基于FDM的3D打印动力驱动研究
2016-07-12 13:42鲁守方王兆强童怡
科技视界 2016年6期
鲁守方 王兆强 童怡
【摘 要】3D打印技术是快速成型技术的一种,根据成形材料及打印加工过程的不同又可分为不同类型的技术,叠层实体制造法(LOM)、熔融沉积制造法(FDM)、光敏液相固化法(SLA)和选择性激光烧结法(SLS)等是目前3D打印技术应用最为广泛和成熟技术类型[1]。本文在研究打印原理的基础上基于FDM打印,通过具体实例主要就3D打印电机驱动及控制原理进行了阐述,为电机的开环和闭环控制提出方案,为3D打印技术的精度改进提供原理依据。
【关键词】3D打印;FDM;步进电机
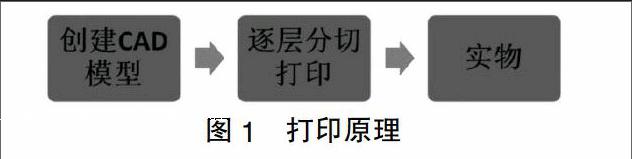
1 打印原理
3D打印技术是一种具有前瞻性的可以应用于多行业多领域快速成型技术。它是数控技术、计算机技术以及精密控制技术这三种技术的综合运用。其最根本的原理就是根据需要构建计算机三维模型,然后,将三维模型进行分切,这种分切是沿特定方向的,最后,就是对分切模块进行分层打印,形成打印实物。关键点是如何进行伺服控制,轨迹生成,需要进行专业编程完成,也可以采用现在的运动。
2 电机驱动控制原理
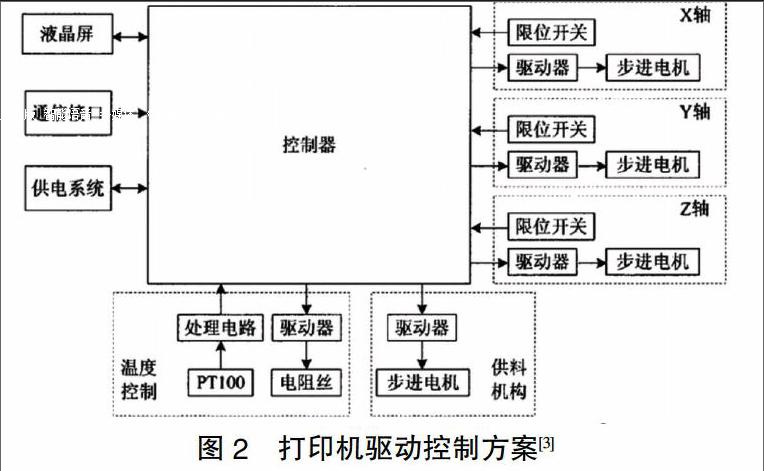
图2提供了一种打印机驱动控制的方案,可以清晰的看到,控制器分别对液晶屏、通信接口、供电系统、处理电路、各个限位开关和驱动器进行控制。而对于每一个步进机都有一个与之对应的驱动器,通过控制器的控制,实现精确的运动。同样热床和及喷头温度控制也是由驱动器驱动的,通过温度传感器反馈给控制器,控制器再通过驱动器分别控制各部分电路,实现对温度的控制。
3 电机开环与闭环控制
目前,市场流行的FDM设备的电机控制一般是开环的。通俗来讲,开环与闭环的差别就是是否具有控制的反馈,正是由于电机控制缺少了反馈,开环的电机控制在成型的精度、打印的分层厚度、表面打印的精细程度等方面存在较大差距。因此对于精度要求较高的零件是无法满足要求的。而伺服电机在运行精度打印质量上都有优势,但是,制造的成本要相对高一些。
本文就开环与闭环控制各介绍一种电机,步进电机与伺服电机。
3.1 步进电机的原理
步进电机的转动是通过电流流过定子绕组时,定子绕组产生的矢量磁场带动转子实现的。当定子的矢量磁场旋转一个角度,转子也随着该磁场转一个角度。由一个电子脉冲信号产生的转子转过的角度就是步距角。电机的正反转可以通过改变绕组通电的顺序实现。所以可用控制脉冲数量、频率及电动机各相绕组的通电顺序来控制步进电机的转动。[4]
3.2 伺服电机的原理
与步进电机不同的是,伺服电机内部有其自带的编码器,编码器将信号反馈给驱动器,驱动器通过比较对转子转过的角度进行调整,实现电机预想的运动。编码器的精度决定了伺服电机的精度,脉冲对应旋转的一个角度,这样就形成了伺服驱动器和伺服电机编码器的脉冲形成了呼应的闭环控制,而步进电机是无法实现的[4]。
3.3 步进电机与伺服电机的区别[5]
步进电机和伺服电机的差异主要有以下几点:一是,控制精度不同。拍数决定了电机的精度,对于伺服电机来说,它有自带的编码器,其上刻度越多,精度越高。二是,两种电机的控制方式不同。步进电机是开环控制,伺服电机是闭环控制。三是,在低频工作时,性能不同。步进电机在低速时由于采用的是阻尼技术或细分技术,易出现振动现象,而伺服电机由于其内部具有频率解析机能,低频工作时会很平稳。四是,力矩输出特性不同。步进电机随转速升高下降,而伺服电机力矩是不变的。五是,承载能力不同。步进电机机会不能过载运行,而伺服电机承载过载的能力较好。六是,工作性能不同。步进电机由于没有反馈易出现丢步或堵转现象而伺服电机的反馈可以很好的防止这一点,同时,步进电机达到工作转速时所用的时间远比伺服电机要长。
下面就介绍一种伺服电机的实例。
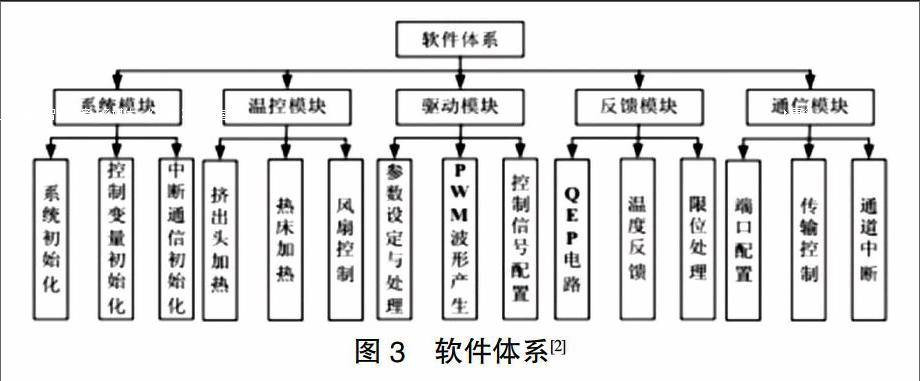
本文介绍的伺服电机主要有五大软件模块组成,本文主要就驱动模块和反馈模块进行介绍(图3)。
驱动模块主要是对运动部件的驱动,在打印机中主要是对送丝电机和各个轴驱动电机的驱动。该伺服电机的驱动模式是PWM模式,对于每一个事件管理器都产生8路调制信号,3对互补的PWM波形由其中的3个比较单元产生。使用2812的GPIOA0、GPIOA2、GPIOA4作为驱动芯片的PWM信号输入引脚,由这事件管理器A的3个比较单元产生的3路互不影响的波形控制X、Y、Z轴电机,这就避免了各轴运动的相互干扰。使用GPIOB5引脚确保了使用事件管理器B的一个比较单元产生送丝电机需要的PWM信号。通用定时器1和通用定时器3分别是它们的时钟基准。在定时器设置上,采用连续递增的计数模式,选择高速时钟,系统时钟设置为75M。为了产生占空比为50%的PWM信号,此电机设置比较单元值为定时器周期值的一半。通过I/O接口输出到驱动芯片的运动代码和反馈信息是由驱动芯片需要的方向、启停信号通过对运动代码和反馈信息共同决定的[2]。
温度反馈,限位反馈和QEP电路组成了伺服电机里必不可少的模块—反馈模块。打印机反馈模块的各反馈机制都是通过不同的途径实现的。温度反馈是将反馈信号转换为实际温度值后(下转第201页)(上接第199页)与实际设定温度值比较进行的反馈。大多数温度反馈是通过温度处理芯片传入可以转换为实际温度值的DSP实现的。限位反馈是通过限位开关实现的,初始信号和异常处理信号就是通过限位开关反馈的I/O信号控制的。对于QEP电路反馈,在本文介绍的电机中由图4中的电路可知,只加入了X轴和Y轴的反馈,对于Z轴来说,运动量小,故造成的误差不大。GPIOA8、GPIOA9接入事件管理器A完成对X轴的反馈,GPIOB8、GPIOB9接入事件管理器B完成对Y轴的反馈。他们分别对应定时器2和4。
4 结语
本文简要介绍了FDM控制系统的打印机的工作原理以及电机驱动控制的原理,主要就电机驱动开环闭环控制的区别,通过实例的讲解进行了介绍,为提高3D打印的精度提供了理论依据。
【参考文献】
[1]刘薇娜,郭遵站,杨立峰.3D打印机控制系统的开发[J].机械工程师,2014,12:116-118.
[2]王永强,袁茂强,王力,赵维刚.FDM打印机精确控制系统的设计与实现[J].制造业自动化,2015,16:1-4.
[3]张斌.3D打印驱动关键技术研究[D].北京印刷学院,2015.
[4]王志强.步进电机和交流伺服电机性能综合比较[J].天津职业院校联合学报,2006,05:14-17.
[5]王勇.步进电机和伺服电机的比较[J].中小企业管理与科技(上旬刊),2010,12:311-312.
[责任编辑:王楠]
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
数码世界(2018年2期)2018-12-21
测控技术(2018年1期)2018-11-25
电子制作(2018年11期)2018-08-04
电子测试(2018年1期)2018-04-18
合成化学(2015年4期)2016-01-17
海军航空大学学报(2015年1期)2015-11-11
电测与仪表(2015年3期)2015-04-09
电子设计工程(2015年12期)2015-02-27
化学工业与工程(2012年6期)2012-02-10