预制装配式混凝土构件设计及生产工艺研究
2016-06-24 01:32樊利新张家口市建筑设计院有限责任公司065000张家口新天地房地产开发有限公司065000
河南建材 2016年3期
常 繁 樊利新张家口市建筑设计院有限责任公司(065000)张家口新天地房地产开发有限公司(065000)
预制装配式混凝土构件设计及生产工艺研究
常繁1樊利新2
1张家口市建筑设计院有限责任公司(065000)2张家口新天地房地产开发有限公司(065000)
摘要:在我国住宅建造和使用过程中,住宅的建设大都采用水泥浇筑的方式进行生产,这种生产方式造成了资源浪费,预制装配式混凝土构件采用工厂化预制,有效地节约了资源,减少了因普通的施工造成的环境的影响。这里对预制装配式混凝土构件的设计、生产工艺以及预制构件的施工等环节进行了分析,重点研究了预制装配式混凝土构件的生产工艺及预制构件施工过程中的注意事项,总结了预制构件的生产工艺,给出了预制构件在施工过程中标准化流程。
关键词:预制构件;混凝土;生产工艺;标准化
0 引言
当前,在我国住宅建造和使用过程中,现行的住宅建设方式大都采用水泥浇筑的形式进行生产,而在欧美地区,住宅的建造主要依靠工厂预制。这种依靠工厂预制的住宅建造方式可以节约材料30%左右,节约能源70%左右,并且有效地节约土地20%左右[1]。依靠工厂预制的住宅建造方式生产效率高,能够减少施工过程中产生的垃圾和废弃物,所以国内在河北省、辽宁省都在大力推进住宅产业化的发展,并且在住宅产业化、混凝土预制生产设备研发等方面给出了较好的政策支持。国内关于预制装配式混凝土构件设计及生产施工等方面的资料不多。装配式混凝土构件的生产环节主要包括设计、生产、施工三个方面,文中从设计、生产、施工这三个方面对装配式混凝土构件进行了研究,给出了设计、生产、施工各个环节的方案。
1 装配式建筑构件的设计
1.1装配式建筑构件的设计特点
装配式建筑构件的设计主要分为:装配式建筑构件在生产阶段的设计、构件在运输吊装阶段的设计以及构件在生产、运输、施工安装等整个流程中的构配件的设计。生产阶段需要考虑构件在生产过程中的受力形式、有效载荷的分布情况,通过软件仿真或者力学计算的形式得出生产过程中载荷较大的工况,针对此工况对预制构件进行结构设计。构件在使用过程中的结构设计与采用现场混凝土浇筑的设计具有一致性,主要包括合理设计混凝土预制构件中塑性铰的具体位置,对采用预制装配式构件结构采用抗连续性倒塌试验进行验证,构件内构配件的设计由于关系着后期施工的质量以及结构的安全,固构件内构配件的设计也具有重要的意义。
1.2装配式建筑构件连接设计
装配式建筑构件的连接设计分为满足结构安全方面要求的连接设计以及为满足建筑使用功能方面的连接设计。
装配式建筑构架在节点连接方面的设计理念与现浇筑混凝土的设计相似,在节点的连接方面也大都使用钢筋套筒或者灌浆的连接,与直接浇筑的设计相比,前者节点的设计较后者由于涉及到的材料种类更多,接触方式也大都不同,对节点的设计提出了更高的要求,装配式构件在满足功能的前提下,主要考虑安装施工的便捷,以提高安装的效率及构件安装过程中的安全性,装配式建筑构件的辅助埋件在装配式建筑的整个过程中具有重要的作用[2]。
2 预制装配式混凝土构件的生产
2.1预制构件生产的工艺流程
预制构件的工艺流程体现了构件在生产过程中的主要特征,预制构件的生产从构件的生产图纸开始,由中央计算机系统根据构件的生产工艺流程,将数据传输到预制构件生产工位,混凝土预制构件生产过程如图1所示,整个物件的生产主要包括划线、摆放边模工序、安装钢筋及预埋件工序、布料机浇筑混凝土工序、振捣刮平工序,最后是拉毛预养护工序,养护工序完成后生产出的预制构件能够直接运出,供施工使用。工艺流程主要包括数控划线、安放边模、喷脱模剂、安放钢筋、布料、振捣、刮平、预养护、抹光、拉毛养护、脱模、模具清洗等工艺过程,其中数控划线工艺是在模台上采用数控画线机划线,喷脱模剂是在预制构件生产模台上喷一层脱模剂方便养护完的构件与模台脱离,布料工序是在安放好预埋件、钢筋以及放置上模具的平台上浇筑混凝土,振捣工序令混凝土通过自身的流动性使得模台上的水泥分布均匀[3]。目前在国内的生产设备中,数控画线工序还存在着一定的不足,由于在整个生产线的传送过程中模台在水平方向上存在一定的偏转,导致放置的模具有一定的偏差,目前大多数的厂商正在积极地寻求解决方案。
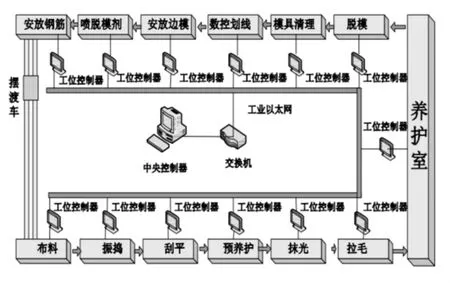
图1 预制混凝土构件生产工艺
在预制装配式混凝土构件的生产过程中,随着技术的发展,如石家庄新大地机电设备有限公司、河北雪龙机械制造有限公司,以及沈阳的几家预制混凝土构件生产线生产企业也都在应用新技术,进一步提高企业PC预制生产线的自动化水平和信息化水平。
2.2模具的设计安装
模具是生产预制构件过程中重要的辅助设备,预制构件的生产过程中主要涉及模具的摆放、模具的清洗。清洗的标准是:模具清理后的模具内以及模具的内外表面不能有残留物。在国外模具的摆放主要是依靠模具划线机自动摆放,国内将模具位置的划线以及模具的摆放分为两步:模具位置的划线采用划线机自动画线,模具位置的摆放主要由人工来实现。在正式施工前,还要对钢模板进行质量检验。质量合格后喷涂脱模剂,以保证预制混凝土构件养护完成后与模台分离。
2.3预埋件的定位安装
在预制混凝土构件的模具摆放完成后,要在模具的框架内摆放预埋件。预制构件中的预埋件的规格以及数量较多,所有的预埋件需要固定,特别是对于具备定位、连接功能的预埋件还需要采用钢模板的固定物相连接。
同样在其后续混凝土的浇筑、振捣工序,还不应该接触预埋件,并且在浇筑混凝土的过程中尽量避免混凝土将预埋件冲翻、推倒,振捣工序中,振捣棒要与预埋件保持一定的的距离,从而避免振捣棒振捣过程中影响预埋件的摆放位置。
由于混凝土的热膨胀系数与预埋件的热膨胀系数存在差值,以及构件在预埋件位置因为预埋件的存在造成的混凝土收缩过程中所产生的应力集中,构件在这种情况下,受到温度变化等情况影响时,构件在生产过程中会出现裂缝。为避免类似的问题出现,应该在对承受较大载荷的预埋件周围对混凝土进行约束,以提高构件整体的抗拉能力。为了提高生产的质量,在预埋构件以及钢筋安装完毕后,进行验收,验收合格后才能进行后续的浇筑工序,如果不合格进行整改。同时在混凝土的浇筑工序,混凝土进行浇筑之前,也需要对混凝土进行质量检验,通过验收后才能进行浇筑,以提高浇筑质量。在振捣工序中,根据采用的是人工振捣还是机械振捣,采取相应的措施,如人工振捣为防止浇筑过程中混凝土分层、产生气孔,振捣应该避开模板、钢筋、预埋管线等配件[4]。
2.4预制构件的脱模与成品保护
预制构件从浇筑工序出来后,构件连同模台进入预养护窑。预养护窑通过高温蒸汽将养护窑内的温度维持在50±5℃,养护2 h,待构件达到养护时间后,直接进入养护工序。养护工序一般在立体仓库中进行,养护过程根据养护温度曲线自动控制预制板在养护窑中的温度,从而使预制板达到最佳的性能,在构件从养护窑中出来后进入脱模工序。脱模吊装一般由专用设备完成,这些设备工作平稳,保证了起吊过程中保护构件,避免构件开裂,构件脱模完成后放置于固定支架上,在放置过程中也要对构件进行相应的养护。
3 预制构件的施工
3.1施工前准备
预制构件施工前的准备主要包括材料、场地、机械设备等方面的准备,装配式建筑与现浇筑建筑的施工在机械设备和场地方面存在较大的差异,在预制构件的场地主要用来存放构件。预制构件应该放置于塔吊范围内,以减少搬运次数,并且预制构件的堆放应该做到地基平硬,构件堆放要平稳,受力要均匀,以防止构件受力变形,在堆放过程中还需按构件的类型进行分割,在一些较大预制构件生产企业生产的构件采用了预埋射频卡,在施工安装过程中,能够很方便地找到所需的构件,同时为了节约场地,堆放场地上可以设置支撑架[5]。
3.2连接件、调节件的安装
预制墙板构件一般采用塔吊将构件吊装至需要安装的位置,通过将预制墙板下部的钢筋与上部预制墙板的套筒完成待安装构件的初始定位,之后安装构件底部的连接件,根据控制线的位置调节连接件以保证在安装平面内满足要求,之后安装临时支撑,支撑安装完成后调整连接件、斜撑以保证构件满足相应的垂直及水平度,构件的垂直度通过全站仪来保证,构件的水平度通过其上的控制线来确定[6]。
3.3弹线、定位
在预制构件安装过程中,参考施工图纸在完成面画出轴线位置,参考轴线及其尺寸画出控制线,两线采用不同标记标示。控制线作为安装完毕后的质量复核依据。通过楼层控制点检测预制构件轴线,采用全站仪放线,精度满足相关规范。在吊装前,检验预制构件的质量,对合格的构件投控制线,以在施工过程中控制标高以及垂直度。
3.4预制构件的施工标准化
预制构件的施工需要根据不同构件的特征及建筑施工场地的条件,编制构件施工的工序,并形成文件,下发至各工人。施工过程中要对工人以及施工技术人员进行相应的培训,使得施工工序标准化,培训过程中要重点阐述施工操作的步骤、操作方法,以及施工过程中的注意事项,在施工过程中可以采用视频及动画的方式来表达文字无法描述的内容。在预制构件的施工中,根据配件的特点选用专用的施工工具,使用非专用的工具容易引起构件的损坏。
4 总结
在我国住宅建造和使用过程中,住宅的建设大都采用水泥浇筑的方式进行生产,这种生产方式造成了资源浪费,预制装配式混凝土构件采用工厂化预制,有效地节约了资源,减少了因普通的施工造成的环境的影响,通过对预制装配式混凝土构件的设计、生产工序以及施工过程进行详细地研究,指出了预制构件工艺流程并对数控划线工艺中存在的问题进行了详细阐述,并给出了解决方案,最后对预制构件在施工过程中的主要问题进行了阐述,指出了预制构件在施工过程中应该标准化,完善施工文件和施工培训。
参考文献:
[1]匡志平,方旭,李检保,等.住宅产业化在中国的发展阴[J].结构工程师,2013,29(3):164- 169.
[2]曹新颖.产业化住宅与传统住宅建设环境影响评价及比较研究[D].清华大学,2012.
[3]刘东卫,周静敏,邵磊.新中国成立以来住宅工业化及其技术发展[J].北京规划建设,2009,06:38- 46.
[4]李云.住宅产业创新发展之我见[J].城乡建设,2001(4).
[5]上海市建设交通委,上海市住房保障房屋管理局,上海市规划国土资源局,等.关于本市鼓励装配整体式住宅项目建设的暂行办法[DB/OL].
[6]上海市建设交通委,上海市住房保障房屋管理局,上海市规划国土资源局,等.关于加快推进本市住宅产业化的若干意见[DB/OL].

猜你喜欢
化工管理(2022年13期)2022-12-02
西部交通科技(2022年2期)2022-04-27
山东冶金(2022年1期)2022-04-19
口腔护理用品工业(2021年4期)2021-11-02
建材发展导向(2021年11期)2021-07-28
铁道建筑技术(2020年11期)2020-05-22
中国化肥信息(2017年7期)2017-12-13
中国公路(2017年9期)2017-07-25
汽车维修与保养(2015年8期)2015-04-17
筑路机械与施工机械化(2014年10期)2014-03-01