变纬密经重平组织织物的织造技术研究
2016-05-30 10:48姚禹国孙波徐美娜
浙江纺织服装职业技术学院学报 2016年1期
关键词:织物
姚禹国 孙波 徐美娜
摘 要:介绍了变纬密经重平织物的生产方法,对在不带变纬密装置的多色选纬织机上实现变纬密经重平织物的生产技术进行了详细的论述和探讨,为拓展织机的织物制织范围和企业新产品开发,提供技术和理论参考。
关键词:变纬密;经重平组织;织物;织造技术
中图分类号:TS105 文献标识码: B 文章编号:1674-2346(2016)02- 0001-04
0 前言
纺纱织布过程中,织机是最重要的设备之一。近年来,作为纺织大国的中国,织机得到了飞速的发展,据不完全统计,我国已有各类织机近150余万台。但大部分都是不带变纬密功能的普通织机,都是以均匀纬密织物为目标织物的织机,织造过程中每一纬的卷取量和送经量都是恒定不变的,故无法织造变纬密织物。而变纬密织物具有独特的特征和性能,且能使织物外观风格产生特殊的效果,深得消费者喜欢。但目前,变纬密经织物的传统织造方法是在带有变纬密功能的卷取和送经装置的织机实现。其每次开口只引入1根纬纱,而送经机构和卷取机构根据设定的纬密要求,送出不同长度的经纱和将不同长度的织物引离织口,获得变纬密织物。由于每次开口只引入1根纬纱,故入纬率(产量)较低。因此,本文在分析变纬密经重平织物结构特点的同时,探讨变纬密织物新的织造方法,实现在普通织机生产变纬密经重平织物,为拓展现有织机的适用性以及产品开发提供参考。
1 变纬密经重平织物
变纬密织物是在一个织造纬向循环内,织物密度按照某一变化规律,从某一纬密变化到另一纬密,且连续或间断变化的织物。而经重平组织则是在平纹组织的基础上延长相同数量的相同组织点而获得的组织。故变纬密经重平织物的纬密是由2种或2种以上稀密不同的纬密按照一定规律变化,且其组织为经重平组织的织物。因经重平组织的外观呈横向凸条纹,加上有规律的稀密变化,使织物表面产生渐变的隐条外观风格效果,如图1所示。
2 变纬密经重平织物的传统织造方法
现以组织为经重平组织,密段纬密与稀段纬密的比值K为3∶1的织物为例,其传统织造方法的上机图如图2所示。织机需配置电子送经和电子卷取装置,上机设定2种送经量和卷取量,每织9纬变换1次送经量和卷取量。开口采用3上3下凸轮开口机构或多臂开口机构织造,每次开口引入1根纬纱,18次引纬完成1个织造循环。
3 变纬密经重平织物的织造新方法
由图1可以看出,变纬密经重平织物用传统织造方法织造时,在梭口形成过程中,经纱都是连续3次在上或在下,即经纱连续3次形成梭口的上层或梭口的下层,使其连续3次在上或在下与纬纱交织形成织物。因此,利用1次开口同时引入3根纬纱的织造方法,可实现经纱连续几次在上或在下与纬纱交织的目的,即1次开口达到形成不同数量的多个相同组织点的目的,以满足经重平织物的延长相同组织点的要求。同时,由于每次梭口的送经量是一定的,而每次梭口引入的纬纱根数不一样,故形成了织物上不同的纬密。每次梭口引入纬纱的根数多,就形成织物的密段;每次梭口引入纬纱的根数少,就形成织物的稀段,即实现织造变纬密织物。
由图3可以看出,采用每次梭口引入3根和1根纬纱的2种引纬织造方法,在穿综不变的情况下,纹板图发生了变化,开口需采用多臂开口机构织造,12次开口完成1个织造循环。

4 织造新方法的工艺原理
4.1 新方法的技术工艺方法
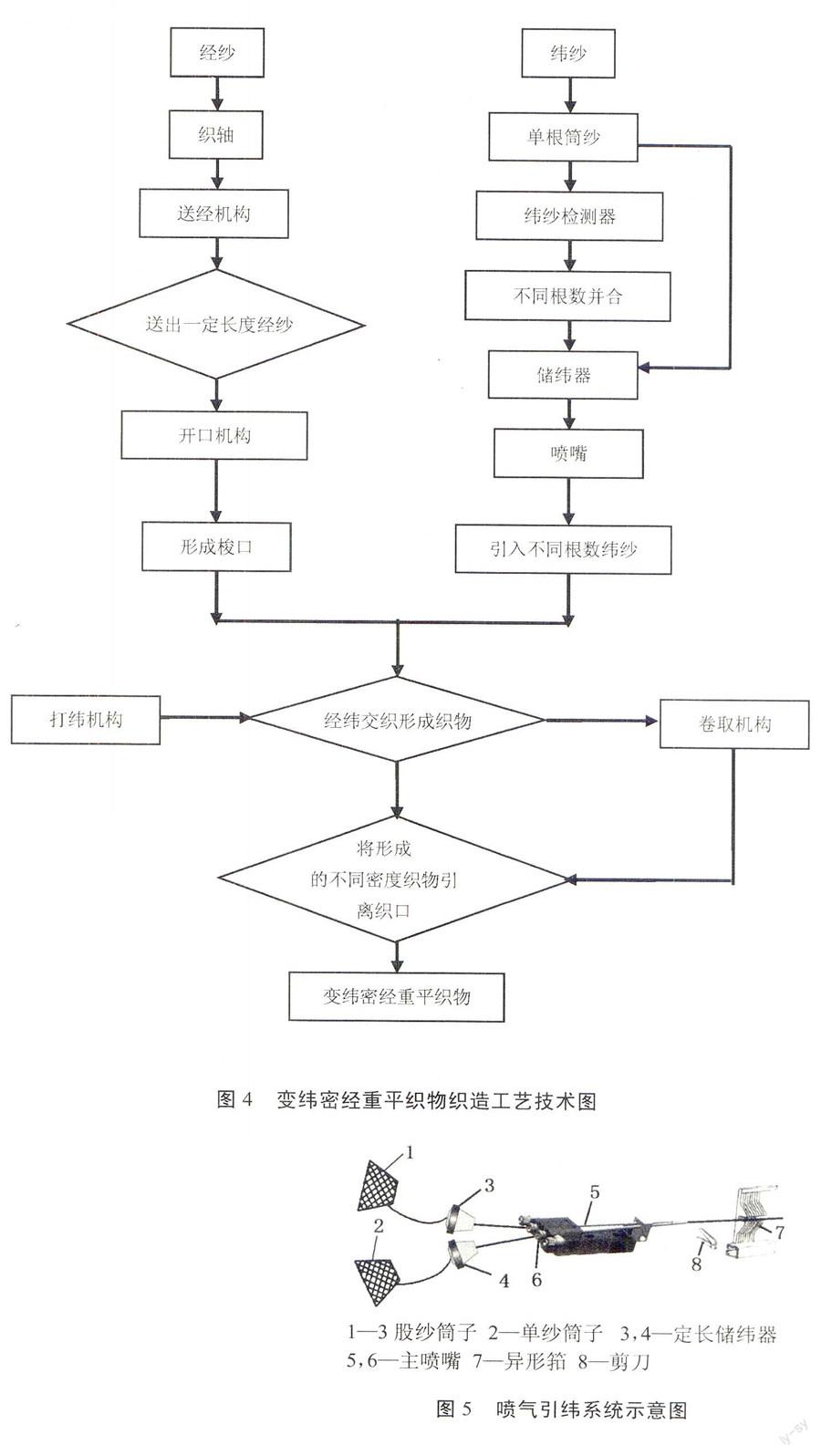
织造新方法的技术工艺方法如图4所示。
对于多股纬纱有两种不同的供纬方法。一是在喷气织机上,将多根纬纱同时绕在一个储纬器上而形成多股纱,再穿入喷嘴进行引纬;二是通过纬纱准备工序,将多根纬纱在并线机或络筒机上并合,做成多股无捻纱筒子,以供喷气织机引纬。经准备加工后的经纬纱,在开口、引纬、打纬、送经及卷取等五大运动的有机配合下,形成变纬密经重平织物的组织结构,并实现织物的连续织造生产。
4.2 新方法的织造实践
本次实践的织物组织为3上3下经重平,设定密段与稀段两种纬密的比值K为3∶1,其上机图见图3。同时,织造采用多臂开口机构和带有2色供纬的喷气织机,喷气引纬系统如图5所示。织机的卷取机构为机械式卷取机构,送经机构为机械式送经机构。每一纬的送经量和卷取量按设定值恒定不变,并按多臂开口机构的梭口变化规律,每一次开口按设定的引纬顺序,引入1根或3根相应的纬纱。
本实践的织物织造生产原理是:
首先,通过纬纱准备工序,将3 根单纱在并线机上做成3股纱筒子,以备织造使用。同时,根据变纬密经重平织物的规格要求,按织物的纬密较小值,计算织物的送经量和卷取量,并计算确定纬密变换齿轮齿数。然后,将符合计算齿数的变换齿轮装于织机上,以保证在织造过程中,卷取机构将恒定的相应长度的织物引离织口,送经机构送出恒定的织造所需长度的经纱。
根据图2的3上3下变纬密经重平织物上机图和图4的引纬系统示意图,其引纬过程为:
第1次引纬,从3股纱筒子“1”上退绕下来的3根纬纱,绕于同一个储纬器“3”上,并同时引入同一个主喷嘴“5”,当喷气引纬时,从主喷嘴“5”上喷出的气流将3根纬纱同时引入梭口,完成1次引纬。
第2次和第3次引纬,重复第1次引纬过程。
第4次引纬,从单纱筒子“2”上退绕下来的1根纬纱,绕于储纬器“4”上,并引入主喷嘴“6”,当喷气引纬时,从主喷嘴“6”上喷出的气流将1根纬纱引入梭口,完成1次引纬。
第5至第12次引纬,重复第4次引纬过程,每次引入1根纬纱。
经过12次引纬完成一个变纬密循环的织造。由于卷取量和送经量的恒定,1次开口引入3根纬纱段的织物纬密与引入1根纬纱段的织物纬密之比为3∶1,即实现了第1至9纬的织物纬密为第10至18纬的3倍。
5 入纬率比较
入纬率是指织机每分钟引入梭口的纬纱长度的米数。入纬率的单位为m/min。它是衡量和比较织机生产能力的参数,入纬率越大,表明织机每分钟引入梭口的纬纱长度就越长,织机的生产能力就大,产量就高,反之则反是。
如上述实践织物的喷气织机车速为720 R/min,上机筘幅为156㎝,织物的一个织造循环的纬纱数为18根,一个织造循环引纬次数为12次。按式(1)计算得传统织造方法的入纬率为1123.2 m/min,而采用新织造方法时,按式(2)计算得织机主轴一转引入梭口的平均纬纱根数为1.5根,故按式(3)计算可得新织造方法的入纬率为1684.8 m/min。于是,新的织造方法与传统织造方法的入纬率比较,入纬率提高约50%。因此,变纬密经重平组织织物采用新的织造方法,可有效提高织机的入纬率和织物的产量。
6 结语
根据变纬密经重平织物的结构特点,采用单纱筒子和多股纱筒子2种筒子交替供纬,同时按织物不同纬密的变化规律,1次开口引入2种不同根数的纬纱,而送经机构送出恒定长度的经纱长度,卷取机构卷取恒定长度的织物,实现织物纬密的变化而形成变纬密经重平织物,使不带变纬密装置的多色选纬织机也能生产变纬密经重平织物,拓展了织机所能制织的织物范围,为企业的新产品开发,提供了技术支持。同时,新的变纬密经重平织物织造方法与传统织造方法比较,其具有入纬率高,产量高,生产成本低等优点。
参考文献
[1]王树英,张素俭.织物结构与设计[M].北京:化学工业出版社,2008:29-31.
[2]崔鸿钧,李丽君,周刚明. 喷气织机束纱引纬织造技术研究与实践[J].上海纺织科技,2009(5):7-10.
[3]窦玉冲,李凌云,谢莉青. FAST剑杆织机变纬密织物的开发[J].山东纺织科技,1999(2):24-26.
[4]崔鸿钧,李丽君,陈爱香.现代机织技术[M].上海:东华大学出版社,2014:230-231.
Research on the Controllableweft Density Warp Rib Fabric Weaving Technology
YAO Yu-guo SUN Bo XU Mei-na
(Ningbo Xindachang Weaving Company Ltd., Ningbo Zhejiang 315021,China )
Abstract: This paper introduces the production methods of controllableweft density warp rib fabrics and discusses in detail the technology of realizing controllableweft density warp rib fabric production on multicolor weft loom without controllableweft density device, which provides technical and theoretical reference for the expansion of fabric weaving range and the development of new products in enterprises.
Key words: controllableweft density; warp rib; fabrics; weaving technology
(责任编辑:竺小恩)
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
纺织标准与质量(2022年3期)2022-08-10
纺织科学研究(2021年7期)2021-12-02
纺织科技进展(2021年5期)2021-07-22
纺织科学研究(2021年6期)2021-07-15
纺织科学研究(2021年6期)2021-07-15
纺织科学与工程学报(2020年1期)2020-06-12
中国洗涤用品工业(2019年4期)2019-05-11
西安工程大学学报(2016年3期)2016-06-05
中国洗涤用品工业(2015年8期)2015-02-28