
制丝生产线关键设备在线振动监测系统设计与实施
2016-07-11 09:53兑幸福许佩河南中烟工业有限责任公司黄金叶生产制造中心河南郑州450000
中国科技纵横 2016年10期
兑幸福 许佩(河南中烟工业有限责任公司黄金叶生产制造中心,河南郑州 450000)
制丝生产线关键设备在线振动监测系统设计与实施
兑幸福许佩
(河南中烟工业有限责任公司黄金叶生产制造中心,河南郑州450000)
【摘 要】作为大型、连续化的生产企业,卷烟厂制丝系统中的旋转设备如各类滚筒和风机都处于企业生产的核心位置,确保这些设备的长期、稳定、高效、安全运行是企业设备管理工作的重中之重。特别是大型设备,传动机构存在体积大,维修费用高等特点,随着科学技术的发展,可以根据设备运行时存在的震动、温度变化等诸多状态,通过测取设备运行的状态信号,并结合其历史状况对所测取的信号进行处理、分析、提取特征,研究机械设备运行状态的变化,从而诊断(识别)机械设备及其零部件的运行状态(正常、异常、故障),再进一步预测设备未来的运行状态,最终确定需要采取何种必要的措施来保证机械设备取得最优的运行效果,本文就是依据设备配置的现状,设计出一套在线振动监测、信号分析系统,达到预先发现设备隐患的目的。
【关键词】在线振动监测制丝设备风机
1 前言
烟草行业里有凝结众多先进技术先进设备的现代化生产线,设备的安全稳定长周期和优质运行是企业的发展目标。长期以来,这些关键设备一直采用定期维修方式,即无论设备有无故障都要强制解体维修,极易造成过剩维修、浪费人工、物料、备品备件;且机器过多地拆卸,可能降低原有精度,甚至诱发人为检修或装配故障。即占用了设备本应运行的时间,又降低了设备使用率。因此,定期维修带有一定的盲目性,既不经济又不合理,已经不是设备维护检修的发展方向。
预测性维修是以设备状态监测与故障诊断技术为基础、通过监测设备的运行状态,提前预测设备可能发生的各种故障,有计划地安排设备维护时间,是目前最为先进的和最佳性价比的维护策略。在美国预测性维护所占的比重由原来的不足20%提高到了50%。因为设备维护专家认为:把少量资金花费在状态监测上,比把大量资金花费在因设备严重损坏而引起强迫停机后的检修上更有价值。
鉴于该类设备在企业生产中所起的重要作用,在诸多检测手段中,最优的方式是采用在线振动监测系统,当机轴转动时,会产生摩擦力和转动力,由磨擦力和转动力引起的振动,通过轴承传递到机器外壳,在线监测滚筒和风机等设备的振动情况,可以及时将数据上传与共享,并能实现基于实时数据的报警更新,极大地提高设备管理人员的工作效率。
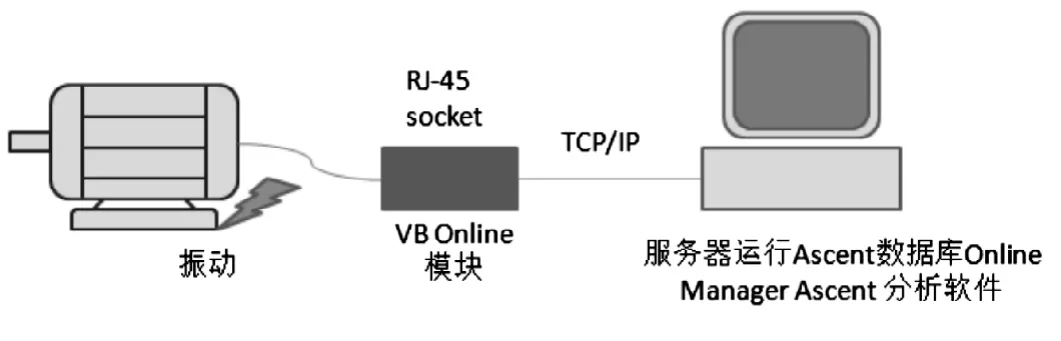
图1 振动检测系统网络拓扑图

图2 皮带驱动风机的测点布置图
2 在线振动监测系统的工作原理
(1)信号采集:采集包含异常或故障信息的状态信号是设备诊断技术的首要环节。采用合适的传感器和测量方法来采集信号十分重要。
(2)信息处理:在采集设备有用信息的时候,很多干扰信号也会被采集,会使那些有用信号变的不明显或杂乱无章。如何去除干扰,使有用信号突出表现出来。
(3)故障识别:得到了有用的设备信息后,需要经过与标准或样板模式进行对比,才能确定或判断设备处于何种状态。
(4)预报:主要是对设备故障的发展趋势和剩余寿命进行预报。这对避免设备事故和减少损失是非常有意义的。
3 在线振动监测系统产品
检测振动的方法就是在振动设备上选择一个检测点,选择好方向就可以测量位移、速率或加速度,振动检测系统如图1。
目前在线振动监测系统的产品大多采用加速度传感器,通过工业以太网络进行状态信号采集。将信号采集后送入数据库进行分析,软件分析系统作为监测数据和分析诊断的核心,集成了最广泛应用的预测维修技术,可完成建立机器测点数据库、现场采集数据及回放到客户机中、分析及诊断设备状态和故障,既可提供设备监测诊断全面的方法和手段,又可为管理和决策人员提供全厂设备状态的信息。
除了在线振动检测产品外,各个厂家还开发了手持式振动检测分析仪,可以进行最多四通道振动分析,并且可以做电流分析、动平衡和噪声分析,作为在线振动检测方式的补充。
4 在线振动监测方案实施
4.1制丝车间监测点选择原则
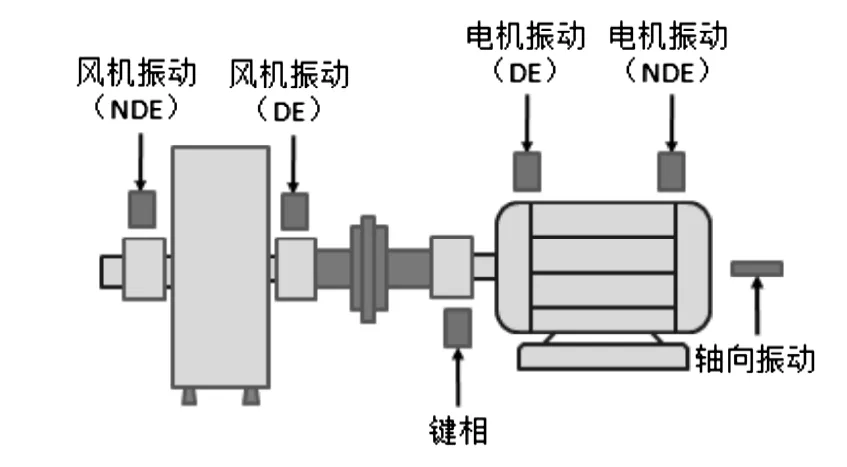
图3 电机直接带双端支撑的泵或风机的测点布置图

表1 制丝车间检测工位统计表
设备状态监测和故障诊断针对的是车间内的重要大型设备,而且是没有备用的设备,基本确定为30KW以上的电机或电机拖动的设备。
4.2检测点统计
根据以上原则,将制丝车间需要检测的设备点统计如下表1。
根据检测点的需求,将使用105-130个监测点,对于没有列入在线检测项目的重要设备或有备用的设备,可以采用手动检测,定期、定点对设备状态检测后将数据导入数据库,与在线设备一并分析,作为整套在线检测系统的补充。
5 振动检测器安装方式
不同的设备,为了获取准确的诊断信息,需要针对不同的设备采用不同的安装方式,来获取数据,具体安装方式如下:
(1)皮带驱动的设备的测点布置如图2所示。
(2)电机直接带双端支撑的设备的测点布置如图3所示。
6 振动检测信号采集与处理
安装振动检测器后,通过专门的数据总线就近连接到信号处理器中,在信号处理器中处理转化成统一的工业以太网信号。为了节约成本,可以将这些信号通过制丝设备控制层的光纤以太环网传输入中控室,可靠数据表明,振动检测数据在工业网络中所占的带宽最大为0.6%,对工业网络的通讯不会造成过大影响。检测的数据就地处理后转化为标准信号,通过工业以太网传输入中控室数据库,该数据库为一套独立的数据存储和分析系统,单独处理,数据在这里进行分析,分析后的结果可以通过上位机监控系统显示和调用,同时该信息还同生产过程中PLC系统采集到的电流、电压、频率等信号一起纳入到中控体统的设备管理子模块,用于车间设备运行状态和管理,该模块也是厂MES系统的组成部分。所有数据可以存储和访问,向上可以让设备管理部门了解设备运行情况,向下可以让设备维修人员就地或远程访问,及时根据状态制定维修计划。通过开放网络接口还可以实现远程诊断,让设备厂家具有丰富分析经验的工程师一起判断设备运行情况。
7 结语
该项震动检测技术实施后达到了国内设备管理的先进水平,将设备维修管理提高到了一个新的台阶,随着后期的管理和维护得当,可以逐步实现企业设备的数字化管理。
作者简介:兑幸福(1972—),男 ,河南郑州人,工程师,主要从事烟草机械自动化控制技术管理工作,对现场总线、可编程控制器等领域有一定研究。许佩(1973—),男 ,河南郑州人,工程师,主要从事烟草机械管理工作。
猜你喜欢
科学大众(2023年17期)2023-10-26
机械设计与制造(2023年2期)2023-02-27
设备管理与维修(2022年21期)2022-12-28
汽车实用技术(2021年10期)2021-06-04
天天爱科学(2020年6期)2020-09-10
经济技术协作信息(2018年22期)2019-01-19
数学物理学报(2017年6期)2018-01-22
丝绸(2015年7期)2015-02-28
水利水电科技进展(2014年1期)2014-10-17
计算物理(2014年2期)2014-03-11
