液体成型技术在国内宽体客机的应用①
2016-05-30 06:44:18张景雯何佳玲孟祥钰沈凯雯陈吉平魏毅
科技创新导报 2016年22期
张景雯 何佳玲 孟祥钰 沈凯雯 陈吉平 魏毅
DOI:10.16660/j.cnki.1674-098X.2016.22.011
摘 要:该文分析了新型民航飞机复合材料成型技术应用现状。适值国产大型民用宽体客机自主研发阶段,该文就液体成型工艺在国内的研究成果进行了分析。参考液体成型技术在国内外大型客机的典型应用成果,对液体成型技术在国产宽体客机的应用进行了大胆展望。
关键词:客机 复合材料 液体成型技术
中图分类号:V214 8 文献标识码:A 文章编号:1674-098X(2016)08(a)-0011-03
随着中国航空市场的快速成长,自主研制宽体客机对中国未来社会的经济与国防特别是科学技术的整体推进,都有着非常重大的历史意义。目前,中国自主研发的C919型支线客机已经下线,大型民用宽体客机也已进入研究阶段。随着复合材料在宽体客机中的大量应用,先进复合材料的成型工艺成本已占总成本的60%~70%。液体成型技术因其优异的性能成为了国内外研究的新方向,液体成型技术将树脂流动方式与干态纤维相结合,很好地降低了预浸料在制备、储存、运输上的成本;干态纤维可以通过缝、编技术对复合材料结构进行三维增强,从而降低了外力对结构的破坏;成型过程大多采用非热压罐方式进行固化,节约了热压罐设备的高昂成本,同时降低提供压力和热能所需的大量能耗,还能减少了因此而产生的有害排放;由于突破了热压罐的限制,这一成型方法可以更好地支持宽体客机的整体成型技术。但现在仍未被大量应用于民用客机,故其在这一领域有着广阔的发展空间。
1 新型民航客机复合材料成型技术
1.1 国外宽体客机复合材料成型技术概述
近年来尤其在2000年后国外大型客机机体复合材料用料比例大幅上升,其中主流的远程宽体客机的复合材料用量已达到50%以上,如代表当今世界民用飞机制造技术最高水平的波音787和空客350,其复合材料的质量分数已高达50%和52%。
目前民用航空复合材料构件主要使用热压罐工艺进行生产,并将该工艺与各种整体化成型技术和自动化制造技术进行了结合。波音787使用热压罐工艺生产碳纤维复合材料夹芯结构,并用热压罐整体固化工艺制造了整体机身筒段结构;而在A380上则用热压罐工艺制造生产了中央翼盒结构。
但是热压罐工艺制造复合材料的成本占整个复合材料生产成本的70%以上。而液体成型技术作为国内外公认的低成本制造技术已经在各国得到了长足发展。A380的机身部段使用RFI技术;B787的机翼后缘操纵面使用VARTM工艺;A380、B787球面框均使用了液体成型技术,使得整体框架纤维体积密度达到65%,孔隙率<0.2%[1]。
1.2 液体成型工艺在俄MS-21客机上的应用
俄罗斯MS-21单通道客机的翼梁、蒙皮壁板和中央翼盒6个截面壁板等主承力构件,首次采用干丝铺放树脂真空注射技术。其中相对于预浸料,干纤维铺设过程的难点在于确保纤维定位,俄罗斯通过能调整温度的铺丝头,采用铺丝机进行干纤维铺覆定位,成功解决这一难点。机体结构复合材料用量达到了40%[2]。
使用液体成型工艺制造大尺寸主承力构件,所用烘箱的设备费用为同等尺寸热压罐成本的1/7~1/10;干纤维和液体树脂的成本低于相同材料转化成预浸材料的70%;热压罐预浸料坯储存寿命为9~12个月,而干纤维材料保质期更长且可以在室温下保存,提高了生产质量,降低了产品风险。新型MS-21客机机翼原型件的孔隙率仅为0.3%,可与热压罐固化的质量水平相媲美[3]。MS-21客机的主要技术性能相比空中客车公司生产的A320客机高出了12%~15%,并且通过降低燃料消耗将其经济性提高了25%。此外,由于复合材料的广泛应用,MS-21的客机重量仅为A320的15%。MS-21飞机具有良好的价格优势。液体成型技术相比传统预浸料热压罐成型技术具有明显的优势。
2 液体成型(用于民用客机)在国内的研究进展
2.1 液体成型
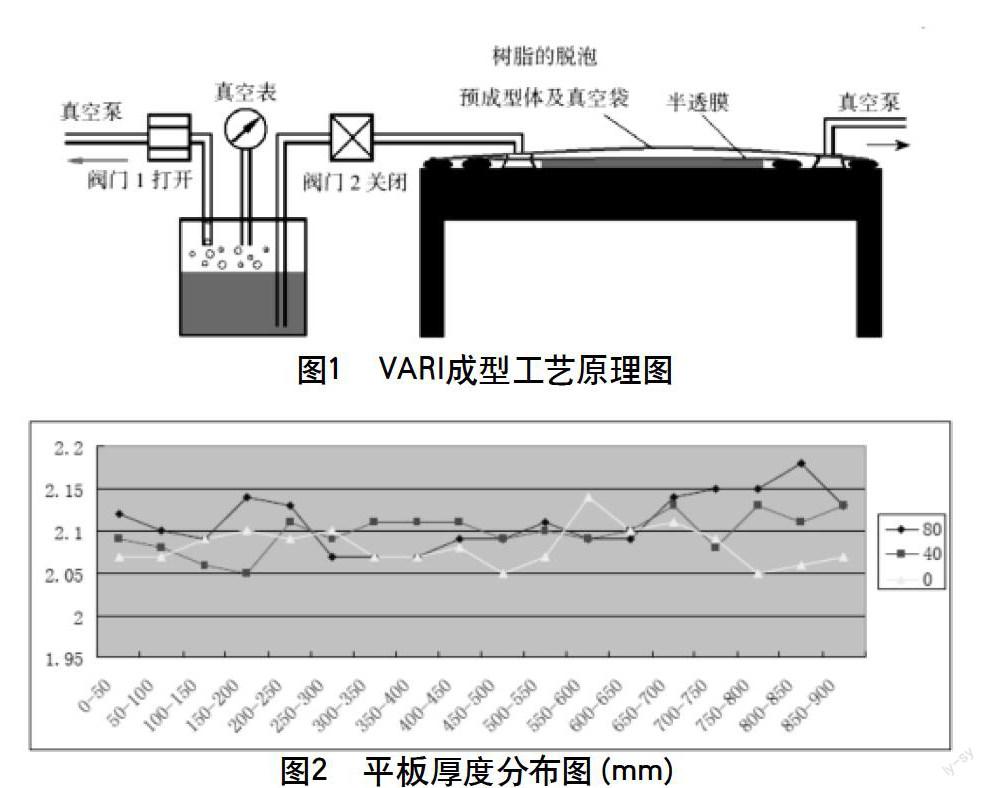
VARI成型在真空状态下排出纤维增强体中的气体,利用树脂的流动渗透实现了对纤维及其织物的浸渍,经过升温固化、冷却脱模形成一定树脂/纤维比例复合材料构件。VARI成型只需单面模具来铺放纤维,节省费用;无需加高热、高压力,降低能耗;相比以往的成型工艺,克服了模具选材困难,成本昂贵,制造困难等问题[4]。其工艺原理如图1所示。
树脂传递模塑成型RTM,是一种在低压、密闭容器中制造复合材料的成型方法。具有效率高、成本低的优势,同时能够保证较好的制品质量、较高的尺寸精度、较大的原材料利用率,而且研制周期短、受环境影响小[5],生产过程中有害物质散发量较少,适合制造高强度结构的复合材料构件。
RTM技术发展很快,目前在上述成型基本过程的基础上,还衍生出一些特殊RTM技术,这些技术主要有真空辅助树脂传递模塑(VARTM)、共注射树脂传递模塑(CIRTM)等。VARTM工艺更适合成型大厚度、大尺寸制件,尤其是船舶、汽车、飞机等结构件[6]。
2.2 国内液体成型(用于民用客机)的研究进展
2.2.1 VARI成型
中航复材[7]提出HFVI技术(一种适用于高纤维体积含量VARI工艺树脂流动控制技术),利用该技术生产的加筋壁板纤维体积含量达到56%,并成功应用于飞机舱门下壁板的研制。
另外上海飞机制造有限公司的COMAC919项目开展了对于VARI成型树脂,增强材料等材料参数试验研究,缝合预成型体制备,升降舵VARI成型模拟,VARI成型复合材料升降舵样件研制,以及试样的无损检测,完成了升降舵1∶1模型的制造,且对VARI成型的关键技术已经有所突破。
第一,需要保证的重要技术指标是纤维体积含量。复合材料厚度主要受到增强材料结构形式,成型压力和基体树脂粘度的影响。上飞采用两种不同的方法来确保成型工艺中的真空度达到所需要求。最后将纤维体积含量基本控制在55%~58%。其中实验板的复合材料板材的厚度(纤维体积含量)的分布示例如图2所示,并且根据几组不同部位的板材厚度数据可得纤维体积含量大致维持在57.08%附近。
第二,提出了解决VARI成型工艺中树脂难渗透到导流网另一侧浸透增强材料而形成大面积干斑问题的方法,从而达到飞机结构中大面积泡沫夹层结构的设计要求。
第三,通过控制泡沫芯材和碳纤维复合材料蒙皮界面附近树脂的流动,提高界面增强材料的毛细作用,解决了界面胶接的质量问题。
将上述试样解剖,采用晶相显微镜观察表明,3种试样的泡沫表面开口单元基本全部被树脂填充,说明复合材料的泡沫界面确实得到了改善。
第四,预成型体的制备是液体成型的关键技术,主要从两个方面进行控制:预定型剂的设计和缝合工艺。在定型剂定型技术上,用树脂粉末作为定型剂,实现经过真空袋预定型后的材料区域不会位移,不起皱纹;在缝合工艺上,通过精确调节缝合张力提高了缝合技术。
2.2.2 RTM技术
RTM技术工艺相对成熟,中航复材[7]利用高效树脂控制流动技术制造了外形尺寸达到1 800 mm×2 800 mm×200 mm的多腔体结构整体件。同时C919的扰流板中也进行了RTM成型的尝试,但因其应用于大型件时需要加压力,且树脂粘度较难控制,所以RTM在飞机主承力多腔结构整体件的大批量生产中应用较少。
3 国内宽体客机液体成型创新性展望
3.1 液体成型技术应用于宽体客机的展望
目前商飞公司已经利用VARI成型制造了飞机中属于非主承力结构的升降舵。且技术较为成熟,可应用于大批量生产的飞机结构件,比如整流罩、水平尾翼、方向舵、扰流板等,另外机翼、机身、尾翼等主承力构件也可用VARI成型。
现阶段RTM已经投入到某些承力结构的生产。利用该技术,Douglas与NASA联合生产的飞机机翼壁板已交付试验,并制成了1.8 m×1.2 m和3 m×1.2 m的变截面蒙皮加筋板;RAH-66主旋翼也已采用RTM工艺。三菱重工采用VARTM研制了MRJ垂直尾翼主盒段。
利用干丝铺放树脂真空注射技术,俄罗斯生产的MS-21客机在机翼和翼盒这类主承力结构上成功采用液体成型,并且完全能达到热压罐成型水平。
基于以上论述与分析,该文设想可以在宽体客机上广泛使用液体成型技术,作为国内民航客机制造的创新点。
3.2 液体成型技术整体成型宽体客机机身的展望
整体成型能够提高飞机组装的精度,大量减少了连接件和垫片的数量,因而减重效果明显,减少了装配工时和装配设备的数量,降低了成本;机身的气密性、抗疲劳和耐腐蚀性能大幅提高,其中气密性的提高又为客机内增压增湿提供了可行性。
采用真空袋-烘箱成型实现了某轻型公务机的中机身的整体共固化[8];美国NASA的Boeing预成型体计划中,采用VARI工艺对机翼结构复合材料及加强筋机身整体复合材料夹层结构的成型进行了验证;美国Seaman公司已实现用VARI工艺整体制造半个机身;中航[8]研究表明可以准确定位将翼盒、防火墙、舷窗已固化的零件作为预埋件通过填充胶填充完成共胶结。基于以上几个实例,该文提出以下设想:一些非热压罐成型技术已经能够实现部分机身的共固化成型,所以液体成型技术可能应用于机身整体成型,相信通过已经成熟的二次胶接技术接将两个半机身拼接在一起即可成型整体机身。
4 结语
目前,中国商飞正在进行民用宽体客机的自主研发,基于对国内外复合材料及其成型技术大量的研究和分析,液体成型共固化,多机段、多构件二次胶接及共胶接等技术相互结合,有可能实现液体成型在机身整体成型中的全面应用,从而达到复合材料用量提升、性能提高,设备等制造成本大大降低,能耗排放显著减少的目的。利用液体整体成型技术自主制造出新一代民用飞机指日可待。
参考文献
[1] 徐东明,刘兴宇,杨慧.低成本真空辅助成型技术在民用飞机复合材料结构上的应用[J].航空制造技术,2014(Z2):87-89.
[2] 刘亚威.复材制造技术的变革[J].大飞机,2014(7):108-109.
[3] Ginger Gardiner. Resin-infused MS-21 wings and wingbox [J].High-Performance Composites,2014(1):29.
[4] 刘强,赵龙,卓鹏,等.VARI技术在民机襟翼结构上的应用研究[J].航空制造技术,2013(22):80-83.
[5] 张保平,王运生.RTM技术在大飞机复合材料构件上的应用[J].航空制造技术,2007(12):68-70.
[6] 刘兆麟,程灿灿.复合材料液体模塑成型工艺研究现状[J].山东纺织科技,2011(2):50-53.
[7] 赵龙.液体成型—高性能树脂基复合材料的低成本制造技术[N].中国航空报,2015-02-10(S02).
[8] 李贤德,王彬,程文礼,等.通用飞机全碳纤维复合材料机身整体成型技术[J].航空制造技术,2015(14):52-55.
猜你喜欢
环球时报(2022-03-28)2022-03-28 15:14:59
建材发展导向(2022年2期)2022-03-08 01:44:04
环球时报(2022-02-24)2022-02-24 16:22:53
民用飞机设计与研究(2020年1期)2020-05-21 07:24:46
动漫星空(兴趣百科)(2019年11期)2019-11-05 08:26:44
纤维复合材料(2018年3期)2018-04-25 07:22:58
电子测试(2017年11期)2017-12-15 08:57:13
百科探秘·航空航天(2017年3期)2017-07-12 14:13:48
应用化工(2014年10期)2014-08-16 13:11:29
无机化学学报(2014年4期)2014-02-28 17:31:11