夏季服装常用针织面料抗紫外线性能研究
2016-05-30 10:48:04王革辉戴静蔡嘉婧方永明吴海鸿孟碧瑜
浙江纺织服装职业技术学院学报 2016年2期
关键词:颜色
王革辉 戴静 蔡嘉婧 方永明 吴海鸿 孟碧瑜
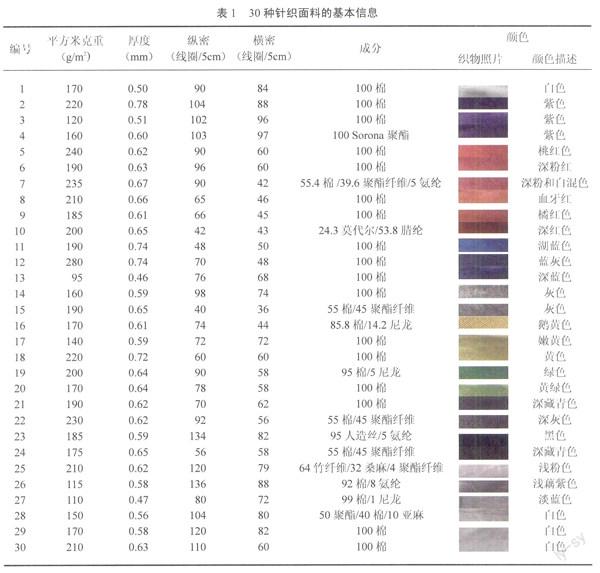
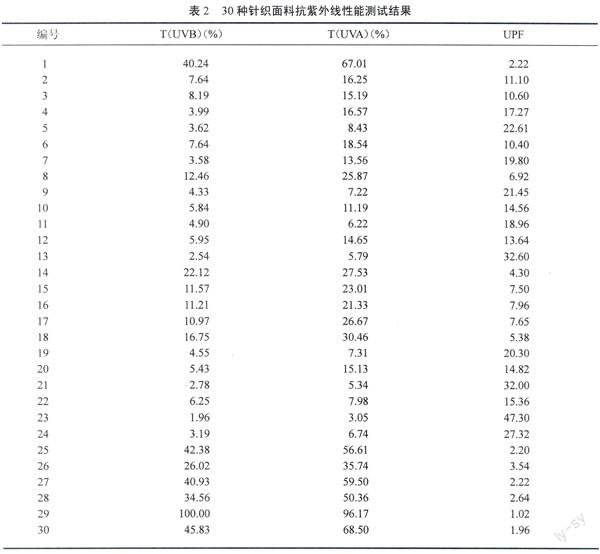
摘 要:为了了解常用的夏季服装针织面料抗紫外线性能,本文采用紫外可见光谱仪Lambda 35(UV-Vis)对30种商业化生产的针织面料进行了抗紫外线性能测试,通过对测试结果的分析,发现在不使用抗紫外线纤维和织物没有经过抗紫外线整理的条件下,面料的颜色对面料的抗紫外线性能影响很大;颜色越深,面料的抗紫外线性能越好。而纤维种类和织物结构对面料的抗紫外线性能有影响,纤维本身抗紫外线性能好,其抗紫外线能力就强;面料厚度、克重和线圈密度越大,抗紫外线性能越好。但它们的影响远小于颜色对面料的抗紫外线性能的影响。
关键词:夏季服装;针织面料;抗紫外线性能;颜色;织物结构
中图分类号:TS106.5 文献标识码: B 文章编号:1674-2346(2016)02- 0001-04
长丝与短纤维复合可以有不同的方式,目前主要有以下几种:
2.1 并捻复合线
并捻复合线又称为混捻线[3]或交捻线,它可以用普通捻线机或花式捻线机并捻而成。花式捻线机并捻得到的一般属于花式纱线范畴。
1)普通捻线机并捻。用普通捻线机对短纤纱与长丝进行并捻是复合的最简单方式之一,它不需要对设备作任何改造,只需改变原料和捻线工艺,如167dtex/60F(150D/60F)涤纶低弹网络丝与17.9Tex(56Nm)毛涤短纤纱在捻线机上并捻,短纤纱捻度为608T/m,捻向Z,复合线捻度为621T/m,捻向S。不过,此方法的局限性也是很明显的,因为短纤维要先纺成纱,纺纱并捻工艺没有太大改变,未充分发挥复合纺纱的优势,同时并捻复合线组分复合的尺度(横向尺寸)较大,所以某些方面复合效果有限。它的特色是可以产生一些比较明显的花色效果。
2)花式捻线机捻线。例如,在花式捻线机上同时喂入一根粗纱和两根以上的单纱(长丝或短纤纱),单纱的喂入速度大于粗纱,粗纱被夹入两根单纱之间并进行加捻,另外纱的外面再包捻上另一根单纱。由于单纱的喂给速度比粗纱高,所以在加捻时单纱拉着粗纱而使它分离成不连续的须条,分布固定在单纱之间。可以看出,长丝与短纤维花式捻线可以产生某种独特的外观[4]。
2.2 平行纺纱
1)普通平行纺纱方式。这是通常的平行纺纱工艺方法,所得到的纱为长丝与短纤维束内外二层复合结构。平行纺纱时,短纤维须条经罗拉牵伸后通过空心锭子被初步假捻,装在丝管上的长丝随空心锭子旋转退绕而卷绕到须条上去,从而形成连续的短纤维束外包绕长丝的复合纱线结构。
2)多个空心锭串联方式。这是一种由两个或以上空心锭子串联形成的包覆方式[5]。作为芯丝的长丝(或短纤纱),例如33.3dtex/12F(30D/12F)聚酯长丝,从机器后面由卷绕罗拉牵引消极喂入先后通过两个空心锭到卷绕罗拉。两个空心锭子上每个装有蚕丝30.8~35.2dtex(28~32D),蚕丝随空心锭子旋转被积极退绕而包缠在通过的芯丝上。两个空心锭子的转动方向相反,这样蚕丝能更好地包覆住芯丝形成蚕丝包聚酯复合纱。
3)多层结构复合纱。在平行纺纱机牵伸区的中间罗拉和前罗拉处各加装一喂入装置,由它们分别喂入短纤维束或长丝[6-9];从后罗拉喂入的纤维须条逐步将喂入的纤维束包在纱的内层,最后由空心锭子上的长丝对纱条进行包缠,这样就构成了所谓的多层结构复合纱。如果中间罗拉或前罗拉处只加喂一种纤维束,则得到里面两层短纤维外部包缠长丝的3层结构复合纱。例如,以33.3dtex/12F(30D/12F)聚酯长丝作芯丝,从前罗拉处喂入输出,棉短纤维须条经牵伸后也从前罗拉处输出,两者汇合包覆;装在空心锭子上的同种聚酯长丝随空心锭转动再退绕包缠在通过的纱上,形成“长丝、短纤维、长丝”3层结构复合纱。
2.3 Sirofil纺纱
赛络纺纱是在环锭纺纱机上将两根粗纱按一定间距同时喂入牵伸区进行牵伸,等它们被输出前罗拉钳口后才汇合,同时加捻成纱。Sirofil纺纱是在后罗拉处喂入一根粗纱,而在前罗拉处喂入一根长丝,两者在前罗拉钳口处保持一定的间距。这样,随着锭子、钢丝圈的旋转,长丝和短纤维须条分别获得一定的捻回,同时互相又进行合股加捻,从而形成一种介于包芯复合纱和并捻复合线之间的复合纱结构。
2.4 环锭纺包芯复合纱
这种纺纱方式的特点是在前罗拉钳口处,长丝与短纤维须条一起喂入,长丝置于须条中间,而不像Sirofil纺纱那样保持一定的距离。这样做的目的是让短纤维更好地包覆住长丝,即形成包芯复合纱(Core-Wrap Spun Yarn)。为了达到短纤维完全、牢固包覆的目的,人们尝试采用了许多方法,其中最重要的是采用双粗纱与长丝复合纺纱与在加捻三角区加装附加装置的办法[10-13]。其中,附加助包覆装置有以下几种形式:
1)棍式(stationary support means)。在环锭纺纱机上加装一根固定的支持棍,其表面有一个向外和向下弯曲的支持面,形成一条开放的通道。芯须条(或芯丝)及两侧至少一根包缠须条从前罗拉钳口引出至支持棍表面,在开放通道内由包缠须条对芯须条进行包覆,形成包芯纱[11]。
2)双通道(two channels)式。此附加装置包含两个通道:第一通道和第二通道。这两个通道的上端都与钳口相邻,而下端延伸至包缠点。第一通道其路线基本上为直线,供芯丝通过;第二通道供包缠须条通过,其形状呈外凸的曲线,第一通道和第二通道在包缠点处汇合。当连续的长丝沿着第一通道从前罗拉钳口至包缠点时,包缠须条通过第二通道在包缠点与芯丝汇合进行加捻包缠而形成包芯纱,然后再卷绕到筒管上。
3)固定包芯装置(core-wrap spinning system)。该装置包含一根开有沟槽的杆、一根捻度控制导纱杆和固定的安装托架。芯丝和两侧的包缠须条从前罗拉钳口输出,在沟槽杆处汇合,两侧的须条借助沟槽的摩擦作用对芯丝进行包覆而形成包芯纱 [12]。据介绍,该装置能很好地提高短纤维对芯丝的包覆程度。
4)可摆动的包芯装置(“swingable” core-wrap spinning assembly)。在被称为SRRC的包芯纺纱系统中装有一个可摆动的附加包芯装置,该装置与固定包芯装置的区别主要是安装架不是固定的,它可以在接头时放下,等接好头后再按上,因此比较方便。芯丝和两侧的包缠须条从前罗拉钳口处出来,也在沟槽杆处汇合,由两侧的须条对芯丝进行包覆从而形成包芯纱。
2.5 摩擦纺纱复合
长丝经张力器喂入由网眼罗拉和橡胶罗拉(尘笼、摩擦辊)形成的楔形区。棉条由喂给罗拉握持喂入,经分梳辊梳理落入楔形区,凝聚在长丝周围,并被摩擦辊搓捻成纱。
3 发展展望
在天然纤维资源越来越紧张,成本不断上涨的情况下,合成等化学纤维在衣着用、装饰用、产业用纺织产品中的地位越来越重要。如何在纺织产品中尽量多地采用化学纤维,尤其是合纤长丝,同时又能达到或超过天然纤维产品的风格性能水平,这仍然是我们今后长期要面对的问题。长丝与短纤维(主要是天然短纤维)复合成纱是一条重要的途径,值得我们高度重视。复合成纱同短纤维混纺相比有一定的优势和独特特点。虽然该技术在国内外已实际生产应用一段时间,但仍然还存在一些问题,需要加以研究和解决。
1)消除疵点隐患、提高质量。长丝和短纤维束是两种不同的组分,它们在表面形态、内部结构、强度等方面都有很大区别,再加上复合时两者没能做到充分混合均匀,两者之间接触面较小、结合不太牢固,因此,无论是Sirofil复合纱还是包芯复合纱都存在后道织造时易“剥皮”断头、裸丝不断头,纱线易回捻、结辫,有时经纱还易粘搭产生跳花、蜘网织疵等问题。这些都影响复合纱产品的推广生产和应用。另外,短纤维包长丝复合纱虽然具有很高的牢度、良好的弹性,但同纯毛、纯棉产品相比,在毛型感、棉型感,尤其是柔糯性方面还存在一定的差距,因此需要进一步改进提高。
2)在保证产品天然风格的情况下提高产品中化纤长丝的含量,即开发高比例化纤复合产品,更广泛、大量地使用化学纤维(尤其是合纤长丝)是纺织品(包括中、高档产品)开发生产的主要方向之一。但是,为了保证良好的手感品质,目前短纤维/长丝复合纱中化纤长丝的比例很低。如羊毛/长丝包芯复合纱中,含毛量一般要在75%以上(28Tex复合纱),甚至高达88%以上(18.5Tex纱)。因此,需要在保证天然短纤维充分包覆、手感良好的前提下尽可能提高合纤长丝的比例。
3)进一步发挥短纤维/长丝复合纱的特点,开发更多独特的织物花色品种。长丝与短纤维复合为纱线、织物新品种的设计开发提供了新的手段,例如可以利用毛纱与长丝不同的颜色、光泽、粗细与质感的差异进行适当组合以达到特殊的花式效应。这方面还有很大的挖掘余地,其中包括巧妙地选择、搭配各种不同原料,巧妙地设计纺纱工艺和有创意的针、机织物组织设计等。
4)进一步开发高支羊毛/长丝复合纱、棉/长丝复合纱等。纺织品轻薄化是纺织产品开发的主方向之一,长丝/短纤维复合在这方面还有不少文章可做。这一方面需要化纤行业的支持,另一方面纺纱工序,包括设备、工艺方面也可以做许多工作。文中介绍的采用双粗纱复合工艺和加捻三角区部分加装附加装置就是很好的例子。
5)长丝与短纤维分散型复合纱的研究开发。长丝与短纤维充分分散复合是需要攻克的另一个难题。虽然国外已有人在这方面做了一些工作,例如采用静电法使长丝分散再与短纤维须条复合成纱[13],但离工业化生产还有一定距离,尚需要进一步探索。
6)特殊用途复合纱的开发应用。国际上有的国家在上世纪末就提出了要将复合纱逐步延伸应用到功能性、高性能产品领域,如用于特种军服、特种产业用纺织品等。国内外也已有人开发了棉包凯夫拉长丝、棉包玻纤长丝等复合包芯纱及其产品。可以预计,这方面的研究、开发、应用将会更加受到重视。
长丝与短纤维复合纺纱是一种相对较新的工艺技术,这些年来,国内外已有了很大发展,但还有很大潜力。复合成纱同其它纤维复合方法相比,在经济性、可加工性、产品风格性能等方面有一定的优势和特点;同时,长丝与短纤维复合纺纱也还存在一些需要解决的问题,有必要加以重视,进行不断研究与开发。
参考文献
[1]陈运能,高卫东,范雪荣.新型纺织原料[M].北京:中国纺织出版社,1998.
[2]侯祖龄.双组分纺纱技术的最新进展及应用前景[J].毛纺科技,2000(5):13-18.
[3]奚柏娟,唐立敏.羊毛与Tactel复合纱织物的研究与开发[J].上海纺织科技,2000(4):52-53.
[4]吕立斌,杜梅.涤棉丝Sirofil复合纱的结构与性能[J].棉纺织技术,2009(12):17-20.
[5]陈军.长线预加张力对毛涤嵌入式复合纺成纱性能的影响[J].上海纺织科技,2009(11):1-2.
[6]陈小莉.三组分纺纱工艺对三角区及成纱结构的影响[J].毛纺科技,2008(8):39-44.
[7]Tyagi, G K and Chatterjee, K N, Indian Textile J. Aug. 1990: 50-53
[8]吉田弘志.日本公開特許公報,特公報.1996,8-1016
[9]紡織株式會社.日本公開特許公報,特開報.1996:8-325872
[10]吴其章.多層次包覆物物性之研究[J].紡織中心期刊,1998(2):142-144.
[11]吴其章.三層包覆纱物性之研究[J].紡織中心期刊,1998(3):244-249.
[12]Sawhney, A P S, Folk, C L, Robert, K Q, et al. System for producing staple-wrapped core yarn. U.S.P. 4,961,306, Oct. 9,1990.
[13]Jou, G T, East, G C, Lawrence, C A, et al. The physical properties of composite yarns produced by an electrostatic filament-charging method[J].J.Textile Inst., 1996,87(1):78-96.
Abstract:Compared to other blending means, composite spinning of filament and staple fiber has some characteristics and advantages in aspects such as size of blending unit, appearance, yarn structure and performance. This paper compares several process features of blending filament and staple fiber and makes a particular analysis of the conformation and working principle of types of assistant assemblies used in composite ring spinning. Views about the development of composite spinning and its product are proposed after above analysis.
Keywords: composite spinning; spinning assemblies; prospect.
(责任编辑:陈超拔)
猜你喜欢
岭南音乐(2022年4期)2022-09-15 14:03:10
作文周刊·小学二年级版(2020年28期)2020-08-06 14:45:33
阅读(快乐英语中年级)(2019年2期)2019-09-10 07:22:44
意林·全彩Color(2019年4期)2019-05-11 09:06:44
儿童故事画报(2019年4期)2019-05-05 02:43:00
小学生作文(低年级适用)(2019年3期)2019-04-04 08:46:42
小天使·一年级语数英综合(2018年11期)2018-11-23 09:47:26
少儿科学周刊·儿童版(2017年2期)2017-03-29 21:38:30
少儿科学周刊·儿童版(2015年11期)2015-12-17 03:39:38
儿童绘本(2015年8期)2015-05-25 17:55:54