
本钢不锈钢冷轧宽幅SUS304钢种极限规格0.2mm生产试验
2016-07-13 22:41王鲁宁
科技传播 2016年9期
关键词:酸洗
王鲁宁
摘 要 目前国内具备SUS304钢种0.2mm厚度规格冷轧产品生产能力的企业较少,为增强本钢不锈钢市场竞争力,本钢不锈钢冷轧采用0.7mm改轧卷→20辊森吉米尔轧机→冷带退火酸洗机组→平整机组→重卷拉矫机组→检验→包装缴库→发货的工艺流程生产0.2mm×1219mm的SUS304(2B)不锈钢。结合生产实际,确定了关键工艺控制参数,并编制了生产试制方案。试制检验结果表明,各项技术指标完全满足技术条件要求,而且工艺性能良好,并多次出口韩国,得到用户的认可。
关键词 冷轧;退火;酸洗;SUS304
中图分类号 TG33 文献标识码 A 文章编号 1674-6708(2016)162-0173-02
SUS304钢种作为奥氏体不锈钢中的典型钢种,其应用领域在不锈钢所有产品中最广泛,市场需求量最大。该钢种被广泛应用于橱柜、汽车配件、医疗器具、建材、化学、食品工业等领域[ 1 ]。SUS304钢种0.2mm冷轧产品目前均以精密钢带为主,因此限制该厚度产品的用途范围,而宽幅0.2mm厚度的冷轧产品的成功研制,很大程度上扩大其使用范围,并大大降低了用户的生产成本,市场前景广阔。而我公司试制该厚度产品是利用生产过程中产生的0.7mm厚度的降级品作为二次改轧原料,也为公司创造出可观的经济效益。
本钢不锈钢冷轧丹东有限责任公司采用20辊森吉米尔轧机→冷带退火酸洗机组→平整机组→重卷拉矫机组的生产工艺成功研制开发了0.2mm×1219mm的SUS304(2B)不锈钢冷轧产品,经拉伸和硬度检验,各项指标均符合技术条件要求,工艺性能良好,并多次出口韩国,得到用户的认可。该厚度产品被采用复合压延的方式应用于制作不锈钢厨具等用途。
1 试验材料及方法
1.1 轧制工艺
本钢采用20辊森吉米尔轧机对带钢进行轧制,为达到良好的板型和目标厚度,在东北大学RAL实验室合作开展单道次拉伸变形抗力测试实验、获得真应力应变曲线[2],最终目的是为了得到SUS304钢种的变形抗力表达式,根据实验结果确定了轧制工艺,本次试制采用原料厚度为0.70mm,经8道次轧制轧到目标规格0.20mm,具体轧制工艺如表1。
轧制后,带钢的板型良好,实际厚度为0.199mm,符合厚度公差要求。
1.2 退火、酸洗工艺
冷轧后的SUS304钢种通过加热再结晶原理消除加工硬化,从而达到软化目的,根据钢种的退火特性,保证带钢的力学性能,SUS304钢种的退火温度设定在930℃~1140℃。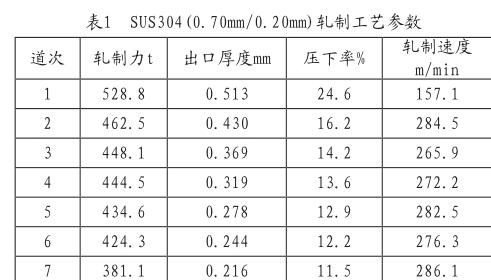
为保证带钢表面的氧化铁皮完全消除以及在带钢表面形成致密的Gr2O3钝化膜,SUS304钢种采用Na2SO4电解酸洗+HNO3/HF混酸酸洗的酸洗工艺。其中Na2SO4电解液的温度设定为80℃,PH值为5~6,电流为15A/ dm2。HNO3/HF混酸中HNO3的浓度为100g/L~110g/L,HF的浓度为8g/L~9g/L,温度为50℃~52℃。
1.3 平整工艺
平整机组采用2辊干式可逆平整,鉴于对不锈钢带钢表面质量的严格要求,平整辊要求粗糙度(Ra)为0.2μm;根据带钢的厚度,0.20mm厚度的带钢采用平整辊的凸度为0.35mm;同时根据板型适当调整平整辊的倾斜。
1.4 重卷拉矫工艺
重卷拉矫机组采用两弯两矫湿式拉矫,对带钢板型加以改善,并对带钢按客户要求进行切边、分卷。最后经由检验→包装缴库→发货。
2 试验结果及分析
2.1 变形抗力分析
对轧制所得的不同变形量的试样,按GB/T228.1-2010做出拉伸试样在拉伸试验机上进行拉伸,得到SUS304钢种在不同累积变形量时的常温屈服强度、抗拉强度及延伸率,如图1、图2和图3所示。采用MS Excel对所获得的曲线进行3次拟合,得到累积变形量与屈服强度、抗拉强度的关系式。
变形抗力表达式如下:
累积变形量与屈服强度的关系式:
y=2252x3–3322.8x2+1821.2x+263.09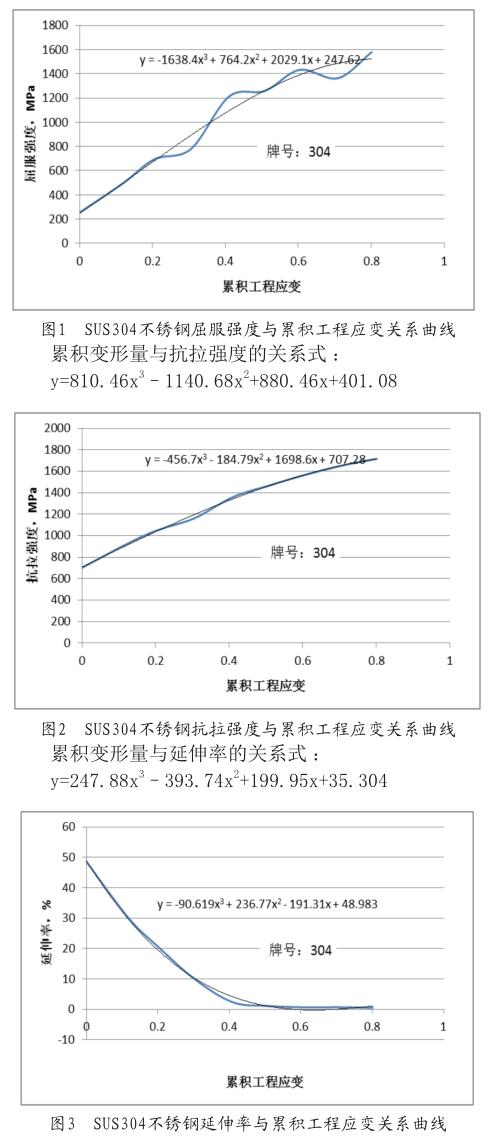
根据变形抗力表达式以及先期轧制不锈钢的数据累积,结合本钢20辊森吉米尔轧机的实际情况,确定本次试制SUS304钢种0.20mm极限厚度规格的轧制工艺。
2.2 成品力学性能
成品力学性能要求按JIS G4305-2012标准执行。SUS304钢种0.2mm冷轧成品的力学性能检验结果见表2。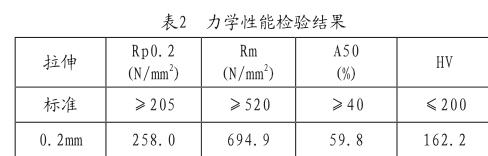
2.3 金相分析
对成品取样进行金相分析,金相照片如图4。
晶粒度为6.61,达到预期目标。
2.4 成品厚度及表面质量
在重卷拉矫机组生产过程中对带钢厚度及表面质量进行测量和检查,成品实际规格为0.199mm×1219mm;带钢的表面质量也较好,色泽均匀,符合我公司合格品的判定标准要求。
3 结论
1)SUS304(0.70mm)改轧卷→20辊森吉米尔轧机→冷带退火酸洗机组→平整机组→重卷拉矫机组→检验→包装缴库→发货的工艺流程生产0.20mm的SUS304(2B)冷轧不锈钢卷的各项技术指标完全满足标准要求,而且工艺性能良好。
2)本钢不锈钢冷轧丹东有限责任公司利用生产过程中产生的0.7mm厚度的降级品作为二次改轧原料试制0.20mm极限规格冷轧产品,在为公司减少损失的同时也为公司创造出可观的经济效益,同时也使得高附加值产品比例增加。
3)本钢具备生产SUS304(2B)钢种0.20mm极限厚度规格的生产能力,且厚度精度、表面质量及力学性能优良,完全满足用户采用复合压延的方式制作不锈钢厨具的要求,并得到用户好评,从而为本钢开拓不锈钢市场,提高本钢不锈钢市场竞争力奠定坚实的基础。
参考文献
[1]李登超.不锈钢板带材生产技术[M].1版.北京:化学工业出版社,2008,9.
[2]王殊寻,李二玲,邓沛然,等.SUS304不锈钢极限拉延比的研究[J].热加工工艺,2014,43(13):106-108.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
冶金设备(2021年1期)2021-06-09
冶金设备(2021年1期)2021-06-09
电镀与环保(2018年2期)2018-04-19
上海金属(2016年3期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
工业设计(2016年11期)2016-04-16
上海金属(2015年6期)2015-11-29
电机与控制应用(2015年3期)2015-03-01
