
压杆模锻件表面缺陷已不是问题
2016-06-17 08:19:39
中国机械 2016年3期
压杆模锻件表面缺陷已不是问题
随着科学技术的不断发展,在汽车、火车和轮船等产业的制造中,有许多尺寸较小、形状较复杂且需要较高机械性能的金属零件。要想达到这些零件的使用要求,就必须采用锻造模具来成型这些零件。
研究的核心,是解决压杆成形过程中的错移问题。在研制的过程中,提出了三种模锻方案,经过认真分析研究,最终选用了锁扣式方镶块开式模锻法,解决了横向错移的问题。该研究结果,为今后类似锻造模具的设计工作提供了有力的技术支持。

图1 -1 压杆三维立体效果图
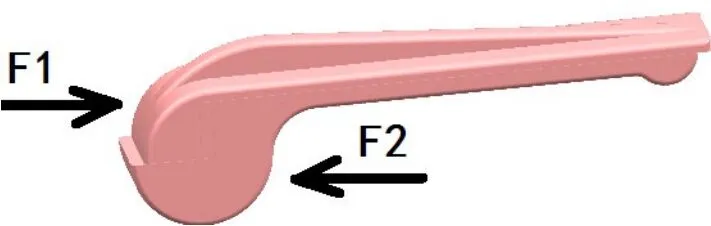
图1 -2 压杆错移后效果图

压杆在模具中的位置

锤锻模
由于压杆件的结构特点(如图1-1),导致该零件在锻造过程中会产生错移现象,具体的错移位置是在锻件的分型面处(如图1-2)。
在模锻的过程中,由于受到F1、F2横向错移力的作用,使得锻造好的压杆件会产生2毫米左右的错移量。具体错移现象的解决方案,见后续的研究结果。
采用合模的导向锁扣来设计压杆的锻造模具,上模和下模锁扣可以控制模具横向错移,采用方案一的水平分模法来锻造该产品。这样既能消除压杆的横向错移,又解决了电脉冲阳极凸模制造的难度问题。因此采用合模导向锁扣机构,可以彻底解决了压杆锻造过程中的错移问题。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
西南交通大学学报(2018年6期)2018-12-18 02:22:44
中国测试(2018年10期)2018-11-17 01:58:50
中国塑料(2016年6期)2016-06-27 06:34:38
中国塑料(2016年9期)2016-06-13 03:19:00
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
中国塑料(2016年1期)2016-05-17 06:13:13
中国塑料(2015年11期)2015-10-14 01:14:23
上海电机学院学报(2014年3期)2014-02-28 14:29:45
