运用离散事件仿真的罗拉牵伸模型
2016-07-12 13:26:14麻宝龙
纺织学报 2016年2期
麻宝龙,汪 军,2
(1.东华大学 纺织学院,上海 201620;2.东华大学 纺织面料技术教育部重点实验室,上海 201620)
运用离散事件仿真的罗拉牵伸模型
麻宝龙1,汪 军1,2
(1.东华大学 纺织学院,上海 201620;2.东华大学 纺织面料技术教育部重点实验室,上海 201620)
为研究罗拉牵伸过程中纤维的运动规律和预测牵伸后输出条干的质量,在离散系统建模技术的基础上,提出利用离散事件仿真罗拉牵伸过程的方法。将纺织牵伸理论与离散理论相结合建立了罗拉牵伸离散事件仿真模型,并讨论模型中参数变化对输出条干不匀的影响。结果表明:该模型能够体现出罗拉牵伸过程中须条运动的动态特性,仿真中可通过追踪每根纤维经过牵伸区的运动过程。通过与实际试验数据的比对,证明该模型能够预测出牵伸后输出须条的条干不匀规律。通过对所建模型中各输入参数的讨论指出,纤维长度和输入须条线密度是罗拉牵伸过程中最重要的影响因素。
罗拉牵伸;条干不匀;离散事件系统;仿真模型
罗拉牵伸是纺纱过程中的重要环节,条干不匀率是评价牵伸效果的重要指标之一。如何通过完善牵伸理论,优化罗拉牵伸配置,降低牵伸过程中附加条干不匀,是纺织研究领域的基础性问题之一。关于牵伸不匀的本质方面讨论:Martindale[1]首先在假设纤维等长的基础上提出了纱线极限不匀公式;Rao[2]在其基础上证明了纤维的头端分布符合泊松分布,并推导出其不匀率公式;其他学者也讨论了纤维长度、线密度等材料属性以及牵伸倍数、罗拉隔距等工艺参数对条干不匀率的影响[3-6],得出具有规律性的结论。但是这些讨论并不能说明须条输出的动态特征,所以通过数学建模方法仿真罗拉牵伸过程是研究条干不匀的另一个重要方面。从牵伸模型的建立方面,很多学者采取了线性控制方式来优化牵伸过程[7-9];Johnson[10]也在假设随机须条及纤维头端分布的基础上仿真了牵伸过程,给出了牵伸不匀的相关图;Djiev[11]依据质量守恒建立了一个牵伸模型,之后Huang[12]应用最小方差控制对该模型进行了优化;Huh等[13-15]根据质量和动量守恒建立了纤维束牵伸运动模型,并模拟了纱条的动态运动特征;Cherkassky[16-17]利用离散事件仿真也建立了一个罗拉牵伸模型,但其采用距离等效运动时间的方法并不能真正反映罗拉牵伸过程中纤维的运动规律。有研究者指出模型能够给出牵伸过程中的某些规律,但是这些假设模型却较少关注实际罗拉牵伸过程中的参数设置,故模型的仿真结果也只能用于讨论牵伸过程中的某些性质[18-19]。
离散事件系统是指受随机离散事件驱动、系统状态呈跳跃变化的动态系统,其核心为安排和处理离散事件[20]。该仿真方法的主要目标是获得系统行为的统计性能,而不是状态变量的动态变化过程。离散事件系统本身就是一个存在各种随机因素的仿真系统,而纺纱过程中的牵伸就是典型的随机过程。本文将单根纤维看作离散事件系统中的一个活动实体,利用活动实体在离散事件系统中从产生到消亡的过程来模拟单根纤维在牵伸区内的运动过程,建立罗拉牵伸模型;然后通过统计纤维在牵伸区内每个截面处的根数变化来讨论罗拉牵伸过程,验证模型的正确性并指出影响条干不匀的主要因素。
1 模型的建立
1.1 仿真原理
在离散事件仿真过程中每个活动实体都是系统的处理对象,离散随机事件用于改变活动实体的状态并推动仿真的进程。在罗拉牵伸模型中每个活动实体从产生到消亡的过程,即为每根纤维从进入牵伸区到移出牵伸区的运动过程;离散事件发生的时刻即为每根纤维运动状态发生改变的时刻,罗拉牵伸模型的系统状态也在这些时刻点发生变化。按照离散随机事件的发生顺序,逐个处理离散事件并推动仿真进程,以此来模拟罗拉牵伸中每根纤维通过牵伸区并发生速度改变的过程。罗拉牵伸模型仿真过程中未消亡的活动实体数量即为此时存在于牵伸区内的纤维数量。
为方便对罗拉牵伸过程的讨论,也能够使所建立的罗拉牵伸模型符合离散事件仿真的特性,需要对该罗拉牵伸模型建立的前提条件作出如下假设:
1)每根纤维均伸直平行,且只沿须条长度方向运动;
2)纤维在牵伸区内的运动过程为独立随机离散事件;
3)纤维在变速点处瞬间变速,即每根只有后罗拉速度和前罗拉速度2种运动速度。
根据离散事件仿真系统的特点,建立该罗拉牵伸模型的思路如下。
1)辨识系统的实体及属性。将一根纤维看作离散事件系统里的一个活动实体,其属性根据纤维的类型不同而定,如纤维长度、线密度等。各个活动实体之间的属性差异即为须条中每根纤维的性质差异,如纤维长度满足某种分布等。
2)分析每个实体的状态。活动实体在离散事件仿真过程中保持的状态,该罗拉牵伸模型每根纤维只有慢速运动和快速运动2种状态。
3)确定系统事件和活动。将每根纤维通过牵伸区分为几个过程,即每个活动实体从产生到消亡要经过几个事件,每两个事件之间保持某一状态的持续时间长短。
4)分析每次事件发生时,模型系统状态的变化情况。
5)给出罗拉牵伸模型各参数的取值、参变量的计算方法以及属性描述变量的取值方法。
在上述假设的基础上,研究单根纤维经过罗拉牵伸的过程如图1所示。
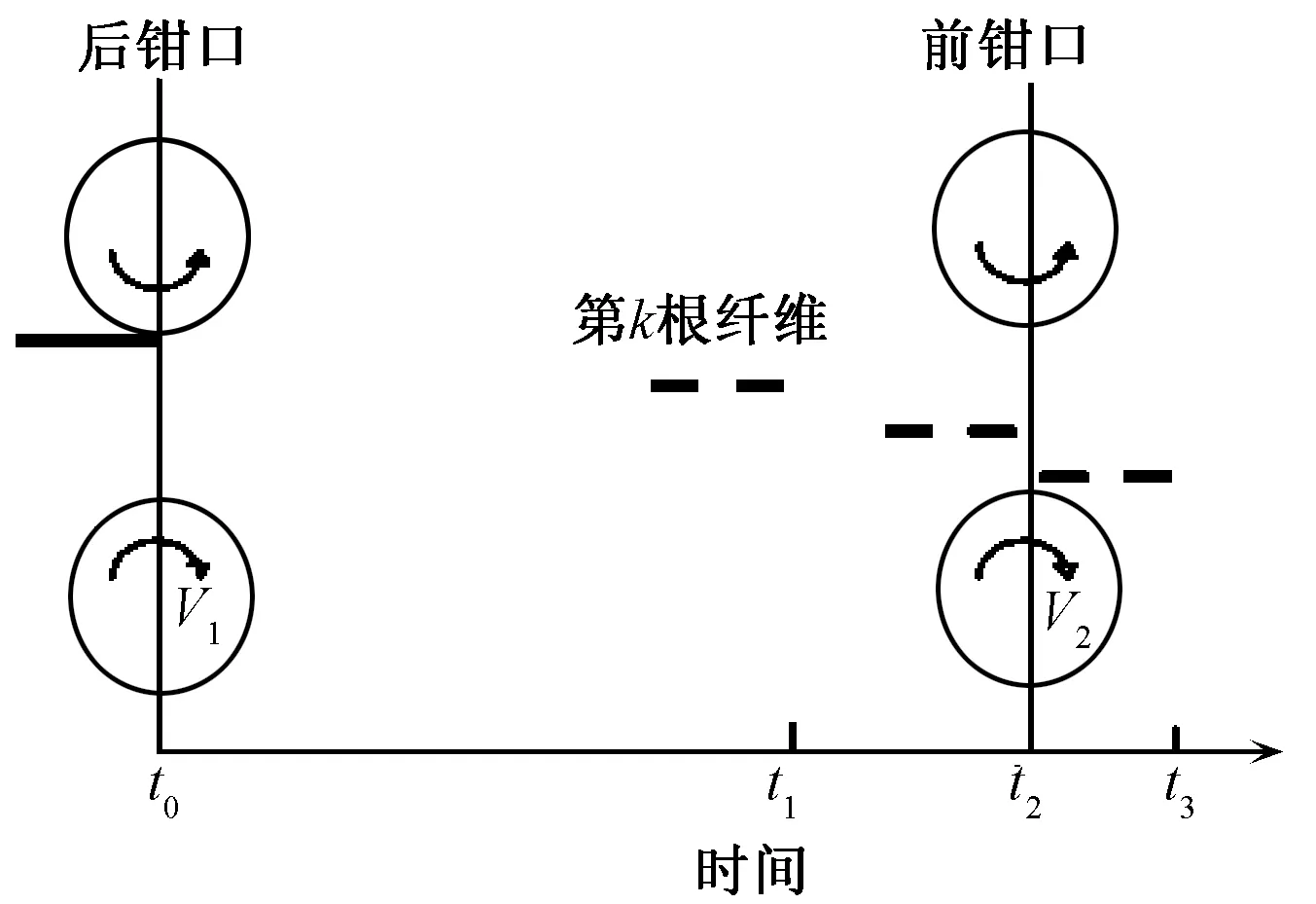
图1 单根纤维经过罗拉牵伸过程示意图Fig.1 Schematic drawing of a single fiber in drafting zone
以第k根纤维经过牵伸区的过程为例,横坐标轴代表第k根纤维将要在牵伸区内发生状态改变的时刻,即离散事件发生的时刻点。从图中可看出,该罗拉牵伸模型将每根纤维通过牵伸区的过程划分为4个阶段,即每个活动实体从产生到消亡的过程中会在4个时刻点发生离散事件。
1)纤维头端进入牵伸区。罗拉牵伸模型在t0时刻产生一个活动实体,表示第k根纤维在t0时刻到达后罗拉钳口处,该活动实体的属性为须条中第k根纤维的属性。该纤维以后罗拉速度进入牵伸区,属于后纤维,即在整根纤维通过后罗拉的过程中完全受后罗拉的强控制,不会产生变速。
2)纤维在牵伸区内变速。罗拉牵伸模型在t1时刻发生一个事件,第1次对该活动实体的状态产生改变,表示第k根纤维在t1时刻到达变速点。纤维变速的时刻根据每根纤维变速点位置不同而定,即该纤维以后罗拉速度运动了(t1-t0)时间后瞬间变为以前罗拉速度运动。此时,该纤维在牵伸区内属于浮游纤维的类型,其受快速纤维的作用发生了提前变速行为,变成前罗拉速度。
3)纤维头端到达前钳口。罗拉牵伸模型会在t2时刻发生一个事件,再次改变该活动实体的状态,表示该纤维头端经过(t2-t1)时间到达前钳口处。此时,该纤维属于前纤维的类型,其到达前钳口处后开始受到前罗拉的强控制。
4)纤维尾端移出牵伸区。该活动实体在t3时刻会产生最后一个离散事件,第3次改变系统状态,表示该根纤维经过(t3-t2)时间后全部移出牵伸区,移出时间的长短根据每根纤维长度而不同。此时,该根纤维已经完成了罗拉牵伸过程,移出牵伸区且不再受罗拉控制,其运动速度为前罗拉速度。
从宏观来看,整根须条经过牵伸区的过程如图2所示。在须条截面中,相邻纤维间隔长度不同的头端距离,但均以相同的运动速度进入牵伸区。将每根纤维在牵伸区内的运动过程视为独立随机离散事件,其在运动过程中不会对周边纤维的运动状态产生直接的影响。每根纤维在牵伸过程中的不同时间以及不同位置发生变速行为,之后以前罗拉速度移出牵伸区完成牵伸过程。因此,将罗拉牵伸过程看作是一个纤维在须条长度方向上相对位置重新分配的过程,其目的是使须条的面密度减小并使纤维排列整齐。
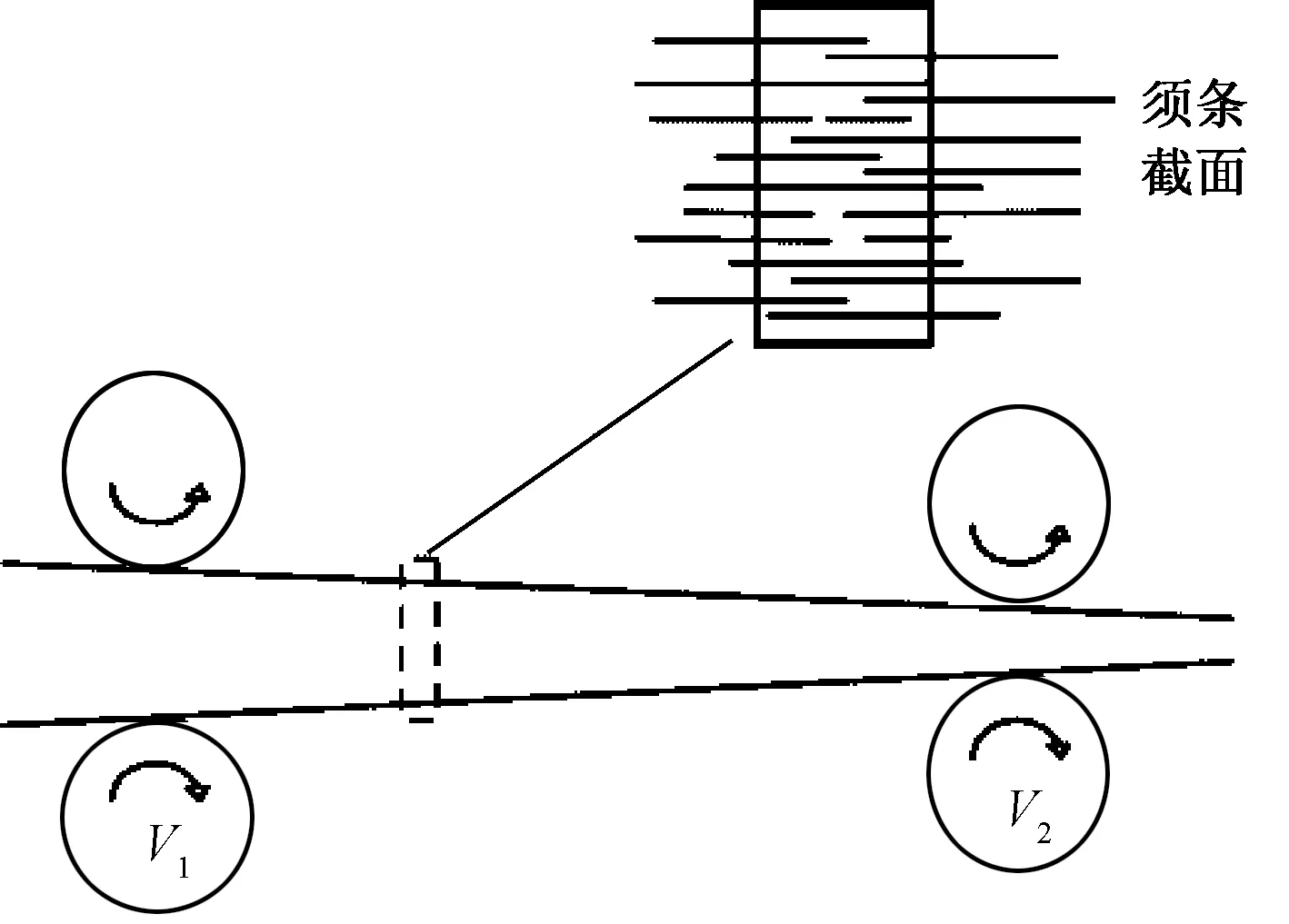
图2 罗拉牵伸过程示意图Fig.2 Schematic drawing of drafting process
以上描述了采用离散事件仿真理论建立罗拉牵伸模型的方法,与连续模型相比这种建模方式能够更加准确地反映出须条的罗拉牵伸过程,其建模的优势如下:1)将单根纤维作为研究对象,可在整个仿真计算过程中追踪每根纤维的运动过程;2)将每根纤维在牵伸区内的运动过程视为独立随机离散事件,避免了考虑纤维之间复杂的相互作用关系;3)通过统计须条长度方向上某些截面内的纤维根数变化情况(如牵伸区内快速纤维和慢速纤维的数量等)来研究罗拉牵伸过程中纤维的运动规律,而非只讨论单根纤维的运动规律;4)可结合纺织理论模拟罗拉牵伸过程中纤维的运动情况(如变速点分布、纤维长度分布等),使建立的罗拉牵伸模型更加符合实际情况;5)该模型对纤维的参数要求比较少,其适用范围比较广。
1.2 模型的构成
上文内容详细阐述了采用离散事件仿真理论建立罗拉牵伸模型的原理,但如果要实现该罗拉牵伸模型,还需要对仿真过程中的各个参数给出相应的算法和等式,以符合罗拉牵伸过程中的实际要求。该罗拉牵伸模型的输入参数和输出如图3所示。该模型主要有6个输入参数:L为纤维长度及分布,mm;P为牵伸区内纤维变速点与前钳口的距离,mm;S为输入须条定量,g/m;R为罗拉隔距,mm;后罗拉速度V1和前罗拉速度V2。其中,变速点分布可根据不同的纺织牵伸理论进行变化,其他输入参数需结合实际情况取输入值,该模型的输出值为须条某些截面内的纤维根数以及不匀。
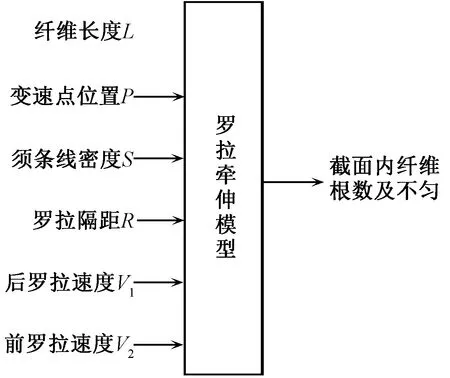
图3 罗拉牵伸模型的输入和输出Fig.3 Input and output of roller-drafting model
根据图1的方法,需要确定单根纤维在牵伸区内保持每种状态的时间间隔以及下一根纤维到达的时间。具体实现该罗拉牵伸模型的算法如下。
1)第k根纤维的头端在t0时刻进入牵伸区内,此时该根纤维以后罗拉速度V1运动。
2)第k根纤维在t1时刻变速,设纤维头端到达变速点瞬间变为前罗拉速度,设其与前钳口的距离为P,则该根纤维以后罗拉速度运动时间为T1=(R-P)/V1,其中R为罗拉隔距。
3)第k根纤维头端在t2时刻到达前钳口处,设前罗拉速度为V2,则该根纤维的头端从变速点位置运动到前钳口处所需的时间为T2=P/V2。
4)第k根纤维的尾端移出牵伸区:设该根纤维的长度为L,则整根纤维通过前罗拉所需的时间为T3=L/V2。
5)第k+1根纤维的头端到达牵伸区内,第k+1根纤维与第k根纤维之间的时间间隔根据2根纤维在须条中排列的距离确定。假设在单位长度的须条内,有输入须条的线密度S=L×F×V1/T,则可以推导出下一根纤维的头端到达后罗拉钳口处的平均时间间隔为T=(L×F)/(S×V1)。式中:L为纤维平均长度;F为纤维的线密度;V1为后罗拉速度;T为2根纤维间隔时间
6)重复算法2~5。
1.3 模型的实现
采用离散事件仿真语言GpssWorld实现该算法的过程如下:“GENERTATE”模块用于产生活动实体来模拟纤维头端进入牵伸区的过程,其产生活动实体的时间间隔的均值为T;“ADVANCE1”模块用于延迟活动实体,来模拟纤维在牵伸区内以后罗拉速度运动的时间T1,同样“ADVANCE2”模块用于模拟纤维在牵伸区内以前罗拉速度运动的时间T2,“ADVANCE3”模块用于模拟整根纤维移出牵伸区的时间T3;“TERMINIATE”模块用于消亡活动实体,模拟纤维尾端移出前罗拉钳口处的时刻,此时该活动实体的仿真过程结束。
该模型的仿真目的是为统计罗拉牵伸过程中须条截面内纤维数量的变化情况,而不是只研究单根纤维的运动过程,因此还需要采用统计模块来统计某些截面内的纤维数量。模型中“TAB 1”到“TABn”模块分别用于统计各自截面内的纤维根数及不匀,n根据需要统计的截面数量确定。一般“TAB 1”和“TABn”模块分别用于统计输入和输出须条在一定的片段长度间的不匀值(条干不匀),片段的长度可根据罗拉牵伸过程中实际的输出要求而定,例如每隔1 cm、1 m和5 m片段长度统计其中的纤维根数。建立该模型的部分仿真程序如下:
GENERATET;按指数分布产生纤维
TAB 1;统计输入牵伸区内的纤维根数
ADVANCE1T1;纤维以后罗拉速度运动的时间
ADVANCE2T2;纤维以前罗拉速度运动的时间
ADVANCE3T3;纤维尾端移出牵伸区的时间
TABn;统计输出牵伸区的纤维根数
TERMINATE;仿真结束。
2 模型的验证
为验证该罗拉牵伸离散事件系统模型的正确性,需要同实际数据进行对比,因此,此部分验证性仿真试验的数据采用文献[18]研究中的试验数据和试验条件,该文献中提供的试验条件具体内容如下。
试验材料:粘胶纤维的线密度为1.7 dtex,长度为38 mm,6根须条并合。
试验方法:罗拉隔距设置为44 mm,牵伸倍数分别为2、3、4、5、6;粘胶纤维普梳条定量分别为3.898、4.650、6.150、7.055 g/m,固定后罗拉速度为1 m/s。
程序运行50 s,后罗拉速度为1 m/s,因此相当于输入50 m须条进行罗拉牵伸。模型仿真与试验结果的须条条干不匀(CVm)如图4所示。其中模型的统计结果为每隔8 mm的须条片段长度间的不匀率。随着牵伸倍数的增大,输出须条条干不匀也随着增大;随着输入须条定量的增大,输出须条条干不匀减小。
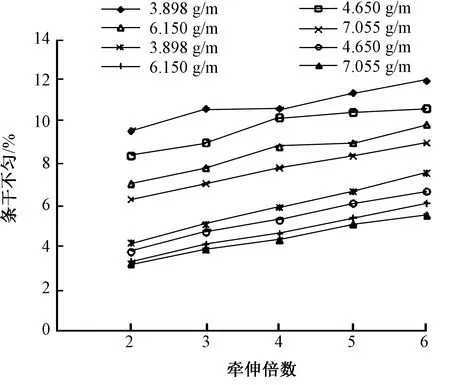
图4 喂入定量和牵伸倍数对输出须条条干不匀的影响Fig.4 Effect of input linear density and draft ratio on sliver irregularity
由于文献[18]中没有给出须条在牵伸之前的条干质量,所以模型的仿真过程中假设没有输入条干不匀的存在,须条中只有极限不匀,因此仿真结果会在数值上同试验数据存在差距。比较图中的数据可看出,仿真和试验结果随参数变化的趋势是十分吻合的,因此可说明,采用离散事件仿真理论建立罗拉牵伸模型,仿真罗拉牵伸过程是可行的。
3 模型参数变化
该罗拉牵伸模型为多输入多输出模型,因此每个输入参数的变化均对模型的输出产生影响。下面以输出条干不匀为模型的主要输出结果,讨论输入参数对其影响情况,以反映出每个输入参数在该罗拉牵伸模型系统中的重要程度。
在此仿真过程中,输入参数分别为:纤维长度(等长38 mm),线密度(1.7 dtex),每根输入须条定量(3.5 g/m),须条并合根数(8根),牵伸倍数(8倍),固定前罗拉速度(5 000 mm/s),罗拉隔距(42 mm),须条中相邻2根纤维间的头端距离(固定),变速点与前钳口的距离(固定为12 mm)。输出值为经过罗拉牵伸过程后输出须条1 m片段长度内的条干不匀。在下面的分析讨论过程中,将上述试验条件作为基础仿真条件,每次只改变其中的一个输入参数,并保持其他输入参数不变,以分别讨论每个输入参数对罗拉牵伸模型的影响大小。
3.1 纤维头端分布
纤维的头端距离是指须条内相邻的前后两根纤维间相距的长度,其主要反映了纤维在须条中的排列情况,纤维头端分布是导致须条结构不匀的重要因素。理论上,由于移距偏差现象的存在,在经过罗拉牵伸过程后,2根纤维间的头端距离会变大。因为该模型是以纤维的运动时间为基础进行仿真的,所以须条中纤维头端的距离对于该模型而言为下一根纤维头端到达的时间间隔,故除纤维头端距离以外还有纤维运动速度的影响因素,因此,在假设所有纤维运动速度相同的情况下,采用如下理论分布来模拟研究不同的纤维头端分布对输出条干不匀的影响效果:1)均匀分布(UNIFORM);2)指数分布(EXPONENTIAL);3)伽马分布(GAMMA)。其中按照分布函数的特点,3种分布的均值均为T,均匀分布的方差为T2/12,指数分布的方差为T2,伽马分布的方差为T2/4。另外,为考察时间间隔大小对输出条干不匀的影响,将活动实体产生的时间间隔变成T到10T,仿真100 s后统计每种分布的仿真结果,结果如表1和图5所示。
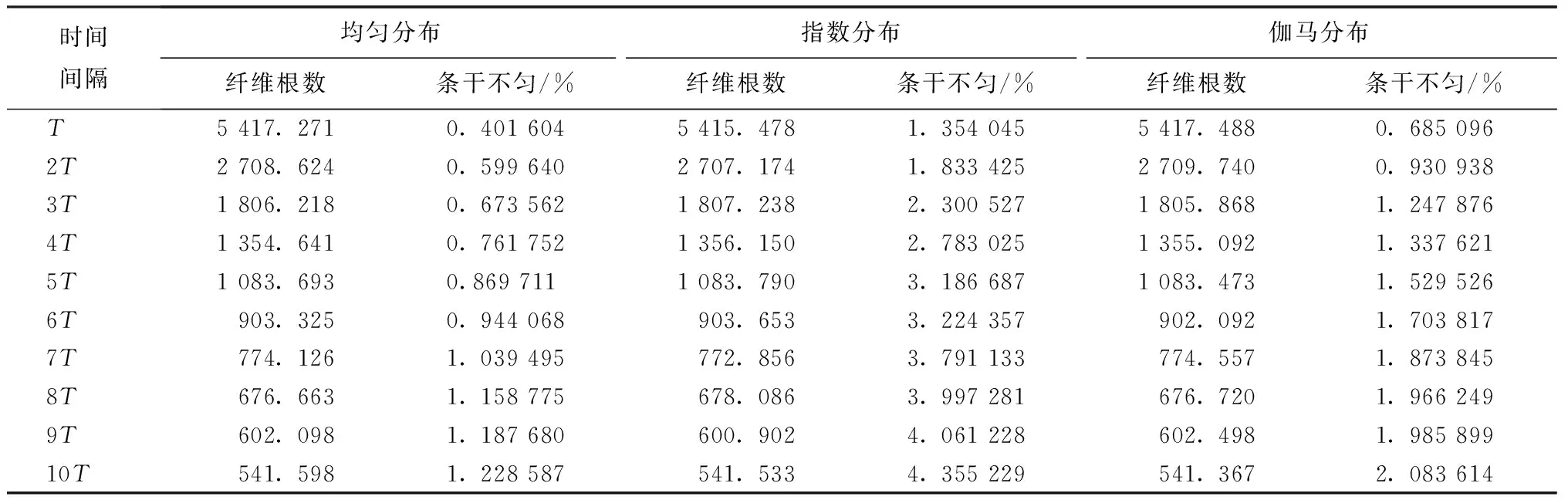
表1 不同纤维头端分布对输出条干质量的仿真结果Tab.1 Average number of fibers and sliver irregularities for different distributions and time intervals obtained by simulation
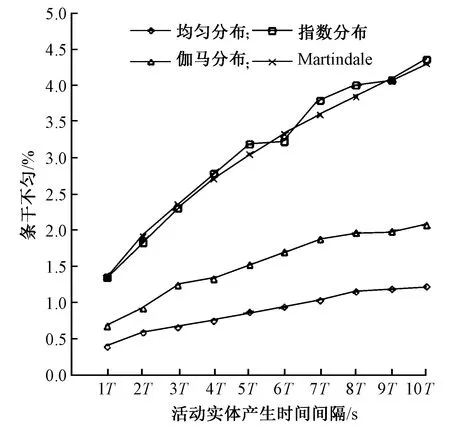
图5 纤维头端分布同须条条干不匀的关系Fig.5 Sliver irregularity versus different distributions of fiber front end
表1示出3种静态分布下模拟纤维头端分布对输出条干不匀的情况。从中可看出,纤维根数与纤维头端的分布没有直接关系,只随下一根纤维到达的时间间隔变大而减少。然而,从图5中可明显看出,纤维的头端分布对条干不匀有显著影响。3种静态分布具有相同的变化趋势,均随着活动实体产生时间间隔的增大,输出的条干不匀变大。另外,比较3种分布的方差大小可说明,随着纤维头端分布的方差增大,输出须条中条干不匀的变化幅度也增大。因此通过仿真结果可说明,在相邻两根纤维的头端距离保持恒定不变的情况下,须条内的条干不匀是最小的。
Martindale曾提出纱线截面内纤维根数的极限不匀公式:CV=N-0.5,其中N为截面内的平均纤维根数。一方面,仿真中当纤维头端为指数分布时,该罗拉牵伸模型的仿真结果同极限不匀公式的计算结果吻合程度较好(见图5);另一方面,很多学者也指出,纤维头端的实际分布非常接近于指数分布[1,16],因此该罗拉牵伸模型的仿真过程中也采用指数分布作为须条中纤维头端距离的分布。
3.2 变速点分布
在牵伸区内,以后罗拉速度运动的纤维称为慢纤维,以前罗拉速度运动的纤维称为快纤维。纤维的变速点是指浮游纤维由慢纤维变速成为快纤维时速度变化的位置。在理想牵伸条件下,假设纤维伸直平行且纤维长度相等,每根纤维都是在牵伸区内的某一截面处发生变速,故变速点分布为同一个截面。但是这种情况只能进行理论讨论,实际中即使纤维整齐度很高也不会在牵伸区内的同一个位置变速,浮游纤维在变速的过程会受到很多因素的影响。根据牵伸工艺配置以及每根纤维的长度不同等因素,每根浮游纤维发生变速的位置不尽相同,会呈现出某种分布。由每根纤维的变速位置共同组成的变速点分布情况直接决定了须条在牵伸过程中的运动行为,从而会影响到牵伸后须条的条干质量。
因此,牵伸区内浮游纤维变速点的分布是罗拉牵伸理论研究中的重点[19- 20],很多学者从不同角度进行了讨论,也给出了各自纤维变速点分布情况的理论[21-24]。为验证不同变速点分布理论对该罗拉牵伸模型的影响,本文采用3个变速点理论分布来模拟罗拉牵伸过程。假设x为牵伸区内纤维变速点距离前罗拉钳口的距离,f(x)为纤维变速点的概率密度函数。
其中,指数分布是由Fujino和Kawabata[25]提出:
韦伯分布为:
对数指数分布由林倩[22]提出:
式中:k为形状参数;λ为规模参数;μ和σ为正态分布的均值和标准方差。
保持模型其他仿真参数不变,分别在不同的输入须条定量情况下,仿真3种变速点分布对输出须条条干不匀的影响,结果如图6所示。
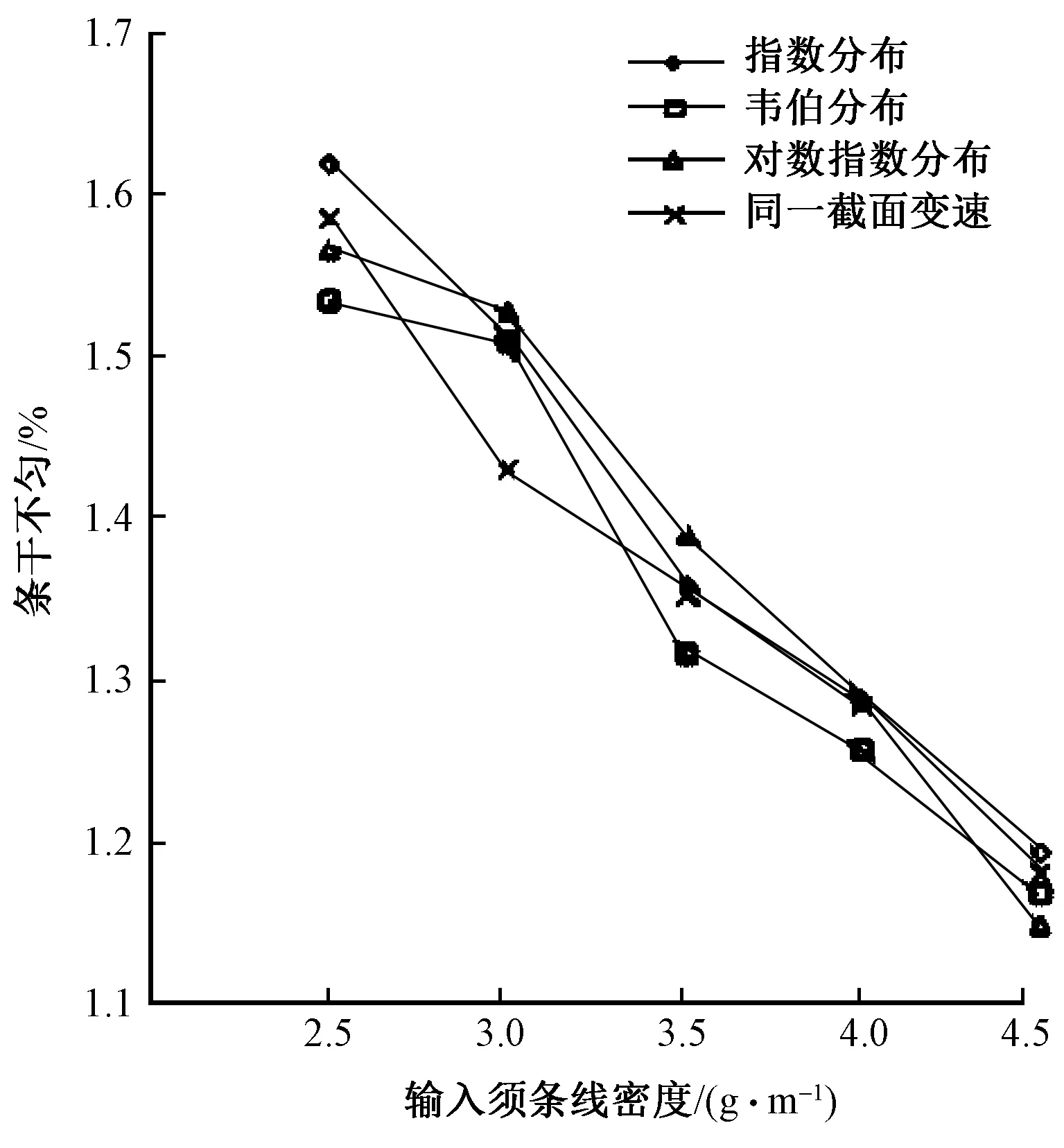
图6 变速点分布对罗拉牵伸模型的影响Fig.6 Effect of distribution of VCP on sliver irregularity
采用不同的变速点理论进行仿真,虽然输出须条条干不匀的数值大小不总是完全相等,但是其变化趋势基本相同(见图6)。这可以说明纤维变速点的理论分布不会对该罗拉牵伸模型产生重大影响,只是在输出条干不匀的数值上有较小差别,其中韦伯分布的输出条干不匀值最小。因此,为更加准确地模拟罗拉牵伸过程,不再固定变速点与前钳口的距离,而是采用对数指数分布作为模拟牵伸过程的变速点分布。
3.3 须条定量
输入须条定量大小可反映出罗拉牵伸模型中待牵伸须条的粗细情况,克重越高,则输入须条越粗。在须条中纤维的伸直情况相同时,须条定量越高,截面内纤维根数越多,条干不匀越小。从图6中可看出,随着输入须条定量的增大,输出须条的条干不匀逐渐减小。
3.4 纤维长度及分布
很多学者已经指出,纤维长度对罗拉牵伸过程中条干不匀有重要的影响[21,26]。首先,纤维长度及分布会影响纤维在须条中的排列情况。同样质量和粗细的须条,纤维长度越长,其中的纤维根数越少,条干不匀越大。其次,从理论上讲,纤维长度及分布会影响纤维在牵伸区内变速的位置,纤维越长,长度分布越集中,则其在牵伸区内的变速点分布越集中且靠近前钳口,因此,为研究该罗拉牵伸模型中纤维长度及其理论分布对模型仿真输出条干不匀结果的影响情况,需要对该输入参数做出如下设定。假设相同平均长度的纤维分别具有如下静态分布:1)均匀分布(UNIFORM);2)指数分布(EXPONENTIAL);3)正态分布(NORMAL);4)拉普拉斯分布(LAPLACE)。纤维平均长度取值范围为25~45 mm,各分布函数的标准方差均为平均长度的10%,罗拉隔距为50 mm,其他条件不变,仿真运行100 s后输出条干不匀结果如图7所示。
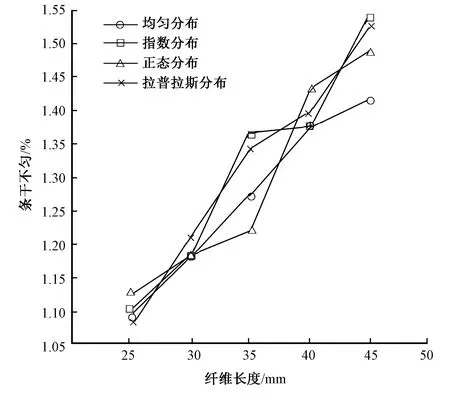
图7 纤维长度与输出条干不匀的关系Fig.7 Effect of fiber length on sliver irregularity
从图7可看出,随着纤维长度的增加,输出须条条干不匀增加,但是纤维长度的分布形式对输出须条条干不匀没有显著规律性的影响。因此从4条理论分布曲线的比较结果中可看出,纤维长度的大小是影响罗拉牵伸模型的重要因素,而纤维长度的分布形式对输出须条条干不匀会产生影响,但并不是主要的影响因素。
4 结 论
本文在离散事件仿真的基础上建立了一个罗拉牵伸模型,用于模拟须条的罗拉牵伸过程。首先结合纺织牵伸过程的特点和离散事件仿真理论,阐明了该罗拉牵伸模型的建模原理。然后通过与实际试验数据的对比,验证了该罗拉牵伸模型的正确性。最后,讨论了各项参数变化对模型的影响,给出了合理的参数选取,并说明了输入须条定量和纤维长度是影响该模型的主要因素。
该模型为用于模拟牵伸过程的基础模型,模型中的各项参数以及纤维通过牵伸区的过程都可根据实际需要或者仿真要求进行改变。后续的研究中会在该罗拉牵伸模型的基础上讨论自调匀整的控制问题,通过改变罗拉速度来降低输出条干不匀,优化牵伸过程,用于指导实际纺纱工艺。
FZXB
[1] MARTINDALE J G.A new method of measuring the irregularity of yarns with some observations on the origin of irregularities in worsted slivers and yarns [J].Journal of the Textile Institute,1945,36(3): 35-47.
[2] RAO J S.A mathematical model for the ideal sliver and its applications to the theory of roller drafting [J].Journal of the Textile Institute,1961,52(12): 571-600.[3] KORKMAZ Y A,BEHERY H M.Relationship between fiber fineness,break draft,and drafting force in roller drafting [J].Textile Research Journal,2004,74(5): 405-408.
[4] GROSBERG P.A cause of irregularity in roller drafting [J].Journal of the Textile Institute,1961,52(2): 91-5.
[5] ZHANG Z,YU C.Study on drafting force and sliver irregularity on drawing frame [J].Journal of the Textile Institute,2011,103(3): 1-7.
[6] LIN Q,OXENHAM W,YU C.A study of the drafting force in roller drafting and its influence on sliver irregularity [J].Journal of The Textile Institute,2011,102(11): 994-1001.
[7] HLAVA J.Stable model of textile sliver drafting process[C]// The 13th International DAAAM Symposium.Vienna:Citeseer,2002: 207-208.
[8] ISHIKAWA S,SHIMIZU J.Control of short-wave length irregularity of slivers [J].Journal of the Textile Machinery Society of Japan,1960,6(1): 31-34.
[9] YAMAGISHI T,KOYAMA E,KUROE H.A theoretical approach to the unstationary roller draft [J].Journal of the Textile Machinery Society of Japan,1956,2(2): 38-41.
[10] JOHNSON N A G.A computer simulation of drafting [J].Journal of The Textile Institute,1981,72(2): 69-79.
[11] DJIEV S N.Modeling a double-zone drafter as an object of control [J].Textile Research Journal,1994,64(8): 449-456.
[12] HUANG C,BAI J.Minimum variance control in leveling slivers [J].Textile Research Journal,2001,71(7): 621-625.
[13] HUH Y,KIM J.S.Modeling the dynamic behavior of the fiber bundle in a roll-drafting process [J].Textile Research Journal,2004,74(10): 872-878.
[14] HUH Y,KIM J S.Effects of material parameters and process conditions on the roll-drafting dynamics [J].Fibers and Polymers,2006,7(4): 424-431.
[15] KIM J S,CHERIF C,HUH Y.Dynamic stability and bifurcation in a bundle flow [J].Nonlinear Analysis: Real World Applications,2011,12(1): 343-352.
[16] CHERKASSKY A.Neural network meta-model of fibrous materials based on discrete-event simulation: part 1: discrete-event simulation model of one-dimensional fibrous material [J].Journal of the Textile Institute,2011,102(5): 442-454.
[17] CHERKASSKY A.Discrete-event simulation model of roll-drafting process [J].Journal of the Textile Institute,2011,102(12): 1044-1058.
[18] 张之亮.并条牵伸中牵伸力与纤维运动的研究 [D].上海:东华大学,2011:73-82.ZHANG Zhiliang.Study on the drafting force and fibers movement on drawing frame [D].Shanghai: Donghua University,2011:73-82.
[19] TAYLOR D S.The velocity of floating fibres during drafting of worsted slivers[J].Journal of the Textile Institute,1959,50(2): 233-236.
[20] YAO J,YE G,CHEN R.Modeling and simulating the motion of floating fibers during drafting [J].Journal of Donghua University,2006,32(4): 1-5.
[21] YAN G,YU C.The influence of fiber length distribution on the accelerated points in drafting: a new perspective on drafting process [J].Fibers and Polymers,2009,10(2): 217-220.
[22] LIN Q,OXENHAM W,YU C.Effect of accelerated point distribution on sliver irregularity: part 1: characterization of accelerated point distribution [J].Journal of the Textile Institute,2012,103(5): 549-557.
[23] YOSHIDA K,KATO M.A study on the accelerated-point distribution of floating fibers in drafting processes [J].Journal of the Textile Machinery Society of Japan,1975,21(4): 95-102.
[24] YAMASHITA S,KAWABATA S,KAWAI H.Study on blend irregularity caused by drafting,part 1: theoretical and experimental analysis [J].Journal of the Textile Machinery Society of Japan,1968,14(1): 1-11.
[25] FUJINO K,KAWABATA S.Method of analyzing problems on drafting [J].Journal of the Textile Machinery Society of Japan,1962,8(3): 12-21.
[26] ZEIDMAN M I,SUH M W,BATRA S K.A new perspective on yarn unevenness: components and determinants of general unevenness [J].Textile Research Journal,1990,60(1): 1-6.
Roller-drafting model based on discrete-event simulation
MA Baolong1,WANG Jun1,2
(1.CollegeofTextiles,DonghuaUniversity,Shanghai201620,China; 2.KeyLaboratoryofTextileScience&Technology,MinistryofEducation,DonghuaUniversity,Shanghai201620,China)
In order to study on the motion of fiber during roller-drafting process and predict the irregularity of slivers,a new approach was developed to simulate the roller-drafting process based on the discrete-event simulation.The roller-drafting discrete-event simulation model was established which combines the textile draft theory and discrete theory together.The influence of parameters on output slivers unevenness was discussed.The results indicated that this model could reflect the dynamic behavior of slivers and trace the motion of each fiber during roller-drafting process.In contrast with practical test data,it proved that this model could predict the variation of output slivers unevenness by drafting.After each parameter of established model was discussed,it pointed out that the fiber length and linear density of slivers were the most significant influence on roller-drafting process.
roller-drafting; unevenness; discrete-event simulation; simulation model
10.13475/j.fzxb.20151001608
2015-08-09
2015-11-02
麻宝龙(1989—),男,博士生。主要研究方向为罗拉牵伸过程中的纤维运动。汪军,通信作者,E-mail:junwang@dhu.edu.cn。
TS 101.9
A
猜你喜欢
中国造纸(2022年3期)2022-07-21 09:12:40
国际纺织导报(2021年1期)2021-04-20 00:24:00
实用临床医药杂志(2019年7期)2019-05-21 00:57:48
中国纤检(2017年12期)2018-02-07 19:50:10
棉花科学(2016年3期)2016-06-14 02:40:12
中国医疗器械信息(2015年10期)2015-04-13 04:08:06
山东纺织科技(2014年2期)2014-12-03 05:48:18
江苏农业科学(2014年10期)2014-11-22 12:39:44
护理研究(2014年23期)2014-08-31 03:15:48
化纤与纺织技术(2014年1期)2014-03-30 07:14:52