聚合釜自动涂壁控制方案
2016-06-29 08:28:53闫建宁唐山三友氯碱有限责任公司河北唐山063305
中国氯碱 2016年4期
关键词:自动控制
闫建宁(唐山三友氯碱有限责任公司,河北唐山063305)
聚合釜自动涂壁控制方案
闫建宁
(唐山三友氯碱有限责任公司,河北唐山063305)
摘要:介绍了聚合釜自动涂壁系统改造的控制方案,主要包括工艺改造方案和DCS控制方案。
关键词:糊树脂;聚合釜;自动控制;涂壁;DCS
唐山三友氯碱有限责任公司糊树脂是公司扩建项目,生产线使用48 m3聚合釜,采用微悬浮法生产,该生产方法的粘釜物清理会延长聚合釜的辅助时间,增加人工劳动强度,降低设备的利用率,此外,粘釜还影响到聚合釜自动控制的实施。因此,采用涂釜剂涂壁的办法来减少粘釜物。
1 现状
该公司聚合釜涂壁系统主要是采用人工方式。在聚合釜加料之前,通过蒸汽把涂釜液雾化,使涂釜液均匀的粘附于聚合釜内壁和内部部件上,在正常情况下把粘壁降到最低程度。现场环境恶劣,需要操作人员频繁地手动开、关相应的阀门,劳动强度较大,容易出现操作失误。而且,人工涂壁喷枪的长度有限,涂壁效果也不理想。为了降低风险和劳动强度,并提高设备利用率,对现有的涂壁系统进行改造,实现聚合釜自动化涂壁,把各种风险降到最低。
2 改造方案
该公司共有糊树脂生产线3条,本次只改造1条线。该线共有4台聚合釜,分别以A、B、C、D来区分。为了实现聚合釜自动涂壁,在现有DCS系统横河CENTUM CS3000的基础上增加部分I/O卡件[1]。同时,对现有的工艺进行改造,增加部分气动调节阀、气动切断阀、流量计、电动喷淋阀、压力和液位变送器等。改造后的工艺流程见图1。图中以聚合釜D(其他聚合釜与D釜并联)为例,只标出改造新增加的自动化设备。后面的叙述均以聚合釜D为例。
2.1涂壁工艺
在聚合釜开始加料前,需将涂釜液均匀涂在聚合釜内壁和内部部件上,使粘壁降到最低。在完成聚合釜的胶料出料、清釜操作之后,即可进行涂壁工作。为了尽量减少釜内存在的残余树脂保证涂壁效果,在涂壁前先用水冲洗。冲洗水经纯水泵加压后,通过电动喷淋阀冲洗聚合釜。在冲洗喷淋工作完毕后,关闭电动喷淋阀、停纯水泵、巡检工现场放水,并确认釜已排净,然后聚合釜即可涂壁。为了保证良好的涂壁效果,涂壁时应注意涂釜液的用量和所用的蒸汽量。在涂壁工作完毕以后,需再次进行水冲洗。涂壁冲洗完成后,应将聚合釜上所有的阀门关闭,只留下釜底阀门开着,以便将釜中的废水排出。当釜中的残液排干净后,关闭釜底阀,即可进行聚合加料。
2.2现场改造
根据原有工艺状况对现场进行改造,增加部分自动化设备[2,3],见图1。
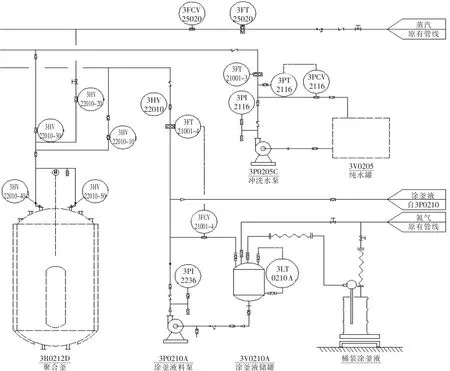
图1 改造后工艺流程图
(1)冲洗水系统增加自动化设备:冲洗水流量计3FT-21001-3、冲洗水压力变送器3PT-2116、冲洗水压力调节调节阀3PCV-2116、冲洗水泵3P-0205C及出口压力表3PI-2116、冲洗水切断阀3HV-22010-3D等;
(2)涂釜剂系统增加自动化设备:涂釜剂罐液位计3LT-0210A、涂釜剂流量计3FT-21001-4及调节阀3FCV-21001-4、涂釜剂总管切断阀3HV-22010、涂釜剂进釜切断阀3HV-22010-1D、涂釜剂泵3P-0210A及出口压力表3PI-2236等;
(3)涂釜蒸汽系统增加自动化设备:蒸汽流量计3FT-25020及调节阀3FCV-25020、涂釜蒸汽切断阀3HV-22010-2D等;
(4)聚合釜釜顶加装电动喷淋阀门3HV-22010-4D和3HV-22010-5D,用于加入涂釜液、蒸汽、冲洗水等。
以上仪表和电气设备的检测和控制信号全部进DCS,同时利用部分原有仪表,由DCS程序控制来实现自动涂壁。
2.3自动控制方案
在原有工艺和DCS基础上改造,有常规单回路控制和顺序控制。
改造共有3个单回路控制系统:由3PT-2116 和3PCV-2116组成的冲洗水压力控制系统;由3FT-21001-4和3FCV-21001-4组成的涂釜液流量控制系统;由3FT-25020和3FCV-25020组成的蒸汽流量控制系统。在聚合釜的涂壁过程中,需要注意蒸汽的流量和涂釜液的流量,蒸汽流量太小,对涂釜液的雾化效果不好,造成涂壁效果不好;涂釜液流量过小,造成聚合釜内壁涂壁不充分,影响防粘釜效果。
其他自动化设备采用顺序控制,分为空釜检测、涂壁前冲洗、涂壁、涂壁后冲洗4部分,按顺序执行。
(1)空釜检测
a.检测并确认聚合釜温度(原有仪表,以下简称原表)小于设定值,且压力(原表)小于设定值,同时,釜搅拌电流(原表)低于设定值。上述条件满足,则程序继续运行;否则程序停止,给出报警提示,直至条件满足;
b.检测涂釜液液位3LT-0210A不低于设定值,否则报警并提示操作人员处理;
c.检测纯水罐液位(原表)不低于设定值,否则报警并提示操作人员处理;
d.检测蒸汽压力(原表)不低于设定值,否则报警并提示操作人员处理。
(2)涂壁前冲洗
空釜检测通过后,进行涂壁前冲洗操作:
a.DCS打开聚合釜轴封水调节阀(原表)至设定值,打开聚合釜轴封水切断3USV22001-3D(原表);延时后检测聚合釜机封水流量(原表),流量不低于设定值则程序继续运行;否则,程序暂停,给出报警提示;
b.DCS检测涂壁前冲洗次数不小于1次,则运行涂壁前冲洗程序;
c.涂壁前冲洗程序:打开电动喷淋阀3HV22010-4D和3HV22010-5D,启动冲洗水泵3P-0205C,打开冲洗水切断阀3HV22010-3D;开3PCV-2116至设定值,延时后检测压力并自动调节,压力低于设定值报警提示。冲洗水量3FT-21001-3累积值达到设定值后关闭3HV22010-3D。
在达到要求冲洗次数前DCS不断重复上述冲洗操作,冲洗完成后停3P-0205C,关闭3PCV-2116。
(3)涂壁
确定涂壁前冲洗完成,则进行聚合釜涂壁程序。
a.涂釜液流量计3FT-21001-4累积量清零;
b.DCS检测釜温低于设定值,否则报警提示;
c.聚合釜通冷却水(含上夹套):冷却水温度调节阀3TCV-22005(原表)开至初始阀位,打开冷却水进釜切断阀3USV-22001-2D(原表)以及冷却水进上夹套切断阀3HV-22001D(原表),将聚合釜冷热回水切换三通阀3TSV-2209(原表)打至冷水侧;
d.通蒸汽:开蒸气总管流量调节阀3FCV-25020到设定开度,打开聚合釜蒸汽切断阀3HV22010-2D,通过电动喷淋阀3HV22010-4D和3HV22010-5D通蒸汽。检测蒸汽流量3FT-25020,若低于设定值,系统报警提示。延时后开始通入涂釜液;
e.通涂釜液:启动3P-0210A,开3FCV-22001-4至设定开度,打开涂釜剂总管切断阀3HV-22010和涂釜剂进釜切断阀3HV-22010-1D。延时后,3FCV-22010-4自动调节;再次延时后,检测涂釜液流量3FT-22001-4,若低于设定值报警提示;
f.涂釜液流量累积量达到设定值,则关闭3HV22010-1D和3HV-22010,停3P-0210A,关闭3FCV-22010-4;
g.进行涂壁后蒸汽延时:延时后,关闭3HV22010-2D,关闭3FCV-25020;
h.停夹套冷水:关闭3USV-22001-2D和3HV-22001D,关闭3TCV-22005。
(4)涂壁后冲洗
a.检查设定冲洗次数≥1次,则运行此程序,按次数执行;
b.涂壁冲洗程序:启动3P-0205C,打开3HV-22010-3D;开3PCV-2116至设定值,延时后检测压力并自动调节,如果压力未达到设定值,给出报警提示。冲洗水量3FT-22001-3累积量达到设定值后关闭3HV22010-3D,关闭3HV-22010-4D和3HV-22010-5D。
c.冲洗完成后停3P-0205C,关3PCV-2116。
d.关闭聚合釜轴封水阀3PCV-22001-3D、3USV-22001-3D。
3 结语
项目改造完成后实现了聚合釜自动化涂壁,不需要生产操作人员过多地干预涂壁过程,降低了误操作的可能性和工人的劳动强度。涂壁效果较好,减少了聚合釜涂壁时间,提高了设备利用率,把各种风险降到了最低。经过一段时间运行,该系统稳定、可靠、自动化程度较高,公司决定对未改造的A线和B线进行聚合釜自动涂壁改造,全部实现自动化涂壁。
参考文献:
[1]陆德民.石油化工自动控制手册.第三版.北京:化学工业出版社,2013.(5):532-535.
[2]翁维勤,孙洪程.过程控制系统及工程.第二版.北京:化学工业出版社,2002.7:12-18.
[3]王永红.过程检测仪表.北京:化学工业出版社,1999.9:109-110.
Automatic control scheme of coating the inner wall of polymerizer
YAN Jian-ning
(Tangshan Sanyou chlor alkali Co.,Ltd.,Tangshan 063305,China)
Abstract:This paper briefly introduces the automatic control scheme of coating the inner wall of polymerizer. It includes the process improvement program,and the DCS control scheme.
Key words:polyvinyl chloride paste resin;polymerizer;automatic control;coating the inner wall of polymerizer;DCS
中图分类号:TP272
文献标识码:B
文章编号:1009-1785(2016)04-0034-03
收稿日期:2016-01-05
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:12
电子测试(2018年6期)2018-05-09 07:31:47
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
发明与创新(2015年30期)2015-02-27 10:39:50
河南科技(2014年24期)2014-02-27 14:19:35