
箱体类机匣加工工艺研究
2016-05-30 10:48赵正
科技创新导报 2016年10期
赵正
摘 要:该文针对某机前支承壳体单件的加工过程进行工艺分析。此零件单件材料为铸镁,是异形机匣壳体中比较典型的零件。空间型面多,孔系分布不规则,且形位公差要求比较高等特点,从加工方案的确立、设备的选择、工艺装备的设计及零件在加工中的受力情况等几个方面进行分析和讨论。找出了适合于加工某机前支承壳体这种类型零件的工艺方法。
关键词:前支承壳体 异形机匣 推重比 铸镁
中图分类号:V263 文献标识码:A 文章编号:1674-098X(2016)04(a)-0017-02
前支承壳体是箱体机匣中的一种,属于中心传动类机匣。安装在压气机前端,用精密螺栓固定在前机匣整流叶片下的安装板凸耳上,与中支承一起使发动机轴保持在发动机回转中心。通过此次攻关找出适合于加工某机前支承壳体这种类型零件的工艺方法。
1 项目概述
通过对零件结构特点的分析、材料和毛坯的选择、材料性能的分析、工艺路线的定制与分析等几个方面,加工出合格零件,并制定出一条适合于此类零件加工的工艺路线和工艺方法。
2 技术方案
2.1 前支承壳体的结构特点
该壳体结构比较复杂。在壳体外圈安装边上分布高精度的定位销孔和精度要求不高的螺纹孔及直径小且长度长的交叉油路孔;壳体前面内圈是衬套安装孔和安装结合面,结合面上分布着螺纹孔及交叉油路孔;内腔小,并与各油路孔相通,且加工时目视不可见。各油路孔位置都呈空间角度分布,需要专用钻具才能加工。
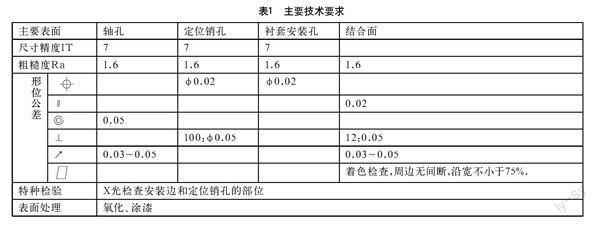
2.2 前支承壳体的主要技术要求
为保证装配的精度,达到设计要求、符合工作状态,对结合面和定位销孔及轴孔的形位公差、尺寸精度、表面粗糙度、特种检验、表面处理和密封试验等都作出明确规定。见表1。
2.3 前支承壳体的材料及毛坯的选择
(1)材料的选择:镁合金是最轻的金属结构材料,其密度为1.75~1.90 g/cm3。镁合金的强度和弹性模量较低,但它有高的强度和刚度,在相同重量的构件中,选用镁合金可使构件获得更高的刚度。有很高的阻尼容量和良好的消震性能,适用于制造承受冲击载荷和振动的零部件。铸镁具有较高的强度,容易铸造且可焊接 ,显微疏松倾向低,铸件致密性高,在人工时效状态(T1)下应用时,切削加工性好。
(2)毛坯的选择:通过设计要求看,除装配位置或有配合要求的尺寸要求较严格外,其余非加工表面要求较低,一般选择砂型铸件即可满足设计要求和使用性能。在这里就选择砂型铸件作为此壳体的毛坯。
2.4 前支承壳体的加工工艺程序设计
(1)毛坯选择砂型铸件,毛坯图由铸造分室工艺员绘制,并经机械加工工艺员会签。双方共同协商划线和机械加工基准(粗基准)以及需要特殊给定的加工余量等内容。基准的选择应尽可能选取非加工表面作为机械加工基准并优先考虑一圆两面的定位方案。
(2)基准确定后,安排划线工序,通过划线对粗机械基准进行必要的调整,为过度到精基准提供找正依据。而且划线还可以分析毛坯余量分布的正确性,减少废品的发生。粗基准在加工过程中只能使用一次。
(3)前支承壳体的结构主要是回转尺寸,所以选择车床加工精基准。用三爪卡盘夹紧粗基准,三爪卡盘能自动定心,直接找到零件中心,再找正划线,轴向基准就确定下来,完成由粗到精的转化。精基准的选择应尽可能遵循基准统一的原则,避免因基准不重合产生加工误差。当基准不能重合时,可采取工艺措施来解决。
(4)角向精基准的确定由夹具定位毛坯角向基准加工出机械加工中所用的角向定位基准。
(5)油路孔的加工一般安排在粗加工和气密试验后,之后进行油路油压试验,以便尽早发现缺陷,采取补救措施。
(6)基准确定后,进行精车两端面、轴孔等工序。为便于加工,适合批生产要求。加工中使用了夹具夹紧、定位,方便了零件的装卡。为保证形位公差要求。首先用夹具定位零件第一面,然后精车第二面,采用一次装卡将这一端加工尺寸一次加工出来。接下来反向装卡零件,精车第一面。精车第一面时,为保证形位公差。它是否合格,直接影响到第二面的形位公差。因此采用了涨紧夹具。对零件定位、夹紧。
(7)孔系的加工也遵循先粗加工后精加工的原则。如定位销孔的加工,先钻孔并预留余量。由于孔深度值越大,位置精度越不易保证。所以先铣去安装边,减少孔的深度对位置精度的影响。之后再扩孔、粗铰孔、精铰孔等使孔的几何尺寸符合设计要求。为保证位置精度,粗、精加工时都采用了高精度协同钻具,定位基准选择与设计基准重合。而且加工时基准孔与其他孔一起加工,通过这样的工艺安排以及使用钻具加工既保证了孔的位置精度又提高了加工效率。
(8)孔加工后进行倒角、去毛刺、攻螺纹等工序。
(9)机械加工全部完成后,对零件进行X光检查,避免毛坯凸凹不平的表面影响X光的检查结果。
(10)安排检验工序,对所有机械加工尺寸进行检查。确保零件符合设计要求。
(11)验合格后零件进行氧化处理。避免腐蚀,造成废品。如果天气潮湿、或零件存放的环境恶劣,加工后将零件立即氧化。
3 结语
通过上述分析,整个前支承壳体的加工过程实际就是一个基准加工、修正或转换的一个过程。只要针对上述3个步骤进行控制,具体安排工艺过程,就完全可以保证零件的形位公差。通过现场对该工艺方案的实施,确保了零件的尺寸精度和位置精度,工艺路线安排合理,在加工中进行顺利。证明了该工艺方案的正确性和科学性。
参考文献
[1]常汉青.主轴和箱体类零件的机械加工工艺分析[J].科技信息,2011(19):122.
[2]李红星.箱体零件的加工中心工艺及程序编制[J].机械管理开发,2011(2):103-104.
[3]张世有.箱体类零件的加工工艺分析[J].科技信息,2010(17):634,687.
[4]李军超.大、中型薄壁箱体类零件的加工探索[J].中国新技术新产品,2009(23):131-132.
[5]施燕.箱体零件孔系加工工艺方案的探讨与实践[J].中国制造业信息化,2009(17):75-77.
