
提高压梗机压后烟梗厚度的合格率
2016-05-30 02:29何妮妮
科技尚品 2016年5期
何妮妮
摘要:龙岩烟草工业有限责任公司出台《制丝工艺技术标准》,将压后烟梗厚度标准值定为1.1 mm,其中允差上限为0.2 mm,允差下限为0.2 mm。而在对生产执行系统里交班记录的压后烟梗厚度值进行统计分析时发现,压后烟梗厚度合格率仅为41.94%。根据公司推行精益生产管理的需要,本文深入研究产生问题的根源,采取了相应的对策和措施来解决该难题。通过改造,提高了压梗机压后烟梗厚度的合格率,实现了节能降耗。
关键词:压梗机;烟梗;厚度;合格率
1 压梗机设备的工作原理
制丝车梗线压梗工序采用HAUNI公司的IBF12型压梗机,该压梗机配置在切梗丝工序之前,通过把蒸过的烟梗轧扁,达到疏松烟梗组织结构的目的,以满足后道工序切梗丝的工艺要求工作时,一对轧辊分别在两台减速机驱动下相向运转,将烟梗轧扁并输出。压梗机上安装6个水汽喷嘴,清洁水被蒸汽雾化形成汽雾从喷嘴喷出,以润滑轧辊并提高烟梗的含水率。轧辊间隙根据需要可在0.1~50.0 mm调整,两辊间设有光电监测器,当轧制过程中出现阻滞时,两辊间阻滞的烟梗便将光电监测器的光通道隔断,光电监测器发出信号,电机驱动前轧辊使其退出工作位置,开放约50 mm宽的间隙,以排出阻滞的烟梗。
2 改造前的状况
在测量压梗机压后烟梗厚度时,把压后烟梗分成左、中、右3个区域进行取样测量,查看了2015年1月7日至4月25日生产执行系统中交接班记录的压梗机压后烟梗厚度值,对烟梗厚度合格情况进行统计分析,计算烟梗月平均合格率仅为41.94%,既造成了烟梗的浪费又影响后续切梗丝的工艺质量。
3 原因分析及改进方案
在认真研究了压梗机生产的全过程后,通过因果分析树图,分别从“人、机、料、法、环”5个方面找出了8个造成轧辊间隙偏大、不均匀的原因:员工培训指导不到位;喷嘴雾化水蒸气压力小;喷嘴堵塞;刮刀周期维护不到位;轧辊调整螺母松动;来料烟梗分布不均匀;轧辊间隙设定值偏大;现场温度不符合工艺要求。
然后,根据所列出的原因,通过翻查历史记录、现场考察调研和现场试验等方式,逐一地对每一个原因进行详细验证分析,最后确定引起“压梗机的压后烟梗厚度不合格”的主要因素共有以下两条:
主要原因一:喷嘴雾化水蒸气压力小。
压梗机润湿系统采用双介质喷嘴,清水借助蒸汽压力,形成汽雾,如果蒸汽压力小,会导致喷嘴雾化效果不好,容易造成轧辊润湿不均匀,引起轧辊间隙不均匀,造成轧辊不同区域的压梗厚度合格率不同。
因此,我们初步的改造方案是根据设备要求,调整蒸汽减压阀上的顶紧螺杆,将蒸汽压力增大至4 bar,在后期的跟踪观察中发现喷嘴雾化效果得到了有效改善,轧辊表面没有粘梗,但是雾化的蒸汽容易隔断光电监测器,形成轧制“假阻滞”,造成压梗机停机,影响设备使用寿命和生产效率,于是重新制定对策:购买电热水器装置,水温设定在(60±5)℃,对喷嘴管路进行改造,采用气+温水的双介质喷嘴雾化方式,通过调整压缩空气压力值(3 bar),使喷嘴雾化效果达到最佳状态。
喷嘴管路改造后,喷嘴雾化效果未受到影响,不但轧辊表面没有粘梗,而且也没有造成压梗机停机,影响生产,很好地达到了预期的目标。
主要原因二:轧辊间隙设定值偏大。
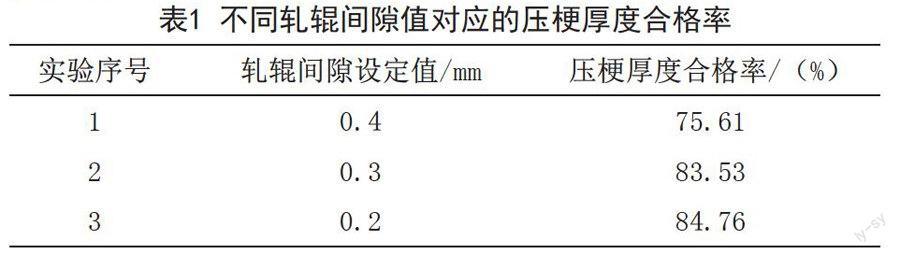
《制丝工艺技术标准》规定压梗机轧辊间隙值为0.1~0.7mm,现场的压梗机轧辊间隙设定值为0.5 mm。通过单因素实验法,对缩小轧辊间隙设定值进行了实验,每组实验样本30个,实验结果显示,随着轧辊间隙值的减小,压梗厚度合格率逐步提高,因此,目前的轧辊间隙设定值不是最优值。
轧辊间隙设定值偏大直接导致压后烟梗厚度偏厚,因此,缩小轧辊间隙设定值是最有效、最直接的对策。但是,轧辊间隙不是越小越好,间隙太小会造成压梗机堵料,导致停机,影响设备寿命和生产效率。当前的轧辊间隙设定值为0.5 mm,文明决定通过实验,在0.1~0.4 mm寻找最优的轧辊间隙设定值,实验数据如表1所示。
当轧辊间隙设定值在0.2 mm的时候,压梗机在轧制过程中,由于间隙过窄,导致烟梗来不及轧制,将光电监测器的光通道隔断(该批次烟梗来料流量稳定),造成压梗机多次停机,影响设备的使用寿命和生产效率,因此最优的轧辊间隙设定值为0.3 mm。
4 效益分析
(1)本次攻关后压后烟梗厚度合格率由原来的41.94%提高至90%,降低了生产成本。以公司制丝车间每批次平均750kg,每天平均生产10批次,月均生产20天为计,可得:全年可节约烟梗丝750×10×20×12×(90%-41.94%)=86400kg
(2)降低操作工的劳动强度。改造后的压梗机轧辊表面粘梗量大大减少,保养设备时稍加清理即可。
5 结束语
通过此项目活动,增进了同事间的团队协作精神,也增强了我们解决现场问题的信心,为今后该技术的推广应用打下了坚实的基础,为进一步实践节能降耗、精益生产添砖加瓦。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
现代畜牧科技(2021年9期)2021-10-13
中华诗词(2019年8期)2020-01-06
传媒评论(2019年7期)2019-10-10
江西农业学报(2019年1期)2019-01-25
设备管理与维修(2016年6期)2016-03-16
烟草科技(2015年8期)2015-12-20
中国卫生质量管理(2015年2期)2015-12-01
现代企业(2015年8期)2015-02-28
质量探索(2015年3期)2015-01-30
