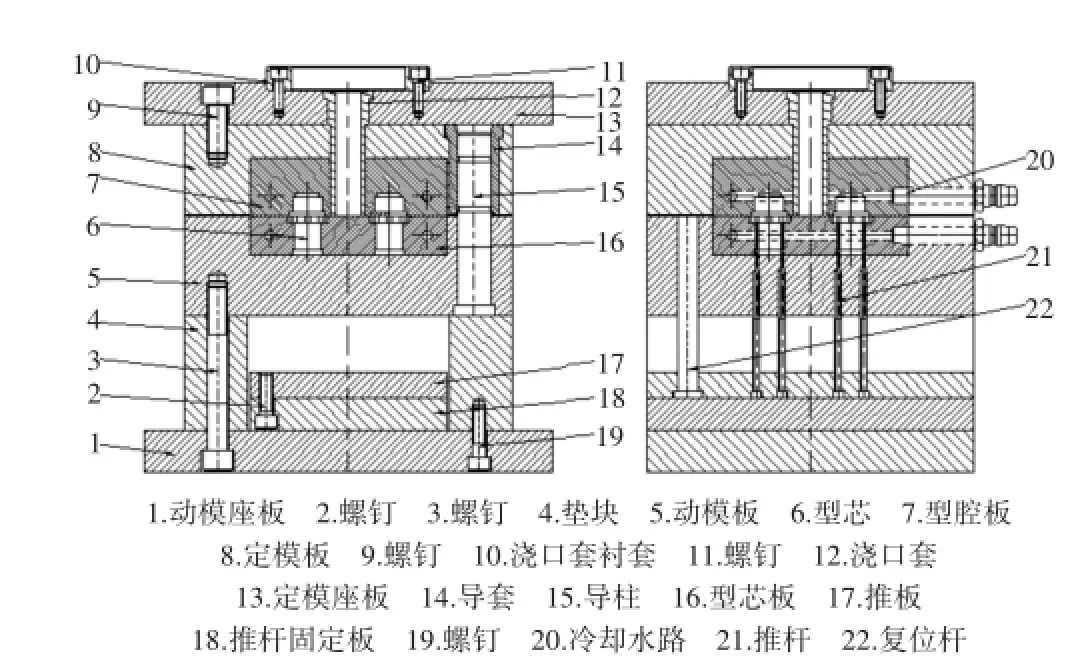
图5 装配图
3 结束语
根据铝合金接头的材料、工艺的要求、零件的结构以及使用要求,本文详述了压铸模具浇注系统的设计、推杆推出机构及冷却水路等的设计方法。压铸模具结构设计较为合理、压铸件能满足精度的要求,生产效率较高,对同类产品的模具设计具有一定指导意义。
参考文献:
[1]姜银方,顾卫星.压铸模具工程师手册[M].北京:机械工业出版社,2009.
[2]赖华清.压铸工艺及模具[M].北京:机械工业出版社,2004.
[3]范建蓓.压铸模与锻模[M].北京:机械工业出版社,2007.
[4]李成凯.压铸工艺与模具设计[M].北京:清华大学出版社,2014.
Cover Technology Analysis and Mould Structure Design of the Aluminum Alloy Joint
REN Tian-juan
(Shaanxi Vocational College of National Defense Industry,Xi'an Shaanxi 710300,China)
Abstract:Take the aluminum alloy joint for research object,technology analysis of the die casting、pouring system、ejecting mechanism and cooling system are introduced.The whole set of mould has reasonable structure and reliable motion.This paper can provide reference for similar types of moulding design.
Key words:die casting mould;the aluminum alloy joint;mould design
中图分类号:TG249.2
文献标识码:A
文章编号:1672-545X(2016)03-0172-02
收稿日期:2015-12-02
基金项目:本文系陕西国防工业职业技术学院2015年立项课题“基于ProCAST的压铸模CAD/CAE的应用研究”(课题编号Gfy15-12)的研究成果之一
作者简介:任天娟(1981-),女,山西灵石人,讲师,研究方向:模具设计及制造。
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
科技视界(2016年18期)2016-11-03
现代经济信息(2016年10期)2016-05-24
中国市场(2016年6期)2016-03-07