
盘类零件的检测
2016-06-16 16:57孙妮莎
山东工业技术 2016年12期
关键词:检测方法
孙妮莎

摘 要:在机械加工中,盘类零件是一种常见的零件类型,在机械设备中主要起支承和连接作用。针对其尺寸误差和位置误差,可以选用不同的测量工具和检测方法,利于保证零件的质量要求。
关键词:盘类零件;检测方法;尺寸误差;位置误差;垂直度;同轴度
DOI:10.16640/j.cnki.37-1222/t.2016.12.007
盘类零件是一种常见的机械零件,在机械设备中主要起支承和连接作用。盘类零件主要由端面、内孔及外圆等组成, 零件主要形状特征为圆盘状,一般具有一个或一个以上定位用止口(用于径向定位的短外圆柱面或内圆柱面),而且一般此类零件还有成组分布的、用于螺栓连接的光滑圆柱孔。
下面,我们以一个具体的法兰盘零件为例,说明一下具体的尺寸误差和位置误差的检测方法。
1 零件图
以图1所示法兰盘为例进行检测方法的说明。
2 零件的几何精度分析
零件图中尺寸为“”的短外圆面为一外止口结构,其最大极限尺寸为Φ67.998mm,最小极限尺寸为Φ67.968mm ,公差是0.020mm,其精度是非标准精度,与标准公差IT6级精度非常接近,只比IT6级大1μm,该圆柱面的表面粗糙度要求是Ra=3.2μm;长外圆面尺寸为“”,此圆柱面为有一配合要求的定位面,其精度与标准公差IT6级精度非常接近,同样比IT6级大1μm,该圆柱面的表面粗糙度要求是Ra=1.6μm。“孔的精度介于IT7~IT8级之间,比较接近IT7级精度,比IT7级大2μm,该孔的表面粗糙度要求是Ra=1.6μm。
位置公差:“”的止口轴线以 “” 孔轴线为基准,同轴度公差要求为Ф0.02mm,尺寸为“”的圆柱面轴线相对于“”孔轴线的同轴度公差要求为Ф0.02mm。两被测端面相对于“”孔轴线(基准轴线)的垂直度公差为0.02mm。两项均属于位置公差此零件没有形状精度的公差要求。
3 检测工具与辅具
量程为50~75mm的公法线千分尺,量程为50~75mm的外径千分尺,量程为35~50mm的内径千分表,游标卡尺,Ф40mm芯轴,一对等高的V型架,90°角尺,塞尺,检验平台,方箱,杠杆千分表,磁力表架等。
4 零件检测
4.1 尺寸误差的检测
由于尺寸为“”的外止口轴向尺寸很短,一般的外径千分尺测头无法接触到该被测面,可用量程为50~75mm的公法线千分尺经计量室校对后进行测量。尺寸为“”的圆柱面的检测可直接使用量程为50~75mm的千分尺经计量室在尺寸52mm处校对后对工件进行测量。直径为“”的内孔实际偏差的检测可使用量程35~50mm的内径千分表进行,检测前同样应对此内径千分表进行校对。其他几何形体上未注公差的尺寸,其实际尺寸均可用游标卡尺进行测量、检验。
4.2 位置误差的检测
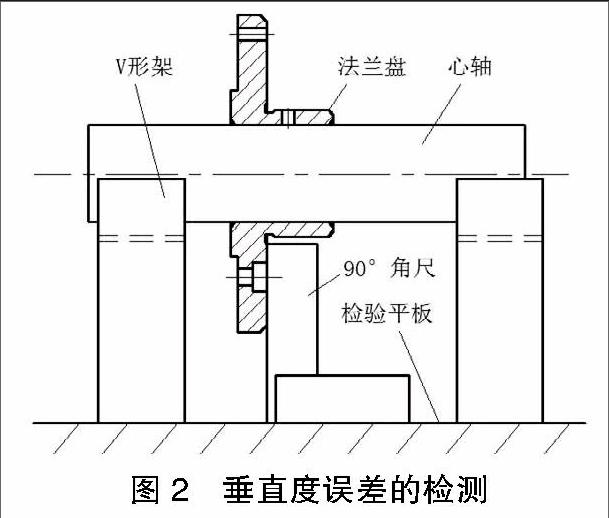
4.2.1 两端面垂直度误差的检测
将一尺寸为Ф40mm的标准心轴插到零件“”孔中,用以模拟基准轴线A,心轴安装好后,工件应位于它的中部。在将心轴两端部的圆柱面支承于一对放置在检验平板上且等高的V形架上,测量时将一0级90°角尺放置在检验平板上,它的底座工作面与检验平板工作面接触,垂直的直角测量面与工件被测端面接触,如图2所示,目测两者之间存在的缝隙透出的光色并结合塞尺进行检测,厚度为0.02mm的塞尺塞不到此缝隙中时说明缝隙宽度小于0.02mm,工件被测端面的垂直度误差合格。
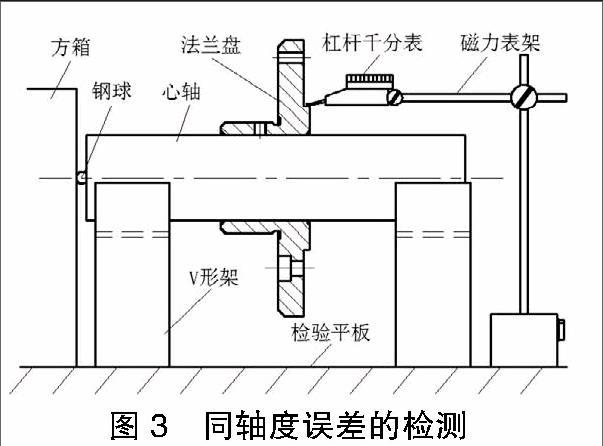
4.2.2 同轴度误差的检测
实际上在大多数工作现场的检测方法是按检测径向圆跳动误差的检测方法进行的。检测时,工件的安装位置方法同上述垂直度误差的检测,且心轴一端通过钢球顶靠在一固定物(如方箱)上,测量时采用的仪器是安装在磁力表架上的杠杆千分表,磁力表架一般需吸合在检验平板上,调整表架的关节使杠杆千分表的测头与被测圆柱面接触,千分表测头与工件被测圆柱面要有一定的预压量,并且一般要求千分表测头此刻的运动方向应大致沿着接触点处被测面的法线方向(即应大致垂直于被测面),然后,用手向固定物方向轻轻顶着工件并缓慢转动工件,观察杠杆千分表指针的摆动范围,记录下其指针的最大摆动范围(即最大读数减去最小读数),此数值只要不超过图纸上标出的公差值,即可断定此件工件该项同轴度误差合格。两处同轴度误差均可用此方法,如图3所示。
若使用偏摆仪,可直接代替方箱、v形架、钢球,将工件直接夹持在顶尖上,检测方法同上,测量更为便捷。
猜你喜欢
建筑建材装饰(2016年11期)2016-12-29
建筑建材装饰(2016年8期)2016-12-29
绿色科技(2016年20期)2016-12-27
农家科技下旬刊(2016年9期)2016-12-15
