大型装备预装配分布式控制系统设计
2016-06-12 07:53:35孙超宇李东京
湖北民族大学学报(自然科学版) 2016年1期
李 莹,吴 雪,孙超宇,李东京
(1.中车唐山机车车辆有限公司,河北 唐山 063000;2.北京航空航天大学 机械工程及自动化学院,北京 100191;3.湖北科技学院 电子与信息工程学院,湖北 咸宁 437100)
大型装备预装配分布式控制系统设计
李莹1,吴雪1,孙超宇1,李东京2,3*
(1.中车唐山机车车辆有限公司,河北 唐山 063000;2.北京航空航天大学 机械工程及自动化学院,北京 100191;3.湖北科技学院 电子与信息工程学院,湖北 咸宁 437100)
摘要:针对大型装备的预装配需求,设计出预装配机械系统.根据预装配要求计算选择合适的电机及减速器,最终完成一套满足要求的分布式控制系统的设计,根据系统功能需求设计开发各软件模块.最后应用神经网络和广度优先的搜索算法完成预装配总体路径规划,引导整套装备的预装配工作.该系统为国内首套可重复使用的大型装备预装配系统,具有配置灵活、功能全面、可重用性好、控制可靠等诸多优点,有很大的实用性及推广价值.
关键词:预装配;分布式控制系统;路径规划;广度优先搜索算法;神经网络
随着工业技术的发展,各类装备越来越复杂,零部件越来越多,为防止产品设计过程中的疏忽,造成重大的经济损失,随着计算机技术及计算机图形学及虚拟现实技术的发展,在产品生产前,一般均会利用计算机技术运用数字化技术进行预装配,来发现产品设计中可能存在的各种问题.但是虽然通过计算机技术进行预装配可以发现绝大部分设计中的问题,但是对于系统很复杂的大型装备,仅仅通过数字化技术进行虚拟装配还是不能保证.设计完全没有问题,装配过程中不会干涉,所有部件均能按照预想的状态进行装配,特别是一些功能性部件除了有装配位置要求而且有姿态要求,这些需求仅仅靠计算机软件应用数字化技术来预装配验证是不够的.为了彻底通过产品预装配来发现产品设计中可能存在的各种问题.许多厂商在生产一个样机的大部分零部件后会通过木头或其他材料做一个产品模型进行实际预装配.但是由于现在产品更新比较快,做一个一次性的预装配模型只能适应一种型号产品的预装配,而且装配过程中都是人力进行预装配,造成了很大的人力财力的浪费.为了彻底解决大型装备的预装配问题,设计一个可以灵活配置,适应多种型号装备预装配的系统非常有必要.目前国内外针对预装配也进行了广泛的研究,主要集中在数字化装配、协同预装配等方面[1-3],由于有预装配的需求的装备一般比较复杂而且体积较大,控制点较多.要求控制灵活、准确.目前分布式控制系统广泛应用在控制点比较分散的大型控制系统中,国内外对分布式控制系统的各种应用也进行了广泛的研究[4-11],这些研究表明分布式控制系统能够适应控制点分散等复杂控制需求的场合.预装配装备大,需要装配的部件多,预装配的目的就是通过预装配来发现各种问题,因此需要对大量零件预装配的顺序及结合预装配装备情况进行规划各个零部件如何进行预装配,在解决这一问题中涉及到装配过程的路径规划及全局规划问题.规划的核心是如何规划出合理的路径同时避开各种障碍,对于这一问题国内外学者也进行了一定的研究提出了各自的解决办法[12-19].虽然目前关于预装配涉及的各种问题都有学者针对相似课题进行了相关研究,但目前针对本项目设计的众多机械手灵活实现大型装备的预装配的研究还未发现.本文将对采用大量机械手实现大型装备的所有零部件的灵活预装配的控制系统展开研究.

表1 系统需求指标表
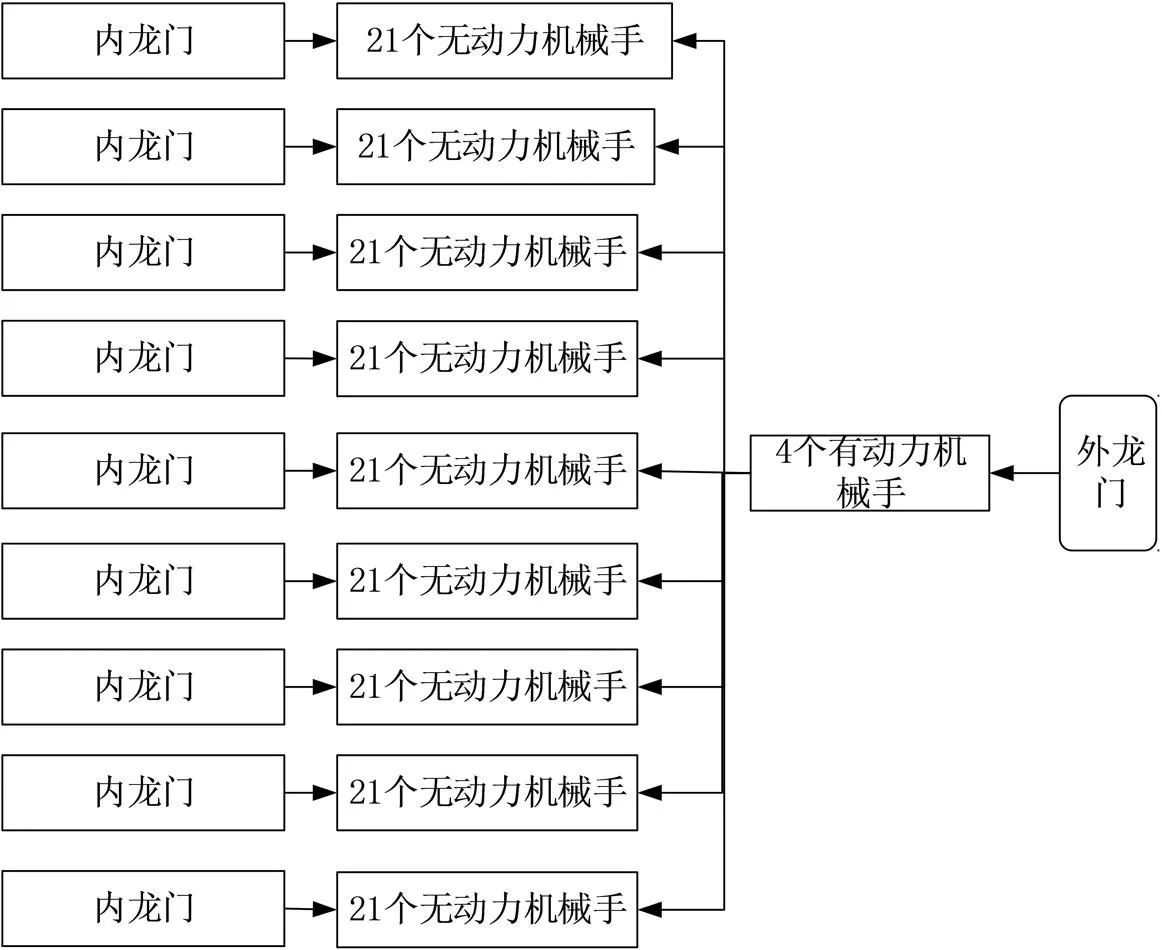
图1 系统结构示意图Fig.1 System architecture schematics
1系统简介及需求分析
本预装配系统针对大型复杂装备进行设计,设计之初以火车或大型客车车厢的预装配为目标进行设计.具体要求及参数如下表1所示.
2系统方案设计及功能模块选型
根据前述需求分析,待装配体是长、宽、高范围很大的装备,预装配需要设计能满足在此空间范围内进行任意位置姿态的150 kg部件的预装配系统.为满足工作空间大,定位精度高,负载重的上述需求,设计一套一定数量龙门架结构的预装配系统,每个龙门架的左右两边及顶面均装上可以定位的一定数量机械手,每个机械手均有3个自由度可以来调整机械手末端手抓的位置及姿态,通过调整各龙门架上机械手末端手抓的位置和姿态,调整完毕进行锁紧,然后在规划的手抓之间挂上C型槽,将待装部件挂到C型槽上进行预装配.
按照这个思路,每个机械手3个自由度需要3个电机加上龙门行走电机,考虑到待装装备28 m长,故设计9个龙门架,每个龙门架平均间距3 m左右.由于装备高度宽度范围也比较大,根据待装配装备零部件分布情况,龙门的左右侧面设计安装6个机械手,龙门顶面设计9个机械手,这样一个龙门配置21个机械手.如果每个机械手配置3个电机实现3个自由度的运动,一个龙门将需要63个机械手电机加上2个行走电机共65个电机,整体系统将需要585个电机.这样设计的话一方面成本巨大,另一方面这么多电机现场布线是一个大问题.考虑到这些问题为节省成本不降低系统灵活性及其他指标情况下,系统进行如下改进,整个预装配系统设计一个大的外龙门,外龙门的两侧面分别装一带动力的机械手,顶面装2个带动力的机械手,9个内龙门还是每个内龙门装21个机械手,但内龙门机械手均无动力,通过动力对接的方式通过外龙门上机械手的运动来推动内龙门机械手的移动,内龙门机械手移动到位后通过制动装置进行制动.系统组成如下图1所示.
2.1电机减速器选型计算
电机主要是内外龙门行走电机和外龙门机械手电机,内外龙门行走都是两个电机通过齿轮齿条驱动龙门在导轨上行进,外龙门机械手都是通过电动推杆的形式来推动内龙门机械手的移动.每个外龙门机械手上有3个电机实现3个自由度的运动.所有电机减速器的选型过程类似,下面仅以内龙门行走电机及减速器的选型过程为例进行说明.
内龙门在X方向行走过程中,伺服电机通过减速器和齿轮齿条带动内龙门在滑块导轨上移动.
2.1.1内龙门行走阻力计算内龙门行走导轨采用的上银PG型式(定位线性滑轨整合线性滑轨及编码器于一体),大幅增加空间效益,兼具线性滑轨高刚性及磁性编码器高精度的优点,内藏式尺身及感应读头,不宜受外力破坏讯号感应非接触性,产品寿命长,可做长距离之测量,(磁性尺身部分可达30 m),根据装备的工作环境特点,装备满载在轨道上加速运行,其最大行驶阻力为滑块与导轨间摩擦力Ff和惯性阻力Fa等组成,即:
F运=Ff+Fa=2 000 N
其中:Ff表示装备运行过程中,滑块与直线导轨阻力(N);Fa表示内龙门运行过程中的惯性力(N).
Ff=fG=1 000 N
其中:G表示装备最大重量(N),G=100 000 N,f表示滑块与导轨摩擦系数,f=0.01,式(1)中:
Fa=ma=1 000 N
其中:m表示装备质量(kg),m=10 000 kg,装备加速度(m/s2),a=0.1 m/s2.
2.1.2装备驱动功率N驱.
N驱=F运V/η=588 W
其中:F运表示装备运行阻力(N),F运=2 000 N,V表示装备运行速度(m/s),V=0.25 m/s,η表示传动效率,η=0.85.
2.1.3龙门行走驱动电机的选择与校核
1)行走驱动电机的选择.根据上述计算结果,内龙门两侧各有一电机驱动,电机数目m=2,安全系数k=2.0,
N电=kN运/m=558 W.
选择电机额定功率1 kW,额定转矩Te=3.2 N.m,转速ne=3 000 r/min.
2)减速器速比i的确定与选型.
i=nemax/nmax=33,
其中:nemax表示电机最大旋转转速(50 Hz时电机转速),nemax=3 000 r/min,nmax表示装备最大运行速度时齿轮转速(rpm),
nmax=Vmax/(πd)=90.99 rpm,
其中:Vmax表示装备最大运行速度(m/min),Vmax=15 r/min;D表示齿轮分度圆直径(mm),D=0.052 5 m,选择减速器传动比i=30,额定输出扭矩为311 Nm,额定输入扭矩为10.37 Nm.
3)电机的校核计算.装备各工况下稳定运行时,所需电机输出扭矩,
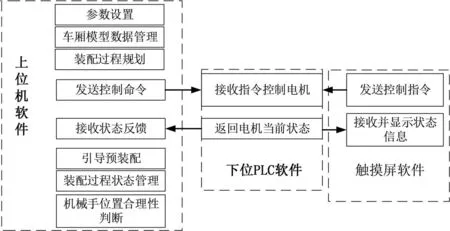
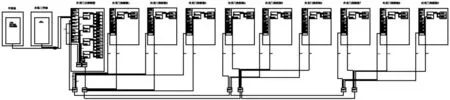
T=kFD/(2iηm)=2.01Nm 其中:k表示安全系数,k=2.0;F运表示装备运行阻力(N),F运=2 000 N;D表示齿轮分度圆直径(mm),D=0.052 5 m;η表示行走机构的传动效率,η=0.85;i表示行走机构传动比,i=30;m表示驱动电机数目,m=2;TeH表示电机额定输出扭矩,TeH=3.2 Nm.外龙门行走及外龙门动力机械手电机及减速器的选型计算与内龙门行走电机及减速器选型方法类似. 2.2内龙门机械手制动装置、及定位传感器的选型 内龙门机械手是无动力的机械手,但在预装配时,调整好位姿后用手抓抓取C型槽再安装待装配部件,并长期保持,故机械手各自由度需要设计抱紧装置实现机械手位置固定,根据负载计算并考虑到成本,机械手水平自由度受力较小选用电磁离合器进行掉电抱闸,但对于竖直方向的自由度,当所挂部件达到150 kg时需要的抱闸力很大,故采用类似电梯的夹紧器来进行抱闸.由于内龙门机械手的运动动力来自于外龙门机械手,故系统正常工作的前提是外龙门主动机械手能准确操作内龙门机械手需要移动的自由度,本系统设计中机械手位置对准采用电机编码器反馈位置及超声波传感器测量综合来实现. 3控制系统方案设计 3.1控制系统组成 结合整个控制系统需求及现场情况设计分布式的控制系统,整个控制系统分为上位机及触摸屏、外龙门控制系统(主)、内龙门控制系统(从)三大部分构成.控制系统之间采用总线通信.控制器与伺服电机驱动器之间也要求总线通信以方便现场布线,控制系统要完成本系统所有电机控制,传感器信息读取及抱闸装置的控制及其他系统所需功能. 3.2控制总体方案 控制系统总体方案示意如下图2所示. 图2 预装配控制系统结构示意图Fig.2 Structure schematic of preassembly control system 3.3各部分关系说明 外龙门控制柜:主要控制外龙门14套伺服及本龙门IO;内龙门控制柜:含2套内龙门伺服及本内龙门IO.所有主从站之间采用Ethernet总线通信.控制器与驱动器之间也为总线连接方式.方便接线.控制系统如图3所示. 图4 软件系统结构图Fig.4 Software architecture 图3 控制系统连接示意图Fig.3 Control system connection schematic 3.4龙门机械手位置检测说明 3.4.1龙门行走安全防护每个龙门左右极限位置均有漫反射光电开关,保证龙门架运行时安全. 3.4.2机械手运动安全防护外龙门机械手推动内龙门的机械手运动,采用安全措施来保证运动安全. 4控制系统软件设计 4.1软件总体设计 控制系统软件主要由PLC下位软件、触摸屏操作监控软件及上位机规划、管理软件三部分组成.软件系统组成如下图4所示. 4.2自动规划软件设计 软件规划的目标是在内龙门的189个机械手中找到多组手抓悬挂C型槽实现待装配装备的所有部件均能通过这些C型槽进行预装配,同时不能有干涉.这个问题可以看成一个避障碍的路径规划问题,本系统采用广度优先的搜索算法,搜索路径,并采用神经网络来获取全局最优规划路径.具体算法如下图5所示. 5结论 根据大型装备的预装配需求设计了一套分布式控制的预装配控制系统,并应用神经网络及广度优先的搜索算法对预装配进行整体规划.该系统配置灵活,控制及调试方便,可重复应用,满足不同需求,极大的降低了厂家生产大型复杂装备预装配的成本,具有很大的推广价值. 图5 全局预装配路径规划流程图Fig.5 The whole assembly path planning process 参考文献: [1]罗振伟,梅中义.基于测量数据的飞机数字化预装配技术[J].航空制造技术,2013,20(3):99-108. [2]刘晓平,李忠泽,徐本柱,等.基于工程语义约束的线束预装配自动规划方法[J].图学学报,2012,33(5):44-50. [3]董兴辉,于建国,吴克河,等.协同预装配若干技术研究[J].计算机集成制造系统,2006,12(7):1042-1059. [4] WEI He,CHUAN Yang,Tingting Meng et al.Distributed control of a class of flexible mechanical systems with global constraint[J].International Journal of Control,2016,89(1):128-139. [5]MOHAMMAD Mehdi Asadia,AMIR Ajorloub,AMIR G.Aghdama.Distributed control of a network of single integrators with limited angular fields of view[J].Automatica,2016,63(1):187-197. [6]SHENGXUAN Weng,DONG Yue.Distributed event-triggered coopera-tive attitude control of multiple rigid bodies with leader-follower architecture[J].International Journal of Systems Science,2015,47(3):631-643. [7]YAN Song,Xiaosheng Fang,Qingda Diao.Mixed H2/H∞ distributed robust model predictive control for poly-topic uncertain systems subject to actuator saturation and missing measurements[J].International Journal of Systems Science,2015,47(4):777-790. [8]ANDALAM Satya,MOHAN Vamsi,NICOLA Elia,et al.Optimal Distributed Controllers Realizable Over Arbitrary Networks[J].IEEE TRANSACTIONS ON AUTOMATIC CONTROL,2016,61(1):129-144. [9]SHEN Peng,H U Chundong.Development of Distributed Control System for Neutral Beam Injector on EAST[J].Plasma Science and Technology,2015,17(7):601-606. [10] 刘强,苏明军.分布式控制系统分析[J].辽宁工程技术大学学报,2005,24(4):203-205. [11]王勇.基于CAN总线的液压挖掘机控制系统设计[J].淮海工学院学报(自然科学版),2015,24(2):32-35. [12]蔡健荣,赵杰文,THOMAS Rath,et al.水果收获机器人避障路径规划[J].农业机械学报,2007,38(3):102-105. [13]陈绍茹.基于多传感器信息融合的移动机器人路径规划[D].天津:天津工业大学,2013:20-23. [14]汪明磊,陈无畏,王家恩.智能车辆车道保持系统中避障路径规划[J].合肥工业大学学报(自然科学版),2014,15(2):129-133. [15]李庆中,顾伟康.基于遗传算法的移动机器人动态避障路径规划方法[J].模式识别与人工智能,2002,15(2):161-166. [16]方昕,吕方兴.一种改进A*算法的智能机器人路径规划[J].信息技术,2015,33(9):40-42. [17]张航,刘梓溪.基于量子行为粒子群算法的微型飞行器三维路径规划[J].中南大学学报(自然科学版),2013,44(2):58-62. [18]汪明磊,陈无畏,王家恩.智能车辆车道保持系统中避障路径规划[J].合肥工业大学学报(自然科学版),2014,37(2):129-133. [19]彭丽,洪亮.“机器人”路径改进型单亲遗传算法规划及其仿真[J].吉首大学学报(自然科学版),2015,36(4):37-39. 责任编辑:时凌 The Design of Distributed Control System for Large Equipment Preassembly LI Ying1,WU Xue1,SUN Chaoyu1,LI Dongjing2,3* (1.CRRC TANGSHAN CO.,LTD,Tangshan 063000,China;2.School of Mechanical Engineering and Automation, Beihang University,Beijing 100191, China;3.School of Information and Electrical Engineering,Hubei University of Science and Technology,Xianning,437100,China) Abstract:A preassembly mechanical system is designed to meet the large equipment preassembly requirement.According to the requirement of the preassembly,we calculate and select suitable motor and reducer, and complete the design of a distributed control system that meets the requirements.We design and develop the software modules according to the system functional requirements.Finally we use the neural network and breadth first search algorithm to complete the overall path planning of the preassembly to guide the preassembly work of the whole set of equipment.This system is the first domestic reusable large equipment preassembly system,which has many advantages such as flexible configuration,comprehensive function,good reusability,reliable control. Key words:preassembly;distributed control system(DCS);path planning;breadth first search(BFS);neural network (NN) 收稿日期:2016-01-18. 基金项目:国家自然科学基金项目(51305008);中车集团项目(5212302-X325). 作者简介:李莹(1980- ),男,硕士生,主要从事装配工艺自动化的研究;*通信作者:李东京(1978- ),男(土家族),博士,讲师,主要从事工业机器人研究. 文章编号:1008-8423(2016)01-0113-05 DOI:10.13501/j.cnki.42-1569/n.2016.03.028 中图分类号:TP242.3 文献标志码:A

猜你喜欢
电子制作(2019年19期)2019-11-23 08:42:00
中国新通信(2016年22期)2017-01-13 09:15:21
电脑知识与技术(2016年28期)2016-12-21 13:11:43
电子技术与软件工程(2016年20期)2016-12-21 10:52:33
科技视界(2016年26期)2016-12-17 15:53:57
电脑知识与技术(2016年26期)2016-11-25 00:00:00
科技视界(2016年20期)2016-09-29 12:00:43
重型机械(2016年1期)2016-03-01 03:42:04
大连工业大学学报(2015年4期)2015-12-11 04:06:52
海军航空大学学报(2015年4期)2015-02-27 13:45:47