烟气除尘用SiC多孔陶瓷孔径及孔隙率影响因素研究
2016-05-30 10:48伦文山沈云进王跃超彭文博
江苏陶瓷 2016年5期
伦文山 沈云进 王跃超 彭文博


摘 要 本文主要研究了碳化硅多孔陶瓷孔隙率及孔径的影响因素。碳化硅多孔陶瓷孔隙率的大小直接影响其烟气的过滤效率,通过研究碳化硅骨料的粒径,碳化硅的含量以及造孔剂含量对孔隙率和孔径大小的影响因素,实现了对碳化硅多孔陶瓷的孔隙率大小的有效控制。为制备出高孔隙率,大孔径的碳化硅多孔陶瓷提供了保障。关键词 碳化硅;造孔剂;孔隙率;孔径大小;孔径分布
0 前 言
气固分离是在煤化工、冶金、水泥和环境保护等行业都用到的分离过程,特别是高温烟气中固态粒子的脱除、回收一直是工业废气处理、环境保护的重大课题。要除去高温烟气中的尘粒,必须要求所选陶瓷材料能承受高温(500~900℃)、高压(1.0~3.0MPa)以及脉冲反吹时因温度差突变而引起的热应力变化。因此,需要具有优异力学性能和高孔隙率的耐高温多孔陶瓷材料。
采用SiC制备的多孔陶瓷材料具有抗热冲击性好、高温强度高和耐腐蚀性,在严酷的条件下可以保持很好的稳定性;同时碳化硅陶瓷具有良好的抗弯强度,可以用作非对称多孔陶瓷过滤管的内层支撑体,为非对称多孔陶瓷过滤管的外层过滤膜提供了一个良好的载体。抗弯强度的大小直接影响碳化硅多孔陶瓷材料的使用寿命。因此制备的碳化硅多孔陶瓷材料是一种优良的高温气固分离材料,为解决上述气固分离难题提供较为可靠的方案。
碳化硅多孔陶瓷管的主要成型工艺有注浆法、溶胶凝胶法、等静压成型法等。注浆法、溶胶凝胶法成型工艺开发生产周期较长,产品性能不易控制。等静压成型是通过流体介质同步传递各方向压力,使粉料压缩成型的方法,成形出的坯体外形规整,强度高,特别适合成型管状等长径比大的制品。
1试验过程
1.1 试验原料及设备
试验原料:碳化硅骨料(60目),超细高岭土、硅微粉、滑石粉、钛白粉、碳酸钡、木屑以及粘结剂等。
主要设备:冷等静压机,电动抗折试验机,高温烧结炉,显气孔体密测定仪等。
1.2试样的制备
以碳化硅颗粒为骨料搭建骨架,利用细粉作为陶瓷结合剂,将混合均匀的陶瓷结合剂缓缓加入骨料中混合均匀,然后将造孔剂加入到骨料中在转动的混炼机中碾压均匀,之后陈化24h。在等静压模具中等静压成型,尺寸为Φ60mm ×Φ40mm×750/1 500mm;成型后的试样放入恒温烘箱中进行低温烘干处理,在1 330℃下烧成,保温时间为4h。
2 结果与讨论
2.1碳化硅颗粒粒径对碳化硅多孔陶瓷孔隙率及孔径的影响
图1中给出了碳化硅多孔陶瓷的孔隙率和孔径随碳化硅颗粒粒径的变化规律。随着碳化硅颗粒粒径的减小,碳化硅多孔陶瓷的孔隙率不断增大,气孔平均孔径不断降低。渗透率和孔径大小的公式如下:
μ=qr2/8ξ (1)
其中μ为渗透率;q为开气孔隙率;r为气孔半径;ξ气孔曲折度
由公式(1)看出,孔径大小对渗透率的影响成平方的关系,而碳化硅多孔陶瓷的渗透率越大,其过滤压降越小。有公式可知,气孔孔径的大小比孔隙率对过滤压降的影响更大,有图1中数据可知,碳化硅颗粒粒径≥80目时,孔隙率虽然较高(≥39.8%),但是孔径偏低(≤40.12μm),因此其过滤压降偏高,高温烟气通过多孔陶瓷的阻力会增大,不利于高温烟气的过滤。通过分析,碳化硅颗粒粒径选取60目(212~250μm)时,制备的碳化硅多孔陶瓷的孔隙率和孔径趋于平衡。因此制备碳化硅多孔陶瓷时选取的碳化硅的颗粒度为60目。
2.2碳化硅含量对碳化硅多孔陶瓷孔隙率的影响
通过图2可以看出,随着碳化硅含量的增加,孔隙率随之增大,基本成线性关系。由于孔隙率的高低和孔径的大小是影响过滤压降的关键因素,因此本试验的主要目的是在具有一定抗折强度范围的前提下尽可能的提高碳化硅多孔陶瓷的孔隙率和孔径大小。孔径越大,孔隙率越高,碳化硅多孔陶瓷的过滤压降越小。碳化硅含量过高,陶瓷结合剂的含量相应的减少,会导致碳化硅多孔陶瓷不易成型,且烧成时液相偏少,导致强度偏低;碳化硅含量过少,陶瓷结合剂的含量升高,使碳化硅多孔陶瓷的液相增加,使碳化硅多孔陶瓷烧成时更易变形,孔隙率降低,使得过滤压降偏大,气体的渗透率偏低。
通过研究发现,碳化硅的含量在88wt%时,制备的碳化硅多孔陶瓷的孔隙率和強度值趋于平衡。
2.3造孔剂含量对碳化硅多孔陶瓷孔隙率及孔径大小的影响
在一般的陶瓷制备过程中,通过调节成型压力、烧结温度以及保温时间,可以控制制品的孔隙率。但是成型压力过低,虽然制品的孔隙率大,但是制品的强度会降低,易破碎;成型压力过高,孔隙率会大幅度降低;烧结温度太高或保温时间较长会使部分气孔封闭甚至消失,导致孔隙率降低,而烧结温度太低或保温时间较短,则制品烧结不完全,导致内部结构缺陷偏多,相应的力学性能显著下降。对于多孔陶瓷,单纯依靠成型压力和烧结温度以及保温时间很难同时满足强度和孔隙率的要求,因此需要引入部分造孔剂来改善多孔陶瓷的性能。造孔剂的引入在坯体中占据一定的空间,经过高温烧结,造孔剂燃烧或分解,从而留下一定的空隙,
引入的造孔剂需满足两个条件:一是不能和陶瓷基体进行反应;二是烧结过程中易排除,不会留下对多孔陶瓷性能影响的残留物质。在多孔陶瓷材料中,造孔剂的选取有很多种,常用的有活性炭粉、石墨、淀粉、聚乙烯醇、纤维素等。
而本试验采用的造孔剂为一定尺寸的木屑纤维作为造孔剂,有三大优点:一是容易烧掉而不会留下残留物;二是因为纤维,加入后会对成型的坯体的强度有一定的提高;三是木纤维的比重轻,不会过多的增加坯体的重量。
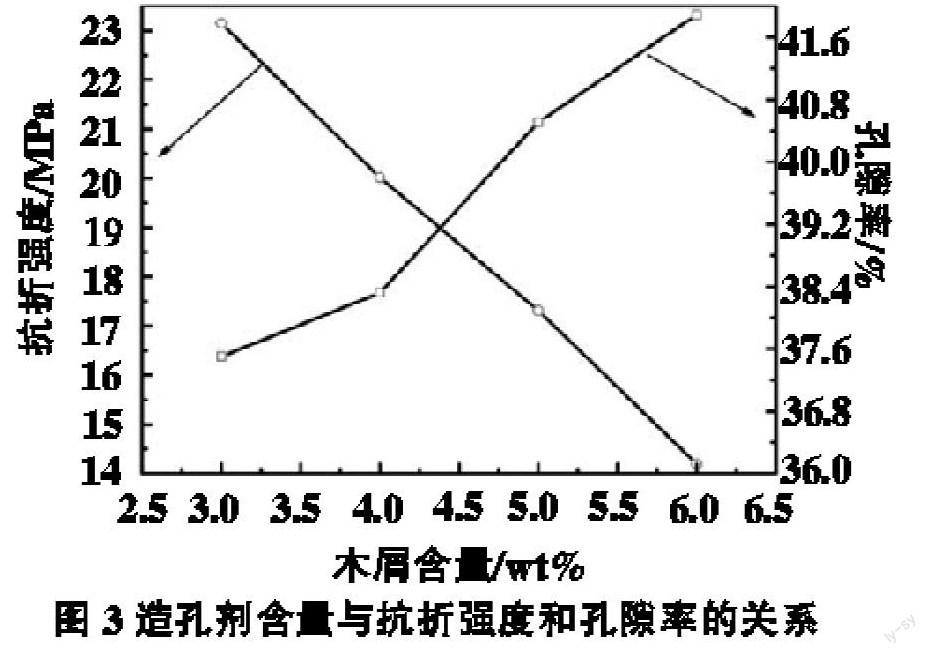
结果如图3所示,随着造孔剂含量的提高,孔隙率基本呈现线性升高,抗折强度呈线性下降。虽然造孔剂的含量提高,孔隙率大幅度升高,碳化硅多孔陶瓷的过滤压降降低,但是相应的碳化硅多孔陶瓷的强度呈线性下降,在等静压成型、脱模过程以及使用过程中碳化硅多孔陶瓷易开裂破碎,使用寿命会大幅度缩短。由图3可见,在保持抗折强度>20MPa的条件下,当造孔剂含量在3wt%时,碳化硅多孔陶瓷的孔隙率为37.5%,抗折强度23.2Mpa,测试得到过滤压降390Pa。此时制备的碳化硅多孔陶瓷性能较为理想。
图4给出了添加造孔剂和未添加造孔剂的SEM照片,通过SEM图发现,加入造孔剂后,不但孔隙率提高了,尤其是孔径明显增大了,由公式 μ=qr2/8ξ 推算分析,孔径大小对过滤压降的影响呈指数关系,孔径比孔隙率对过滤压降的影响更大。因此,大孔径的碳化硅多孔陶瓷具有相对更低的过滤压降,使得碳化硅多孔陶瓷具有更优异的使用性能。
2.4 碳化硅多孔陶瓷的孔径分布
通过研究发现,影响孔径大小和分布的主要因素是碳化硅骨料的粒径和含量以及造孔剂粒径和含量。由于碳化硅为不规则形状,加上表面粗糙,以及附着和凝聚的作用,结果颗粒互相交错咬合,形成拱桥型空间,因此碳化硅多孔陶瓷的空隙是由碳化硅骨料之间以拱桥形式堆积产生的,这种结构大大增大了空隙率。碳化硅颗粒粒径越大,含量越高,形成的拱桥型空间越大,孔径及孔隙率随之增大。造孔剂的大小及含量对碳化硅多孔陶瓷的孔径和空隙率也是主要影响因素之一。本文中选取的造孔剂为60目的木纤维(180~250μm),由于选取的造孔剂为纤维形态,具有一定的长度和粒径大小,因此制备的碳化硅多孔陶瓷烧成后内部结构更容易形成开气孔和孔的通道更为畅通,大大减少了闭气孔的产生。使得制备的碳化硅多孔陶瓷的过滤压降大幅度的降低,提高了气体通过的效率和容量。
综合碳化硅和造孔剂的含量以及粒径的分析研究,选取一个较为合适的配比,采用等静压成型,成型尺寸为Φ60mm ×Φ40mm×750规格的产品,烧成后对其孔径分布进行了测试研究,其结果如图5所示。
由图5所示,制备的碳化硅多孔陶瓷的中值孔径分布为90.8μm,而其他厂家相同的碳化硅多孔陶瓷的中值孔径分布为55μm左右。因此本文研究的碳化硅多孔陶瓷具有更好的过滤效率和使用性能。
3 结 论
本文对碳化硅多孔陶瓷孔隙率进行了研究,得出结论如下:
(1)通过研究,孔隙率和孔径是影响碳化硅多孔陶瓷过滤压降的两大主要因素,且孔径对过滤压降的影响更显著。
(2)碳化硅骨料选取60目,入量为88%时所制得的碳化硅多孔陶瓷的孔隙率和强度值趋于平衡,此时的孔隙率为37.5%,抗折强度在23.5MPa左右。
(3)本研究制備的碳化硅多孔陶瓷的中值孔径分布为90.8μm,具有良好的过滤效率和使用性能。
参 考 文 献
[1]王春鹏.碳化硅多孔陶瓷的制备及性能研究[D].海南:海南大学.2013
[2]李俊峰,林红,李建保.碳化硅多孔陶瓷气孔率和强度影响因素[J].无机材料学报,2011,26(9):944-948
[3]李双.冷等静压法制备大孔径多孔陶瓷管研究[D].淄博市: 山东理工大学.2009
[4]刘守巨,刘迎曦,孙伟,等.多孔材料孔隙尺寸对渗透系数影响的数值模拟[J].力学与实践.2010,32(4):12-17
[5]刘刚,何桢.多孔陶瓷过滤制品渗透率的研究[J].材料与冶金学报,2009,8(4):301-304
[6]李建平.过滤用多孔陶瓷的制备及其渗透性能研究》[D].天津市:天津大学.2012
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
核科学与工程(2021年4期)2022-01-12
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
绿色科技(2017年6期)2017-04-20
佛山陶瓷(2016年9期)2016-05-14
电子器件(2015年5期)2015-12-29
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
城市建设理论研究(2014年11期)2014-04-21
电子设计工程(2014年12期)2014-02-27