
切边式齿形V带连续硫化的可行性研究
2016-07-14 00:38邵海根河南省焦作市修武县河南焦作454003
橡塑技术与装备 2016年13期
邵海根(河南省焦作市修武县,河南 焦作 454003)
切边式齿形V带连续硫化的可行性研究
邵海根
(河南省焦作市修武县,河南焦作454003)
摘要:通过对切边式齿形V带生产工艺的研究,用逆向思维的方式论证了鼓式硫化机生产切边式齿形V带方案的可行性。
关键词:鼓式硫化机;连续硫化;切边齿形V带
切边式齿形V带自问世以来,均以圆模成型之后硫化的方式进行生产。尽管现在已经有采用以齿形胶套反成型硫化的工艺,但仍离不开圆模,只是不需要齿形模具而采用光模而已,简化了模具加工又能增强其互用性,这是工艺技术的一大进步。但对长度较大的切边式传动带来讲,无论采用哪种方式成型硫化,都必须具备大的成型、硫化、脱模、起重等专用设备,需要宽敞的工作场地,配备大容量锅炉,总体投资额巨大。
远洋船舶、矿山、码头、大型农机对传动带的使用要求越来越高,可以说有的到了苛刻的地步。由于受生产技术条件的制约,至今这些地方还是以包布带为主,国外亦如此。此类大型普通包布式传动带的硫化主要采用鄂式平板硫化机和鼓式硫化机,而鼓式硫化机国内刚刚兴起尚未普及。
从目前带传动的发展趋势分析,长度较大的传动带尺寸规格多,单种规格的数量却很少。所以,如何能够在既不需要大量投资,又能满足生产出多规格、多品种大型齿形V带的需要,以及提高带的传动效率和使用寿命,这是摆在我们面前的一个棘手的研究课题。浙江紫金港胶带有限公司率先进行了试验和研究,以鼓式硫化机进行切边式齿形V带的连续硫化。当时采用的是正成型方式的带坯,硫化鼓和张紧鼓都使用带有齿形的槽鼓,这种硫化工艺存在一定的缺陷:硫化过程中为保证皮带的长度和定负荷伸长率,成型和硫化时须对带坯施加一定的预张紧力,但经过预拉伸的聚酯硬质线绳在硫化温度作用下要收缩,硫化出来的胶带由于在聚酯线绳的收缩力、胶料流变、钢带加压等多重作用下,聚酯线绳在带子冲齿方向上发生波浪型变形而影响皮带的质量。
如何解决这个问题?对此,我们进行了深入地考察论证和部分试验验证。
1 成型方面
分析现行成型工艺对质量差异的影响,圆模成型总体来说是一项成熟工艺,其线绳缠绕均匀性是很好,但对成型机台和模具的同心度、平稳性、对操作人员的熟练程度和工艺执行力度的要求都很高。稍有偏差缠绕的质量就受到影响,如张紧力的控制、线绳间距的调整等。特别是大规格模具,加工精度难以保证,由于模具本身庞大,成型转动后惯性及动能大,转动时略有晃动将造成线绳的张紧力不均匀、线绳排列发生移位、扭曲等问题而影响产品质量。
对此,我们实验双鼓绕线机能否达到圆模成型的效果。在普通V带绕线机的基础上,经过改装后进行了约300 mm宽度的硬质线缠绕试验,选用经过预浸胶浆处理的1 100 dte×4×3线绳。把普通V带绕线机的两个绕线辊更换为直径250 mm的辊,然后按照交叉成型的方式成型,试验结果表明线绳排列整齐均匀,直线度良好,可达到圆模缠绕成型的效果。
按此推论,在双鼓绕线机刚性性能得到保障的前提下,如果把双鼓绕线机加宽加长,把带坯做到宽度为500 mm周长为6 000 mm以上是没有问题的。按照这个思路和设备厂家联合重新设计了双鼓绕线机,在计算1 100 dte×6×5硬质线绳缠绕宽度为500 mm,周长为6 000 mm带坯时的最大张紧力的基础上,设计了两个绕线辊的轴径。根据不同粗细线绳的成型张紧力,利用Solidworks软件动态模拟出双鼓绕线机最难掌握的在保证线绳张力恒定下,绕线时“双鼓八字变平行”线性相关性图。这样就可以根据线性相关性图调节两个绕线辊的角度,以适应绕线轴的刚性与不同规格线绳张紧力之间的一致性。并且在改造后的普通V带绕线机的基础上又进行了辅助性地改装,在两个绕线辊的外侧又各增设用于防变形的牵拉装置,也就是行业内称为“吊耳”的装置,并在两排线绳中间与下面增设了不等数量的活络托辊,根据带子的长度调整托辊之间的距离,以防止大规格带坯在成型时发生“U”型下坠变形和张力不均匀现象,如图1所示。
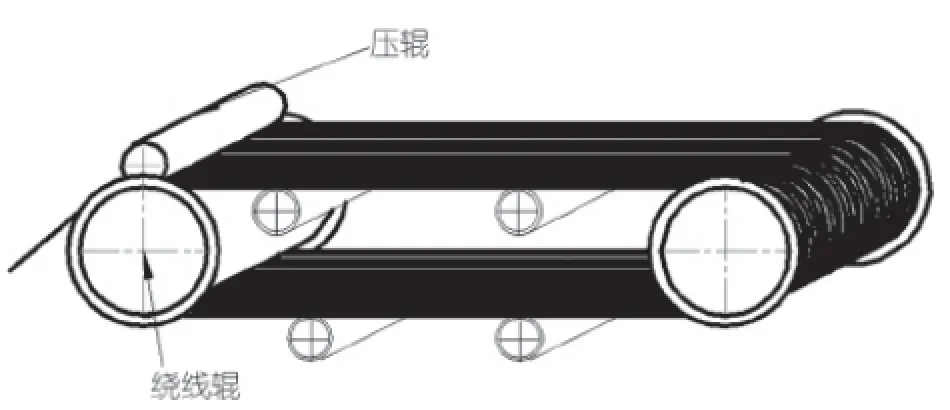
图1 切边式齿形V带双鼓绕线示意图
另外也试验了未经浸胶浆的线绳缠绕成型,其松紧度、线绳间距及带坯的中转等均难以控制,达不到质量要求。
由于我们采用反成型的生产工艺,成型时在保证线绳张力恒定和线间距不变的前提下,在绕好线绳的内侧面利用绕线机的两个绕线辊与线绳的自压力把缓冲胶片贴合到线绳上,依次再贴合上伸张层和加工好的帆布层,在贴合过程中调整两个绕线辊间的间距,以确保成型张力恒定。然后用绕线机的压辊在线绳上贴合缓冲胶片和纤维胶片,绕线机上的压辊最好做成聚氨酯包覆辊,硬度为75度为好。并且与下方的绕线辊的直线度契合的一定要好。这样成型贴合时胶片间的气体能够充分的排除掉,硫化好的成品带就不会有气泡等缺陷。
带坯成型完毕后的存放也是关键,要规整的定型在与绕线机相仿的设备上,以便保证线绳的张力不发生变化。
2 硫化方面
鼓式硫化机的能源利用率高,一般均采用电加热没有废汽排放的绿色生产方式。即使使用蒸汽,也只是排出冷凝水,不像硫化罐必须把蒸汽排放掉才能开启罐盖,且模具也不需水冷却,可充分利用热能。
硫化加压的问题是鼓式硫化机的关键,能不能既不影响到线绳的排列又能充齿饱满,且带体厚薄均匀一致。
20世纪八九十年代,上海橡胶制品一厂引进印染用平带的鼓式硫化机,硫化的宽度为2 000 mm,安徽美祥实业有限公司的鼓式硫化机能够硫化的宽度达3 200 mm,浙江兰溪橡胶厂引进的输送带连续硫化鼓式硫化机,都是以不锈钢带加压,经观测厚度均匀、外观光滑平整。不锈钢带是鼓式硫化机传递硫化压力的主要部件,它绕在硫化鼓上的包角约为280°,可在其外侧辅助加热、加压以提高硫化速度和进一步提高硫化压力。
据考察,现行国内开发成功的用于环形V带鼓式硫化机的有效宽度仅仅为600 mm左右,较上述引进的宽度要窄的多,不过从工艺角度考虑,带坯的宽度越窄质量越好控制。例如紫金港胶带有限公司和佳木斯环星机带有限公司引进德国的鼓式硫化机。两家引进的鼓式硫化机加压方式是钢丝编制的压力带,其主要用于普通V带的硫化,硫化出来的带顶面呈现钢丝编织的花纹形。经过对两种压力钢带的分析论证,认为两种压力钢带给鼓式硫化机做齿形V带提供压力都是可行的。因为在压力钢带的内侧有用以连续硫化过程中压制出齿形的关键部件——齿形槽板。无论是用不锈钢带或钢丝编织带加压,齿形槽板受力都是均匀的,也不会引起齿形槽板的损伤,硫化出的齿形尺寸能够得到有效保证。鼓式硫化机连续硫化示意图,如图2。
鼓式硫化机生产齿形传动带的工艺中,用以连续硫化的齿形槽板是重中之重,能不能达到圆模硫化的效果,关键在于齿形槽板的选材与制作上。2008年河北佰特橡胶有限公司发明了不锈钢带齿形槽板如图3,用以代替圆模反成型硫化用的橡胶齿形胶套,并申请了实用新型和发明两项专利。2009年在杭州肯莱特传动工业有限公司技术服务时发明了用以连续硫化用的橡胶齿形槽板如图4并申请了专利。切边式齿形V带的齿形不象同步带那样用来精确传动,虽只起到散热、减小弯曲应力、延长疲劳寿命的作用,但随着人们的质量意识和审美观的改变,对齿形的要求也在逐渐的提高。

图2 鼓式硫化机连续硫化示意图
论证中意识到,在鼓式硫化机连续硫化过程中,采用上述两种齿形槽板在一定程度上存在缺陷。因为加压用的不锈钢带绕在硫化鼓上的包角约为280°,在硫化鼓的下边有一个约为130°的加热罩,起预热带坯和辅助硫化的作用。由于受硫化温度的影响,当齿形槽板进入下传动压辊的过程中齿形槽板上的齿形会发生微量的变形,在加压钢带的作用力下其变形在整个硫化过程中几乎无法矫正。分析变形的原因后,认为不锈钢带的齿形槽板由于是蛇形状,上下两个侧面是中空的,在一边是钢带压力一边是带坯的作用下发生了变形;另一种是橡胶型的齿形槽板,由于橡胶受热后其本身的硬度要发生变化,并且在槽板进入下传动压辊过程中,其受力是线状局部受力,导致槽板齿形也会发生微小变形。经过多方论证,认为把两种齿形槽板结合起来——使用橡胶钢带复合槽板比较好。就是把橡胶胶料填充到不锈钢带的一侧,把两者牢固的硫化在一起,既能满足280°的弯曲又能防止齿形在两侧压力下发生变形。如图5。
硫化好的带筒要及时转移到能自动转动的双辊定型机上转动冷却,防止带筒发生扭曲变形和确保带子的长度要求。
三种齿形槽板如图3~5所示。

图3 不锈钢带齿形槽板

图4 橡胶齿形槽板

图5 橡胶钢带复合齿形槽板
3 切割与打磨
传动带切割机的发展也取得了突破性的进展。按设备构造分为两种,一种是卧式切割机另一种是立式切割机,按切割方式分为角度切割和直刀切割。按切割膨胀方式分单鼓切割和双鼓切割。无论是角度切割还是直刀切割其切刀有两种,一种是白钢刀切割,一种是旋转或不旋转圆刀片切割。我们调研了很多企业,大多存在切割角度不准确,切割角度不对称问题,也就是切割角度切偏的问题。
研究后发现,在单根带张力不能保证恒定的情况下总会出现各种各样的缺陷。现行的双鼓切割机,带筒装上时是用气缸来调节松紧度的,没有考虑单条带的张力和整筒带的总张力问题,切割时会出现带子宽度不一的问题。况且气缸气压也不是稳定的,在张紧力忽大忽小的情况下,即使采用直刀切割的方式也是不能保证切割的宽度。
超长型大规格切边式齿形V带,无论是长度和厚度对生产工艺和生产设备来讲都是个极限的挑战。在对超长型大规格带筒切割探索过程中,使用PLC控制的带有“吊耳”自动纠偏双辊切割机能满足需要。根据单根带的张紧力计算好整个带筒的张紧力后输入PLC中,用PLC自动调节的方式来保证每条带子张紧力的一致性。在确保切割机整体刚性足够强的情况下,采用旋转刀片直刀切割的效果较佳,把带筒切割成工艺要求的一条条矩形环形条。由于大规格切割齿形V带的特殊性,打磨工艺采用反成型工艺打磨,使用内冷式磨轮打磨,带体生热程度低不会引起带体扭曲变形,带子质量有所保证。
打磨、测长张紧力的设定都是按单根带有效的测量力来设定。
4 结论
根据考察与论证的情况分析,我们认为:切边式齿形V带用双辊绕线机成型带坯,采用鼓式硫化机连续硫化是可行的。
Feasibility study of continuous vulcanizationfor cut-type tooth V belt
(R-03)
Feasibility study of continuous vulcanizationfor cut-type tooth V belt
Shao Haigen
(Henan Province Jiaozuo City Xiuwu County, jiaozuo 454003,Henan, China)
Key words:drum vulcanizing machine; continuous vulcanization; cut-type tooth V belt
Abstract:Based on the research of cut-type tooth V belt production technology ,demonstrates feasibility of production cut-type tooth V belt with the drum vulcanizing machineusing reverse thinking way.
中图分类号:TQ330.67
文章编号:1009-797X(2016)13-0001-04
文献标识码:B
DOI:10.13520/j.cnki.rpte.2016.13.001
作者简介:邵海根(1974-),男,工程师,质量师,主要从事橡胶配方工艺的研究。
收稿日期:2015-12-02
