基于策略的智能化数控铣程序编制技术研究
2016-06-06 08:56:26李铁钢
沈阳工程学院学报(自然科学版) 2016年2期
李铁钢
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
基于策略的智能化数控铣程序编制技术研究
李铁钢
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
摘要:在Edgecam软件中研究了基于策略的数控程序智能自动化编程问题,提出了策略的编程流程,论述了加工策略定制的关键技术。最后,以某典型零件的加工实例证明了该方法的有效性,实现了制造的智能化和快速化,为其他产品的智能编程提供了借鉴。
关键词:策略加工;智能化编程;特征识别;策略定制; Edgecam
数控加工代表先进制造的发展方向,数控程序决定数控加工的质量和效率。现在广泛采用的数控程序编制模式是图形交互式编程,需要先制定工艺规划,而后定义几何元素和刀具,输入切削参数和数据,频繁交互选择元素,点击鼠标、菜单和选项,操作繁琐且容易出错;编程中的刀具、夹具、毛坯等数据需要重复录入,编程效率低下,程序容易出错,编程需要个人工作经验,程序的可移植性差。
Edgecam软件可以实现基于策略模式的编程方法,在数控铣、数控车和数控车铣复合等加工编程领域,可读入主流格式的实体模型数据,经过特征识别、加工策略应用,可智能和自动化地编制数控加工程序,减少了数据的交互输入,提高了数控程序的编制效率[1-2]。
1基于策略的编程流程
策略,亦称为加工策略,是流程化和智能化的加工工艺模板。策略应用时将产生特征的加工指令,指令根据策略的代码设计对设定的材料和特征属性等条件进行智能加工。基于策略模式的集成编程流程如图1所示,以制造特征识别为基础,编程高度智能化,就是“读入模型→选择机床→选择夹具→应用策略→生成程序”的简单操作[3-4]。
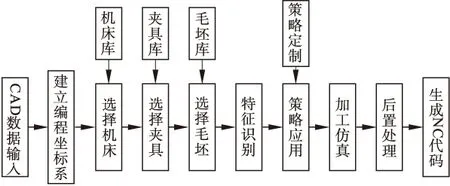
图1 基于策略模式的编程流程
基于策略的智能编程首先需要进行制造特征识别,特征识别方法有2种,即手动特征识别和自动特征识别,特征包括车削特征、铣削特征和孔特征等3大类。铣削特征包括开放形腔、开放区域、2D外形、2D形腔、平域特征和平缓区域特征等;车削特征包括外圆轮廓、前端面轮廓、后端面轮廓、沟槽、螺纹和镗削特征等[5]。
特征识别完成后,在Edgecam的规划板中应用定制好的加工策略.rmb文件,将产生加工工序指令集。系统可以自动匹配策略执行,也可以针对具体的特征手动制定单一策略文件应用执行。Edgecam具有一些通用的标准策略,能够满足绝大多数的编程需求,也能够通过策略管理器专门定制策略实现客户需求。
Edgecam具有丰富的二次开发工具,可以利用系统自带的程序命令接口语言PCI(Program Command Interface)和程序编制开发工具PDI(Programmer Development Interface)进行客户程序开发。其中,PCI为解释型的文本语言,是批处理形式的执行命令,基本语法以JAVASCRIPT语言为载体,集成专用的Edgecam命令,主要用来执行系统定义的功能菜单操作;PDI为编译型的语言,利用C#、C++和VB.NET等语言为载体,基于.NET 架构,用于读写核心数据库信息,利用CAD/CAM的内核开发复杂的加工操作,可编译生成DLL库文件或.EXE文件。
2策略定制
加工策略定制是策略编程的核心,策略定制通过策略管理器实现。策略管理器是集成的图形化语言编辑环境,是将机床、刀具、夹具、制造特征和工序JOB等连接起来构建基于“工艺流”的制造模式工具。加工策略的实质是一个制造工艺流程图,称为策略流程图,是一种形象化的图形语言,可直观地表示制造流程,由节点(Node)和连接(Link)等组成,具体元素如表1所示。
新建策略流程图时,开始节点自动出现在流程图编辑窗口,策略管理器中的输入数据组有Feature(零件特征)、Tool(刀具)、Job(作业)、Machine(机床)、Strategy(策略)、User(用户)和Global(全局)等。每个数据组有若干个属性,只有Strategy、User和Global的属性可以编辑,其他部分由Edgecam传递数据,不可编辑。Strategy组存放策略的注释信息;User组定义策略内使用的属性,可用于数据和判断节点的表达式使用;Global组定义多个策略使用的属性,可用于数据和判断节点的表达式使用。通过在修改符表达式中使用User属性,当数据流过不同的数据节点时,由于表达式内User属性值发生改变,同一进程的不同进程节点可以生成不同的指令参数。
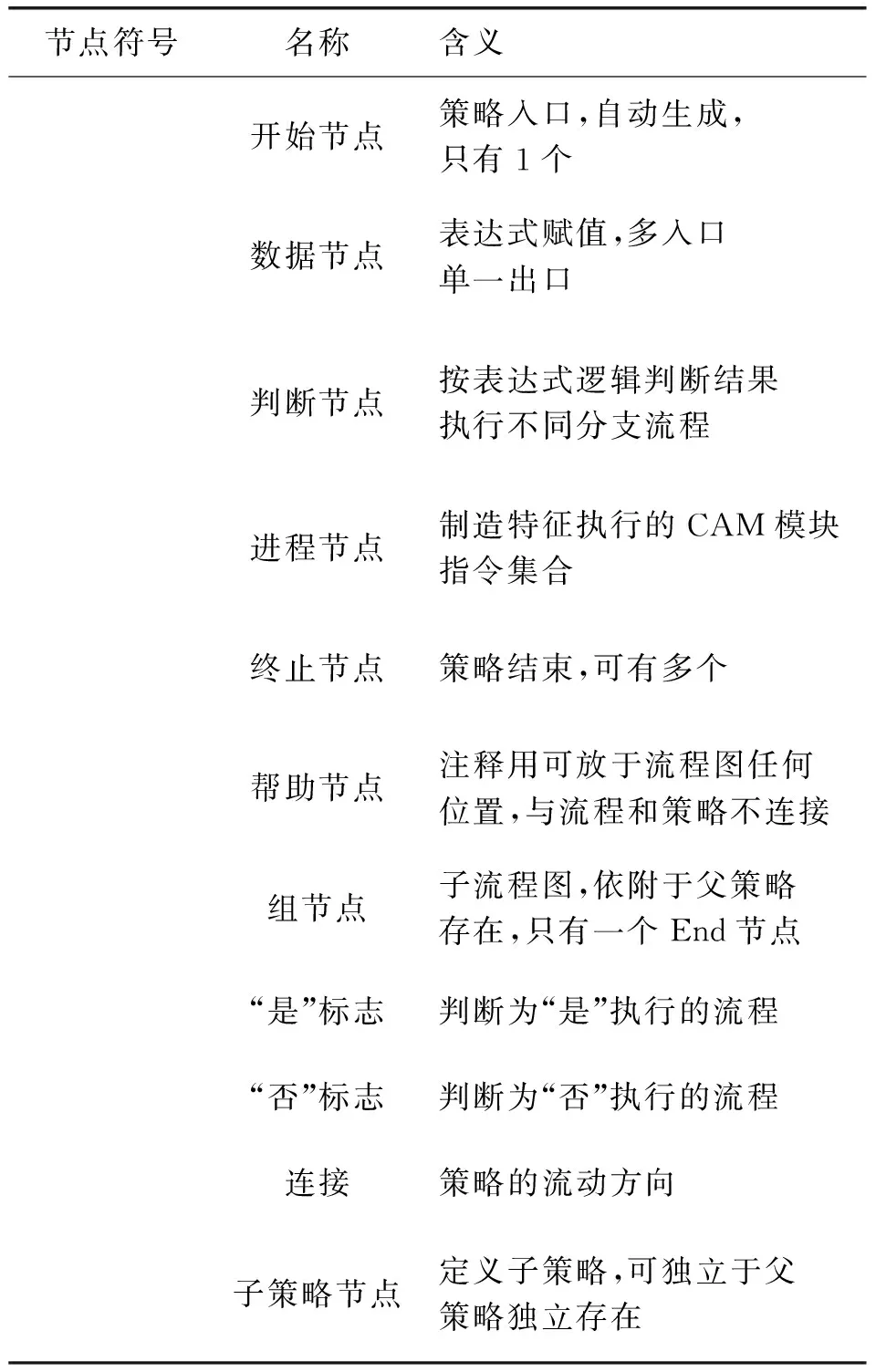
表1 典型策略元素
Feature组和Tool组内的属性字段同在Edgecam中定义的特征变量要一致,其属性的类型有整型、实型、字符型和枚举型等。特征变量可以使用数学表达式、逻辑表达式和数学函数进行计算。
进程是Edgecam中的加工工序元操作指令,由一系列的修改符及具体数据所组成。策略管理器中的进程来自Edgecam系统的定义操作,通过在Edgecam中输出,而后粘贴于策略管理器中,在策略管理器中作为策略流程图的节点使用。
在定制策略时,首先要定制好加工工艺规划,而后按照规划,通过拖拉相关的数据组于流程图界面,连接节点,定义变量属性,对属性赋值,定义流程图,最后检查策略的有效性,完成策略的定制。
在进程浏览器窗口中,可以单击进程,选择快捷菜单的增加PCI命令和增加PDI命令选项来添加PCI和PDI程序。利用SetPCIvar()和Ger PCIvar()可设置和取得系统PCI变量。
在策略中定义刀具进程时,刀具的来源有刀具箱、刀具库和新定义这3种方式。在进程浏览器中利用换刀指令修改符实现,依据设置的换刀修改符和刀具库的参数匹配实现换刀,可以通过布置过滤器改变过滤修改符的优先权。为确定选择的刀具是否来源于Edgecam刀具库,则测试属性Tool.Name是否为空,为空时则刀具不来自于Edgecam刀具库。
3应用实例
以数控铣削加工平板类零件为例,零件的上下底面为平面,零件具有孔,制定的总体加工工艺规划如下:
1)零件先粗加工,再精加工;
2)先粗加工外形,再粗加工型腔,后精加工外形,再精加工内形,最后加工孔;
3)刀具利用Edgecam的SQL SERVER数据库选择刀具。
具体的外形粗加工定义策略流程如图2所示,可以通过不同的颜色区别显示节点信息。
在流程图中,节点Delete PCI Vars用于删除发生干扰的PCI变量;Sequence Mark用于设置工序标记进程;Rollback Sequence为回滚工序进程,如果当前选择的刀具同主轴上安装的刀具相同,则不需要重新定义刀具,需要回退到进程执行前的状态;Clear Mark为清除标记进程,用来清除以前的设置和现在无用的进程。
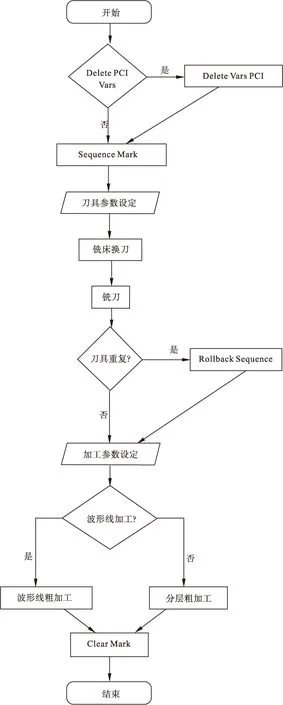
图2 外形粗加工定义策略流程
在加工参数设定节点中,判断条件为当Feature.Mill.Top-Feature.Mill.Bottom>5时,其中Feature.Mill.Top为铣削特征的上表面,Feature.Mill.Bottom为铣削特征的下表面,即零件的上下表面距离大于5 mm时,使用波浪线加工方法,否则使用分层粗加工方式。
在刀具参数设定节点中,可以智能选择刀具。如果属性Feature.Mill.MinXYRadius<10,则加工选择的铣刀直径User.Diameter=10;如果属性Feature.Mill.MinXYRadius>=10,则有User.Diameter=20。
选择的典型零件为角盒类零件,材料为7050-T3,零件外廓尺寸为200×100×20,自动特征识别后,应用策略加工最后生成的数控程序编制时间为75 s。
4结语
Edgecam软件基于策略的编程模式开创了数控编程的新时代。通过制造特征自动识别、策略定制开发并结合标准便捷的客户定制工具,实现了数控程序编制的“一键”智能化,能够适应制造业的快速响应需求,为客户提供全新快捷的数控程序编制解决方案。
参考文献
[1]韩庆瑶,韩芝龙,路世强.基于 EdgeCAM 的数控加工技术在模具加工中的应用[J].机床与液压,2009,37(6):214-216.
[2]李铁钢.基于Edgecam的梯形螺纹数控编程技术研究[J].沈阳工程学院学报:自然科学版,2016,12(1):83-86.
[3]李铁钢.基于UG Postbuilder的五轴后置处理器设计[J].机床与液压,2009,31(10):72-74.
[4]李铁钢.基于Edgecam的电极自动化编程系统开发[J].制造业自动化,2015,37(1):127-129.
[5]李铁钢.基于UG的后置处理和加工仿真研究[J].工具技术,2012,46(468):30-32.
(责任编辑张凯校对佟金锴魏静敏)
Intelligent CNC Programming Method for Strategy Milling
LI Tie-gang
(School of Mechanical Engineering,Shenyang Institute of Engineering,Shenyang 110136,Liaoning Province)
Abstract:The method of automatic CNC programming based on strategy in Edgecam software was presented.Firstly,the flowchart of strategy was proposed,and then the key technology of machining strategy planning was studied.Finally,the case study used by machining in an enterprise validated the proposed method,which provided reference for the programming intelligently and rapidly in other products.
Key words:Strategy milling; Intelligent CNC programming; feature recognition; strategy planning; Edgecam
中图分类号:TP659
文献标识码:A
文章编号:1673-1603(2016)02-0178-04
DOI:10.13888/j.cnki.jsie(ns).2016.02.018
作者简介:李铁钢(1973-),男,辽宁沈阳人,副教授,硕士。
基金项目:国家自然科学基金资助项目(50975043);辽宁省博士启动基金资助项目(20141096)
收稿日期:2016-02-28