莱钢5号1080高炉炉缸侧壁温度异常点的处理
2016-07-05 16:51丁鑫志刘栋焦颖
山东工业技术 2016年14期
关键词:高炉
丁鑫志++刘栋++焦颖
摘 要:对莱钢5号高炉铁口下面炉缸侧壁温度偏高的处理进行了总结,认为铁口下面碳砖侵蚀已经非常严重,必须采取护炉生产。通过加强铁口管理;改善出铁操作;灌浆及强化炉缸冷却;调整风口,控制冶炼强度;使用钛化物护炉;加强生产管理;预警预控标准化操作,目前温度已经稳定在600℃左右,确保了安全稳定生产。
关键词:高炉;炉缸侧壁温度;护炉
DOI:10.16640/j.cnki.37-1222/t.2016.14.024
1 前言
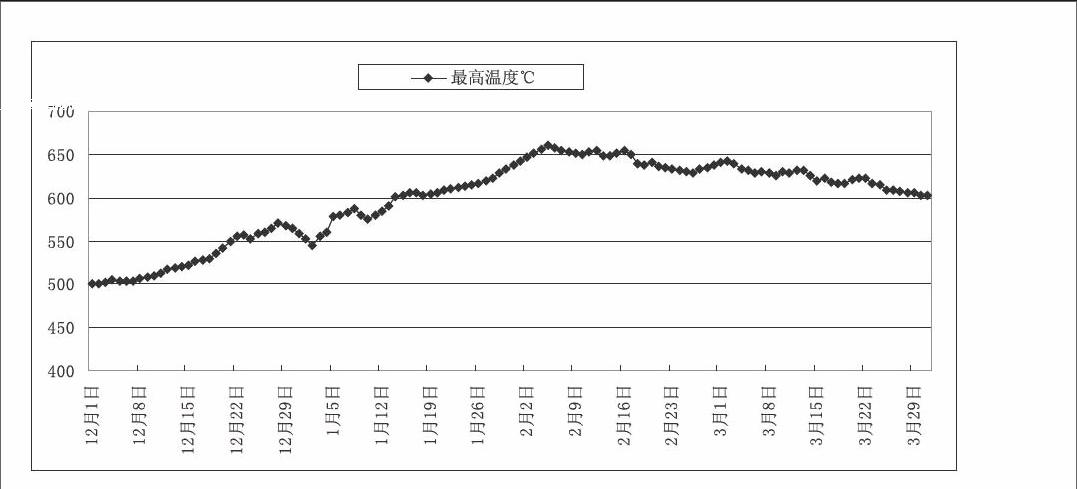
莱钢钢5号1080高炉(1080m3)本代炉役2012 年1月31 日大修投产,高炉生产至今,本代炉龄达到4 年多,今年2月份起炉缸测温电偶第7层有一个测点温度异常升高,2月6日最高点温度达到660℃以上,经过测算,认为炉缸局部发生异常侵蚀,为了确保炉缸安全,防止发生异常烧穿事故,高炉实施了护炉措施,控制异常点温度及炉缸侧壁温度上升,实现了生产的安全稳定。
2 炉缸、炉底耐材组成及测温点变化趋势
5号高炉采用水冷炉底,封板之下设有20 根水冷管间隔布置。在炉底封板之上用碳捣料找平,找平层以上上砌筑一层石墨、一层半石墨碳砖,两层超微孔碳砖,碳砖以上砌筑两层棕刚玉砖。棕刚玉砖以上为炉缸,炉缸外环使用UCAR石墨炭块砌筑,内环为棕刚玉砖。炉缸工作安全是决定高炉一代寿命的关键,5号高炉大修时在每层碳砖均安装了6支测温电偶,生产期间各测点温度随时间推移逐步上升,今年以前温度上升缓慢受控。进入2016年7层第四支电偶温度异常上升,且速度较快,1月份达到600℃以上,2月5日温度达到660℃ ,高炉被动实施了一系列措施护炉。7层碳砖位于铁口下方约500mm位置。
3 侵蚀原因分析
对高炉各部位冷却壁水温差采用自动监测和人工测量的方式验证,温差均在2℃以内。对炉壳温度进行对比分析有所上升但幅度很小,也在55℃以内。通过新安装电偶进行比对,验证检测热电偶没有问题。根据以往炉龄护炉经验分析,炉壳温度不能有效反应高炉侵蚀状况,电偶温度是比较直观也比较准确的,单点温度偏高说明炉缸发生了异常侵蚀,那么究竟什么原因导致的呢?
(1)异常温度点恰好位于炉缸象脚状侵蚀部位区。炉缸象脚侵蚀属于高炉冶炼无法避免的正常侵蚀,单点温度的异常上升,跟铁水环流的回流交汇有关。由于碳砖侵蚀只是一个点而不是一个面,所以冷却壁传热的水温差不高,炉壳外温度也不高。推测之后随着侵蚀进一步发展,水温差会变高。
(2)碳砖与冷却壁之间产生缝隙。5#高炉本代炉龄也已在线生产4年多,在大修开炉达产后即进行强化冶炼,冶炼强度一直偏高,炉缸区域曾有过跑煤气情况,随着高炉生产进程,炉缸最外环碳砖和冷却壁之间的填料可能损坏,冷却壁也可能产生热胀,导致两者之间产生孔隙。用手锤检测炉缸炉壳,发现轻轻敲击有中空的声音,也印证了这一判断。
(3)理论计算,根据碳砖的导热性和侵蚀机理进行理论计算,通过一维公式的计算,高温部位碳砖剩余厚度在470mm左右。
综合以上分析,认为铁口下方局部碳砖发生异常侵蚀,必须采取护炉措施,遏制其发展势头,防止由点到面扩散,发生安全事故。
4 采取的措施
4.1 灌浆及强化炉缸冷却
5号高炉在开炉初期曾对跑煤气区域进行过局部灌浆,效果明显。这次发生温度异常升高,也利用2月5日休风机会对高温点区域进行了灌浆处理。针对单点温度升高,经研讨决定在这一区域进行局部强化冷却,目前正在施工。
4.2 堵风口,控制风量
2月5 日,5 号高炉休风堵13#风口,全风风量由2450m3/min 控制至2350m3/min,维持原来的动能不变;采取缩矿批,将矿批由36000kg 缩为35000kg, 富氧量由7000m3/h 缩减至5000m3/h。从2月6 日炉缸侧壁温度缓慢下降,目前稳定在600℃以下。
4.3 采用钛化物护炉
发现铁口下面侧壁温度异常升高以后,5#高炉根据实际在矿料中配加钛块护炉,控制铁中[Ti]0.08%-0.1%。同时适当提高铁中[Si]含量至0.4-0.5%,以保证铁水充足的热量和良好的钛化物转换。
5 处理的效果
2月6日高炉送风时,铁口下面炉缸侧壁温度显示450℃,目前稳定在600℃左右。
6 结语
(1)莱钢5号高炉铁口下方一测温点异常上升,经研讨局部区域存在异常侵蚀,开始添加钛化物护炉,并采取了控制风量的措施;
(2)配加钛块护炉,配合调整高炉操作方针,护炉效果较好;
(3)钛护炉期间,采取堵风口,控制风量、富氧量等综合措施,有效控制了铁口下方炉缸侧壁温度的持续升高。
参考文献:
[1]王筱留主编.高炉生产知识问答[M].北京:冶金工业出版,1993:296.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
昆钢科技(2020年4期)2020-10-23
冶金设备(2019年6期)2019-12-25
当代工人(2019年18期)2019-11-11
山东冶金(2019年2期)2019-05-11
山东冶金(2018年6期)2019-01-28