中低速磁浮线焊接式C型钢铝复合轨及主要部件
2016-06-01 01:05:18孙维星
城市轨道交通研究 2016年1期
孙维星
(中国铁建电气化局集团有限公司,100036,北京∥高级工程师)
中低速磁浮线焊接式C型钢铝复合轨及主要部件
孙维星
(中国铁建电气化局集团有限公司,100036,北京∥高级工程师)
摘 要对中低速磁浮线焊接式C型钢铝复合轨及其主要部件进行了研究,通过理论计算和分析确定了轨体及相关部件的结构形式。对C型钢铝复合轨及其主要部件试制样品进行试验检测,结果表明其均满足行业标准和设计要求。
关键词中低速磁浮线;牵引供电系统;焊接式C型钢铝复合轨
Author's address China Railway Construction Electrification Bureau Group Co.,Ltd.,100036,Beijing,China
磁浮线分为高速磁浮线和中低速磁浮线两种[1-2],其牵引供电系统由牵引变电所和牵引网组成。牵引网主要包括馈电线、供电接触轨(第三轨)、回流接触轨(第四轨)和回流线。牵引变电所将三相高压交流电变成适合磁浮线车辆应用的低压直流电,经馈电线送到接触轨上;磁浮车辆通过受流器与接触轨直接接触取电,电流再经回流接触轨、回流线流回变电所。因此,接触轨是磁浮列车供电系统中的重要组成部件。目前应用较广泛的接触轨主要是钢铝复合轨。
1 磁浮线接触轨现状
目前,我国用于磁浮线领域的接触轨主要有C型钢铝复合轨和工字型钢铝复合轨。其中,上海高速磁浮示范运营线中采用了德国进口的C型钢铝复合轨(见图1);唐山中低速磁浮试验线和中车株洲电力机车有限公司中低速磁浮部分试验线中采用了工字型钢铝复合轨[2](见图2),其是在轮轨交通用工字型钢铝复合轨基础上的改进轨型。此外,还有一种国产的C型钢铝复合轨,与德国产品类似。
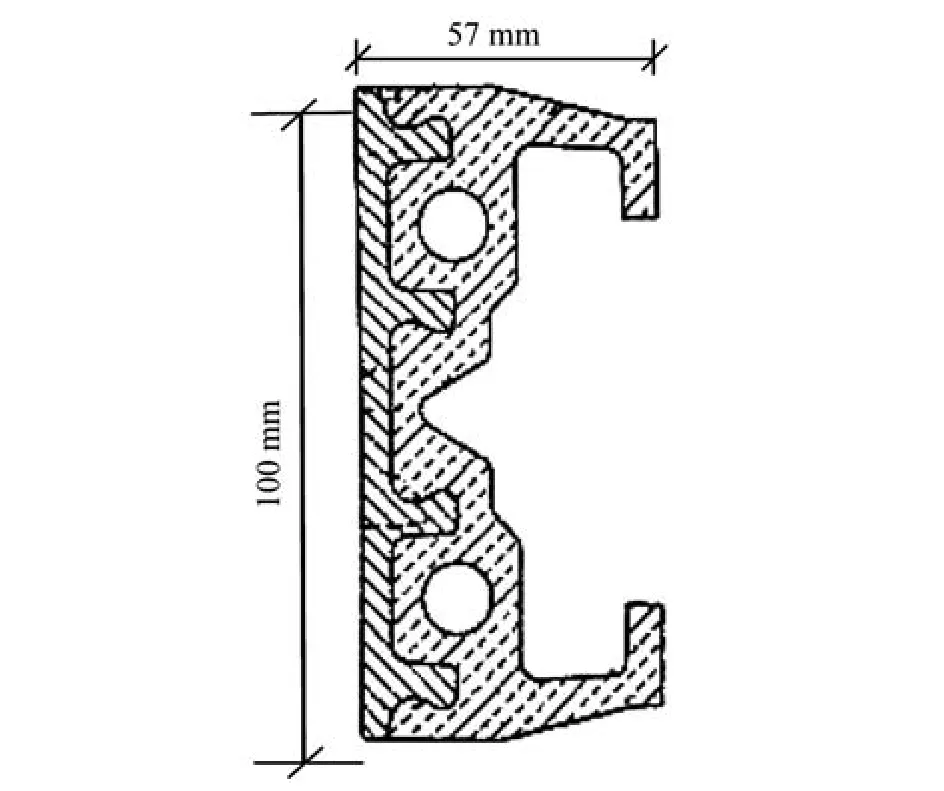
图1 C型钢铝复合轨
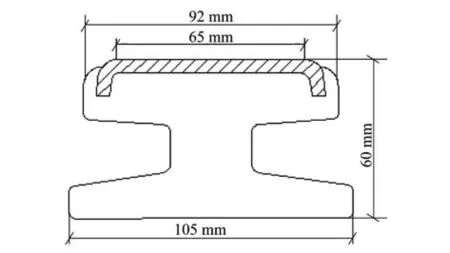
图2 工字型钢铝复合轨
与工字轨相比,C型轨具有简洁轻便、散热性好、有效授流面宽、刚柔度好、安装应力小、利于调整、布局紧凑美观、在装配设计上可节省安装空间等优点。此外,磁浮列车一般采用侧面接触受流方式,C型轨不容易存留污垢,无需另加防护措施[2-3]。因此,无论从接触轨轨身特点,还是从工程安装实践上看,C型轨在磁浮线路具有更优越的实用性。
现有C型轨的复合面为形状复杂的曲线面,其工艺比较复杂,生产制作技术难度较大。本文介绍一种焊接复合的磁浮线C型钢铝复合轨。
2 轨体结构设计
根据磁浮车辆受流特点,钢铝复合轨整体为C型断面,采用焊接复合的方式。图3为一种焊接式C型钢铝复合轨截面示意图。在图3中,1为C型不锈钢带,2为不锈钢条,3为铝轨本体,黑色部分为焊缝。单根接触轨长12 m,横截面积为3 988 mm2,选用铝-镁-硅系列6 063-T 6铝合金和06Cr19Ni10奥氏体不锈钢,具有良好的导电性、耐腐蚀性和综合力学性能。
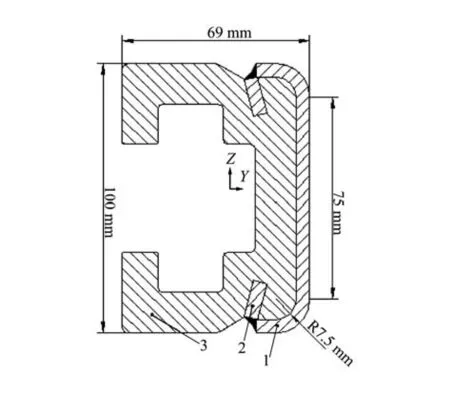
图3 焊接式C型钢铝复合轨截面示意图
钢铝复合轨截面设计要求具有一定的持续载流能力和使用寿命。载流量可按式(1)进行计算[4]:

式中:
Id——接触轨的载流量;
k——系数,k=K1K2K3K4K5,K1、K2、K3、K4、K5分别是与材料及外部环境有关的因子;
A——接触轨面积;
U——接触轨截面计算周长。
根据CJ∕T 414—2012《城市轨道交通钢铝复合导电轨技术要求》,接触轨允许的最高温度为85℃。取环境温度为40℃,代入相应数值A=3 988 mm2,U=482 mm,可得Id为4 286 A,远大于设计值3 000 A。
与轮轨交通接触轨线路不同,磁浮线路上具有坡道和小曲线半径安装段,要求钢铝复合轨具有一定的挠度和刚度。Y方向(垂直侧面轨面方向,见图3)刚度要小,以有利于钢铝复合轨侧向安装时线路曲线段的安装;Z方向(垂直线路方向,见图3)刚度适中。经计算,该C型钢铝复合轨对Y轴的截面惯性矩较小,为18.3×105mm4,有利于磁浮线路小曲线半径段的安装。
现对钢铝复合轨水平方向(即Y方向)人工弯曲半径进行理论计算。钢铝复合轨在线路上通过绝缘支撑装置(绝缘支架)固定,在曲线线路上钢铝复合轨弯曲变形后的固定力也来自绝缘支架。在曲线线路上钢铝复合轨弯曲后的变形量示意图如图4所示。
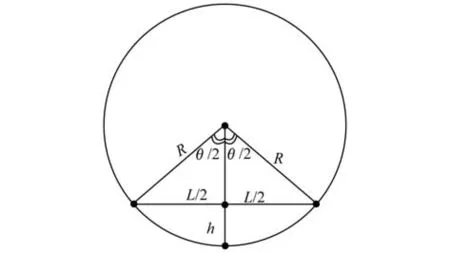
图4 弯曲变形量示意图
根据几何学原理,由图4可得到:

式中:
h——钢铝复合轨水平方向变形量;
R——钢铝复合轨弯曲半径;
θ——钢铝复合轨所对中心角,θ=L∕R,L为钢铝复合轨长度。
h相当于在跨中集中载荷作用下的最大挠度,可由式(3)得出:式中:

F——跨中集中载荷(绝缘支架的固定力);
E——钢铝复合轨弹性模量;
Iz——钢铝复合轨的截面惯性矩。
设钢铝复合轨在线路上每隔3 m有一个绝缘支架固定,则取跨度为6 m,代入相应数值,可得到当跨中集中载荷为2 kN时(绝缘支撑装置极限载荷为6 kN),弯曲半径为70 m,可以满足磁浮线路曲线段安装使用要求。
Z方向刚度应适中,若刚度太小,在钢铝复合轨自重作用下挠度太大,会增加竖直方向绝缘支撑装置的数量,影响安装精度;若刚度太大,则不利于坡道段的安装。轨体自重作用下的最大挠度可由式(4)计算得出[4]:

式中:
q——轨体自重的均布载荷;
l——两个绝缘支撑间跨距;
E——钢铝复合轨弹性模量;
I——截面惯性矩(对Z轴)。
取l为3 m,经计算,两个绝缘支架间轨体自重产生的挠度为0.2 mm。为保证供电,供电轨轨面理想精度与理论偏差值不大于±2 mm,故其对安装精度影响较小。
3 相关部件
磁浮接触轨装置除钢铝复合轨外,还包括膨胀接头、端部弯头、中心锚结等相关部件及绝缘支撑等。
3.1膨胀接头
膨胀接头用于补偿接触轨因热胀冷缩产生的长度变化,如图5所示。其采用3段断轨形式,通过铝心棒及螺栓机械锚固连接为一体,铜板和软铜带用于断口处电流的传输。
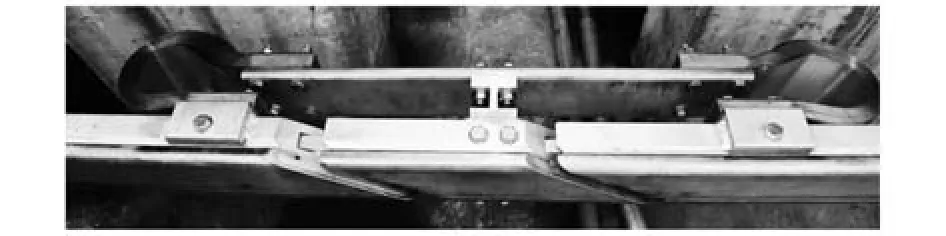
图5 膨胀接头
膨胀接头自身在结构上应具有一定的伸缩间隙,能够在相应范围内消除轨体膨胀和收缩带来的不利影响,以保证接触轨装置的正常工作。其膨胀伸缩间隙可由式(5)近似确定:

式中:
s——钢铝复合轨膨胀伸缩间隙;
α——钢铝复合轨的综合热膨胀系数;
ΔT——温差;
L1——锚段长度。
膨胀接头伸缩间隙首先应满足受流器能够平滑地滑入和滑出,并能可靠取流。设受电靴沿线路方向的长度为80 mm,则s≤160 mm,将相应数值代入式(5),可计算出L1≤76.9 m,考虑到相应的产品误差和安装误差等因素,可取锚段长度为60 m。
3.2中心锚结
在锚段的适当位置将C型钢铝复合轨与绝缘支架固定,这种固定装置称为中心锚结,如图6所示。在两侧装有膨胀接头的锚段里,必须加设中心锚结,其布置原则为尽量使中心锚结两端张力相等。直线区段以及曲线半径相同的曲线区段,中心锚结均设在锚段中部;直线和曲线共有区段且曲线半径不等时,中心锚结设在靠曲线多、半径小的一侧。道岔区域分段绝缘器两侧需设置中心锚结,当温度变化时,可使轨体向膨胀接头方向滑动,以保证分段绝缘器的间隙,避免道岔搬动时分段绝缘器碰撞。
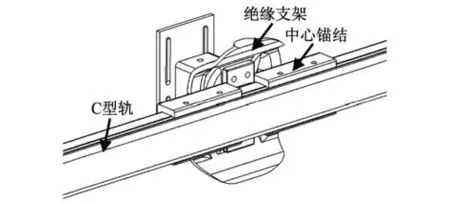
图6 中心锚结
3.3绝缘支撑
接触轨绝缘支架必须坚固可靠并具有三维调整能力,以充分消除土建误差。图7为直线段绝缘支架示意图,其底座上1位置处的长条孔可调节竖直方向的精度,2位置处内部是与底座相连的套筒,其上有垂直底座方向的长条孔,可以实现水平方向的精度调节。图8为曲线段绝缘支架示意图,可通过1、2位置处的长条孔分别进行竖直方向和水平方向的微调节,并通过3位置处的弧形滑块及滑道槽实现轨面±6°的角度调节,以满足磁浮线路曲线段的安装调节要求。
C型钢铝复合轨其它相关部件如中间接头、端部弯头、道岔接头、电缆连接板、分段绝缘器等关键技术也已被攻破。
4 试验检测
4.1钢铝复合轨检测
C型钢铝复合轨样品已经第三方试验检测:在持续载流试验中,加载直流电流3 000 A,持续4 h,轨温升至66.4℃,(小于允许值85℃),持续载流能力可满足CJ∕T—2012标准要求;轨温20℃时复合轨直流电阻为9.5μΩ∕m;沿线路方向抗拔力和垂直线路方向抗拉力平均值分别为20.13 k N和50.09 k N,均满足行业标准和设计要求。
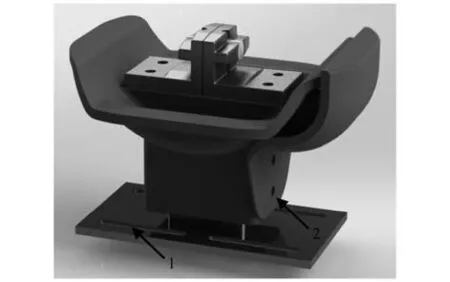
图7 直线段绝缘支架
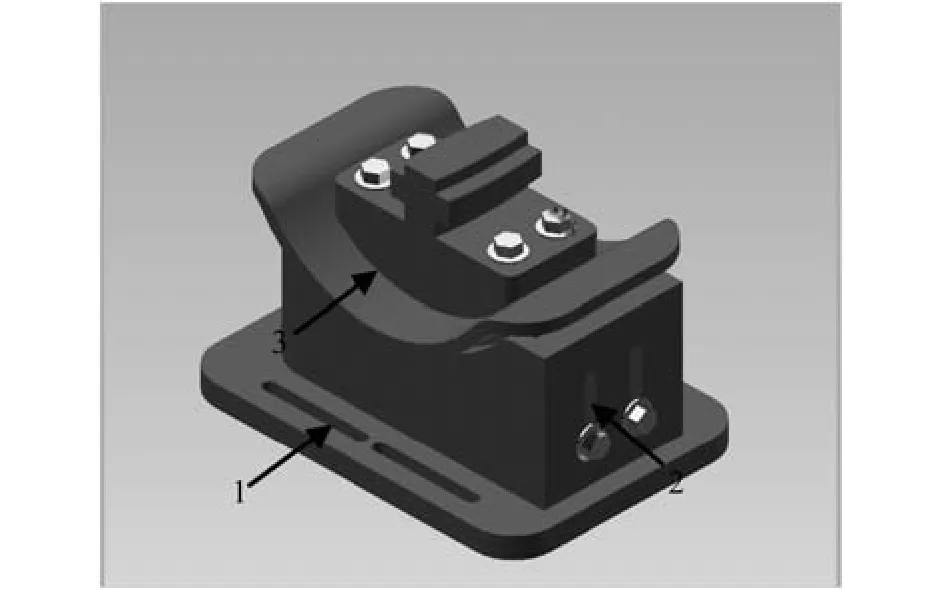
图8 曲线段绝缘支架
4.2主要相关部件检测
对膨胀接头样品进行检测,初始滑动力为80 N;最大调整间隙为158 mm;轨温20℃时过渡电阻为10.5μΩ∕m;加载直流电流3 600 A,持续4 h,轨温升至75℃,能满足行业标准和使用要求。
绝缘支架经检测,爬电距离为304 mm;沿线路方向和垂直线路方向的静态载荷和极限破坏载荷均可以满足对轨体及附件的固定支撑;雷电全波冲击电压耐受以及工频电压干、湿、污秽电压耐受试验,均未闪络,可满足使用条件。
5 结语
焊接式钢铝复合轨及相关产品经设计计算、样品试制检测及安装应用,完全可满足中低速磁浮线供电系统要求。
目前,我国还没有投入使用的中低速磁浮商业运营线,C型钢铝复合轨及相关产品在中国中车株洲电力机车有限公司中低速磁浮试验线上得到成功应用,车辆运行稳定,接触轨及所有结构形式无异常变化,与车辆受流器匹配良好。希望该产品能在建设和规划中的磁浮运营线中得到更多应用。
参考文献
[1] 刘永红.中低速磁浮列车动力轨系统设计关键技术的研究[J].铁道标准设计,2008(6):97.
[2] 王财华.钢铝复合导电轨在磁浮交通工程中的应用[J].城市轨道交通研究,2011(10):92.
[3] 周琳.唐山中低速磁浮既有试验线供电轨改造[J].现代城市轨道交通,2012(2):28.
[4] 王旭,王进.新型钢铝复合接触轨的设计与计算[J].产品开发,2008(7):57.
Welded C-type Steel-aluminum Compound Rail and the Main Components for Medium-low Speed Maglev
Sun Weixing
AbstractIn this paper,the welded C-type steel-aluminum compound rail and the main components for mid-low speed maglev are studied.Through theoretical calculation and analysis,the structure of rail body and the related pats are confirmed. Trial samples of the welded C-type steel-aluminum compound rail and the main components are tested,the result shows that they could meet the industry standards and design requirements.
Key wordsmid-low speed maglev;traction power supply system;welded C-type steel-aluminum compound rail
中图分类号U 213.4:U 237
DOI:10.16037∕j.1007-869x.2016.01.023
收稿日期:(2015-07-06)