数控机床位置精度评定标准的探讨
2016-05-30 00:13刘利海林新星唐睿琳
科技与企业 2016年1期
刘利海 林新星 唐睿琳

【摘要】本文机床检测的验收标准进行了具体的介绍,其中包括ISO标准,美国NMTBA标准,VDI3441标准和日本JIS标准,具体分别介绍了这几种验收标准的评价原则以及优劣性,以及使用用途。
【关键词】数控机床;位置精度;标准;评价原则
1、概述
机床的位置精度是指机床各坐标轴在数控装置控制下运动部件所能达到的目标位置的准确程度。各运动部件在程序指令的控制下所能达到的精度直接影响了加工零件的精度。因此精确评定位置精度显得尤为重要,然而评定这种精度的方法很多,但是目前行业中评定这种精度常用ISO标准,美国NMTBA标准,VDI3441标准和日本JIS标准这四种评定方法。但是这四种方法的评价各有什么特点以及区别在什么地方,在什么情况下应该采用何种评定方法,我们在下面对这几种方法分别进行介绍。
2、机床验收标准
2.1 ISO标准
2.1.1 ISO标准简介
在所有的机床位置精度的测量过程中,沿轴向分布的各个目标点上都假设存在一条正太分布的曲线,由于是多回合的测量过程,因此对于每个目标点来说,都存在一条实际测定点系列的分布,通过这种分布的标准偏差计算,则可以求出该正态曲线。在ISO230-2标准中,标准不确定度的包含因子为2,这个包含因子可以包含无限多个点中约94.95%的位置分布情况。而这个发散度即为某一指定目标点的重复精度。
为了标定机床的定位精度,必须在运动轴向上建立一些目标位置点,然后根据目标位置点对应的一系列实际位置点计算标准不确定度的分布情况,所有正态最上端曲线和最下端曲线的展宽即为定位精度,由于存在反向量差,双向靠近时发散度大,精度值也更大。重复精度是指目标点处一条正态曲线最大展宽。因此这种方法基于最差定位精度的情形,并且包含了所有的可能。
2.1.2 ISO标准中几个重要的评价指标。
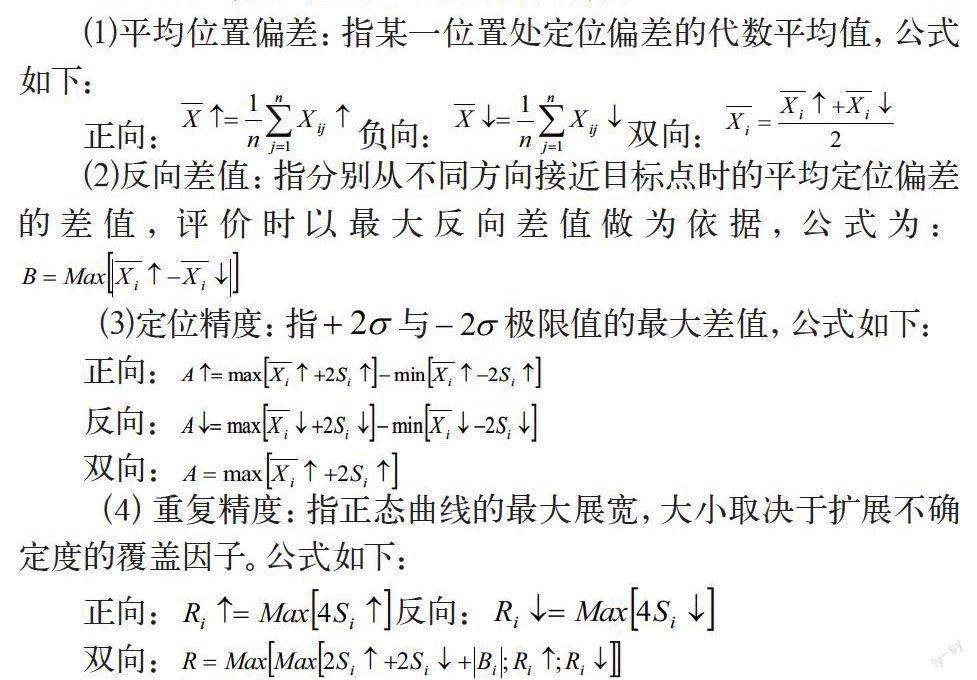
(1)平均位置偏差:指某一位置处定位偏差的代数平均值,公式如下:
正向:负向:双向:
(2)反向差值:指分别从不同方向接近目标点时的平均定位偏差的差值,评价时以最大反向差值做为依据,公式为:
(3)定位精度:指与极限值的最大差值,公式如下:
正向:
反向:
双向:
(4)重复精度:指正态曲线的最大展宽,大小取决于扩展不确定度的覆盖因子。公式如下:
正向:反向:
双向:
2.2 德国标准
2.2.1 德国标准简介
欧洲机床生产商,特别是德国厂家,一般采用VDI3441标准。该标准定位精度由四项指标组成:定位不确定度(P),定位发散度(Ps),反向量差(U)和位置偏差(Pa)。定位不确定度P与国标ISO标准中的定位精度差不多,都是计算沿轴向正态曲线的最大展宽,唯一的不同是VDI标准将两根正态曲线合为一体,通过先取其平均值,再进行六次平均标准差得出,然后将反向量差除以2,每一半加至平均正态曲线的一端,这条合并的曲线即为发散度。重复精度是由目标点对应的最大定位发散度加上反向误差而得,但是值得注意的是德国VDI标准的包含因子为3。
2.2.2 德国VDI标准中几个重要的评价指标。
(1)位置偏差:沿轴向的目标点与对应的实际位置点平均值之间的最大差值。公式为:
(2)反向量差:与ISO标准的反向差值一样。公式为:
(3)定位精度:该项指标反向差值参与了运算。
公式为:
(4)重复精度:由于包含因子为3,所以公式为:。
2.3 NMTBA标准
2.3.1 NMTBA标准简介
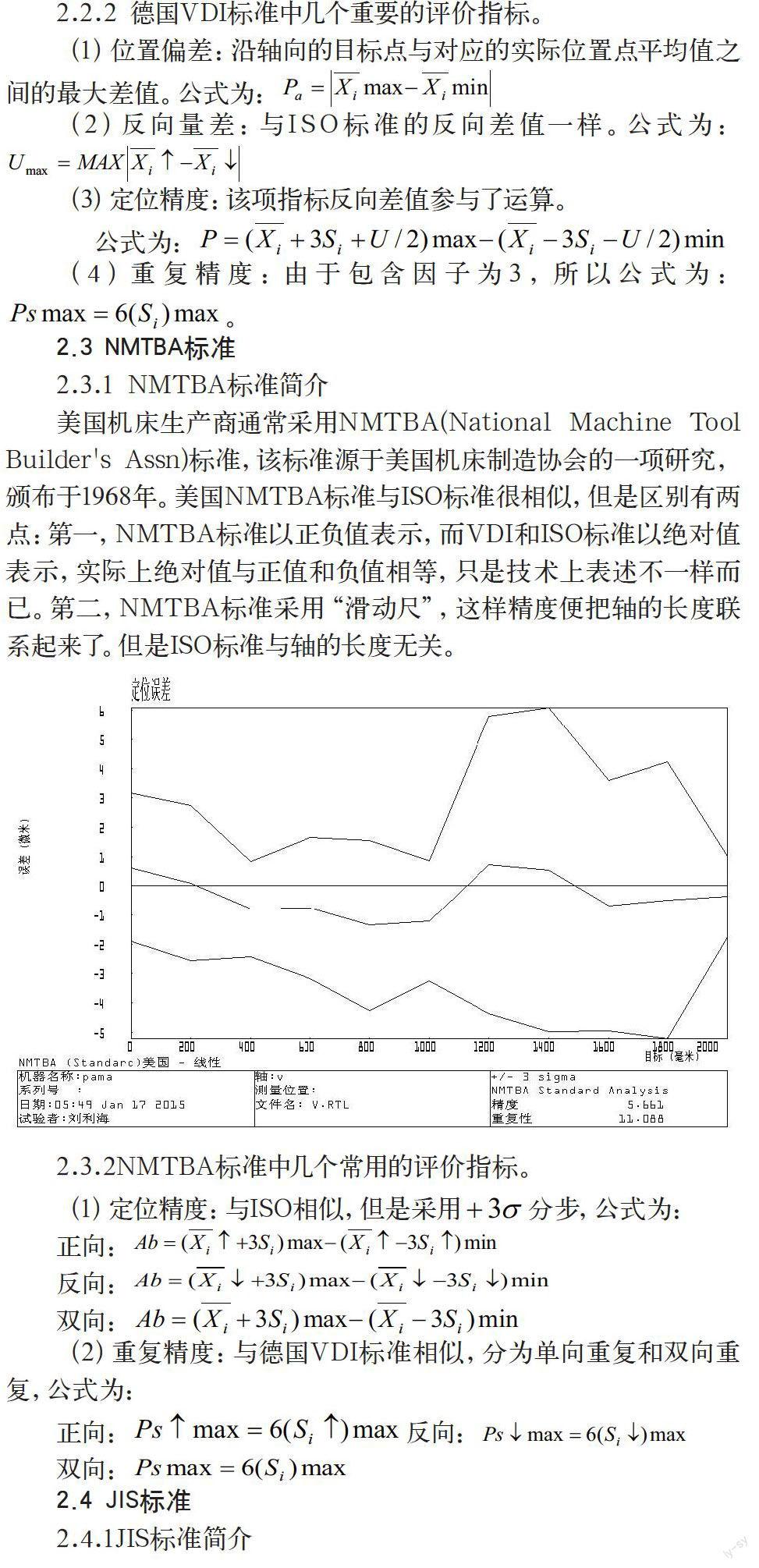
美国机床生产商通常采用NMTBA(National Machine Tool Builder's Assn)标准,该标准源于美国机床制造协会的一项研究,颁布于1968年。美国NMTBA标准与ISO标准很相似,但是区别有两点:第一,NMTBA标准以正负值表示,而VDI和ISO标准以绝对值表示,实际上绝对值与正值和负值相等,只是技术上表述不一样而已。第二,NMTBA标准采用“滑动尺”,这样精度便把轴的长度联系起来了。但是ISO标准与轴的长度无关。
2.3.2NMTBA标准中几个常用的评价指标。
(1)定位精度:与ISO相似,但是采用分步,公式为:
正向:
反向:
双向:
(2)重复精度:与德国VDI标准相似,分为单向重复和双向重复,公式为:
正向:反向:
双向:
2.4 JIS标准
2.4.1JIS标准简介
日本机床生产商标定“精度”时,通常采用JISB6201或JISB6336或JISB6338标准。JISB6201一般用于通用机床和普通数控机床,JISB6336一般用于加工中心,JISB6338则一般用于立式加工中心。上述三种标准在定义位置精度时基本相同,文中仅以JIS B6336作为例子,因为一方面该标准较新,另一方面相对于其它两种标准来说,它要稍稍精确一些。
日本工业标准JIS6336比前述三种标准都简单,自然精度也没有前面三种准确,JIS仅要求一次双向测量,目标点与其对应的实际点之间的最大位置偏差即为定位精度,重复精度是指目标点的最大分散度。
2.4.2 JIS标准中几个常用的评价指标
(1)定位精度:实际位置与对应目标位置差值的最大值。
(2)重复精度:在任意一点相同方向重复定位7次,误差读数以在目标点的最大分散度除以2,再加上“±”值。
3、实例
为了分析以上四种评价标准的不同,我们利用双频激光对分厂的一台名为pama的机床的V轴进行多次双向检测,并对该测量结果进行评价分析。结果如下表所示:
单位:μm
从上述表格的数据可以看出:第一,美国NMTBA和日本JIS-B6330只对定位精度和重复精度做出了评价,位置偏差和反向差值没有要求。第二,在对四种标准重复精度的评价中,德国3441和美国NMTBA标准对重复精度的要求最高,日本重复精度要求最低。第三,在定位精度的评价中,德国标准的要求最高,因为其反向量差参与了运算,日本精度要求最低。第四,在位置偏差和反向差值的计算中,由于ISO标准和德国3441标准计算公式相似,所以精度计算出的结果也相似。
4、结论
综上所述,四种标准中,ISO标准和德国标准均比美国NMTBA标准和JIS-B6330标准精度要求高,而且前两者评价项目更全面。这是由于国标ISO和德国3441采用数理统计方法,处理数据科学合理,从公式可以看出,由于每个偏离平均值的误差进行平方运算,减小了带有偶然性的较大误差的影响,因此其结果平均特性好,数据可靠。在ISO和德国3441标准中,德国3441标准由于反向差值参与了定位精度的运算,即使反向差值影响定位精度,英因此定位精度上德国3441要求比ISO标准高;在重复精度中由于ISO标准覆盖因子取2覆盖了94.45%的位置分布情况,而德国3441标准中覆盖因子为3,覆盖了99%的位置分布情况,所以在重复精度中,德国3441标准比国标ISO标准要求更高。
从上分析可以得出,在四种标准中,德国3441标准是精度要求最高的,ISO标准次之。因此我们在进行机床验收时,建议采用德国3441标准进行验收。
参考文献
[1]GB/T17421.2-2000 <机床检验通则>
[2]GB10931-89《数控机床位置精度评定方法》
[3]日本JISB6336-1980《数控机床试验方法通则》
[4]德国VDI/DGQ3441.3:1994《机床工作精度和位置精度的统计检验原理》
[5]美国机床制造商协会NMTBA1977第2版《数控机床精度和重复性的定义及评定方法》
猜你喜欢
城市道桥与防洪(2022年4期)2022-07-01
制造技术与机床(2019年12期)2020-01-06
当代陕西(2019年8期)2019-05-09
动漫星空(兴趣百科)(2019年3期)2019-03-07
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
家庭影院技术(2018年4期)2018-05-09
精密制造与自动化(2018年1期)2018-04-12
电子制作(2017年20期)2017-04-26
锻压装备与制造技术(2016年3期)2016-06-05