
“塔”的加工
——数控铣床的应用
2016-07-11 06:12撰文詹淑梅
中国机械 2016年4期
撰文/詹淑梅
■121000 锦州市机电工程学校 辽宁 锦州
“塔”的加工
——数控铣床的应用
撰文/詹淑梅
■121000 锦州市机电工程学校 辽宁 锦州
“塔”作为工艺品或教学产品,要求美观,不生锈、有光泽、表面光洁,并且要求达到足够的精度以满足配合要求。六边形塔、分层加工、层层叠加,适合选择数控铣床来加工。本篇总结多年的数控铣床教学经验,从制定加工工艺和编制加工程序等方面阐述“塔”的加工过程。数控铣床;加工工艺;软件编程
“塔”的图纸及效果图如下:
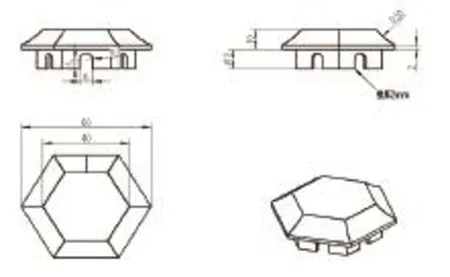
零件分析
a毛坯的选择
从效果图可以看出各层的形状是相似的,所以本篇选择其中的一层来介绍加工过程。为保证产品长时间展摆不失去光泽,同时为防止在教学过程中因加工参数过大或误操作等原因损坏刀具或机床,本工件采用的材料是LY12硬铝。
b机床的选择
使用北京第一机床厂的XKA714数控床身铣床,华中数控系统。
零件加工工艺的分析
a制定加工工艺:该工件必须分两次装夹才能加工完成。先加工底部,后调转180°加工顶部平面和曲面部分。底部加工先用面铣刀铣平面,再根据先外后内的原则,加工外部周边部分,最后加工内空部分和月亮门。其中月亮门部分采用球头铣刀加工,如选择和月亮门直径相等的球头铣刀,可一次性加工成型,但加工后由于刀具的旋转轴线和月亮门的轴线重合,会造成加工后始终有一边的毛刺突出,影响加工质量。所以在加工中,外周边的精铣过程放在加工内空部分和月亮门之后。掉头装夹后,装夹周边部分时,因为内部空心的部分壁厚只有2mm,所以不能承受太大的力,装夹的力不能太大。在切削时切削参数也不能设置的太大。通常在精密加工中,我们也可以采用塞木头的方法防止变形。
b选择刀具材料:因为加工材料为LY12硬铝,刀具选择W18Cr4V的高速钢材料。
c毛坯加工:先将材料粗加工到55X63mm,厚度精加工到20mm。
d毛坯装夹:利用平口钳夹紧胚胎材料,尺寸与电脑图形一致。利用百分表将工件上表面校水平,用寻边器对刀并用系统分中。Z向采用Z向对刀仪进行对刀,建立坐标系。
零件加工程序的编写
a选择编程软件:常用的CAM软件有CAXA制造工程师、PRO/E软件、Mastercam软件、UG软件、Cimatron软件、SOLIDWORKS软件等。我们在这里选择的是CAXA制造工程师2013r3版本软件。
b编制粗铣周边的程序
首先绘制正六边形;使用平面轮廓精加工进入参数设置,设置层深、刀次等参数,注意刀轨的顺铣选择方向;后处理,生产G代码,利用U盘将程序导入机床加工。
c编制内空部分程序(可使用平面轮廓精加工)
d编制精铣周边程序(可使用平面轮廓精加工)
e掉头装夹,装夹时注意装夹的力不要过度,防止工件变形。如采用塞木头、垫铜皮等方法,装夹力可以适当增加。
f编制顶部曲面程序
在CAXA制造工程师中提供了多种的曲面加工方式,常用的有曲面轮廓精加工、曲面区域精加工、参数线精加工、等高线精加工、扫描线精加工等。该零件适合采用轮廓导动精加工。优点在于生成程序简洁,如果采用扫描线精加工或参数线精加工的话指令可能达到6万多条,同时走刀时刀轨较混乱。采用轮廓导动精加工程序大概只有几千条,刀轨规则。另外采用轮廓导动精加工,不需要对工件进行实体造型,只需要画出关键的曲线和轨迹线即可。
画出关键的空间曲线,选择合适的球头铣刀和切削参数生成刀轨。选择球头铣刀加工曲面行距可选择0.1~0.2mm,如果用端铣刀加工层距需要放到0.01~0.02才行。

通过后处理,生成加工程序。利用U盘导入数控铣床。
程序调试
程序输入完以后,把机械运动、主轴运动以及 M 、 S 、 T 等辅助功能锁定,在自动循环模式下让数控铣床静态地执行程序,通过观察机床坐标位置数据和报警显示判断程序是否有语法、格式或数据错误。进一步检查刀轨迹是否正确。全部无误后加工完成。
总结
数控铣削加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等。能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件。能一次装夹定位后,进行多道工序加工,加工精度高、加工质量稳定可靠。生产自动化程度高,可以减轻操作者的劳动强度。有利于生产管理自动化。生产效率高。合理的选择程序编制软件及加工方式,可以节省加工时间,提高加工效率。
参考:
[1]孙建东,袁锋.《数控机床加工技术》 高等教育出版社.2010
[2]徐卫东.《数控铣削加工》高等教育出版社.2013
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
电工材料(2022年2期)2022-04-26
设备管理与维修(2021年20期)2021-11-26
湖北电力(2021年3期)2021-08-23
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
汽车实用技术(2019年7期)2019-04-18
