锌白铜眼镜架钎焊工艺
2016-05-28 01:58叶益民
考试周刊 2016年36期
叶益民
摘 要: 针对常用的锌白铜眼镜架连接处焊接点脱落或断裂现象,从焊接方法和焊接工艺等方面介绍了眼镜架钎焊修复过程。通过金相显微组织观察和一段时间的试用,验证了气焊法焊接修复工艺修复锌白铜眼镜架的合理性和有效性。
关键词: 锌白铜 眼镜架 钎焊 修复工艺
1.引言
眼镜架对于中国百姓来讲并不陌生,现如今中国各大城市大街上的眼镜店可以说是星罗棋布。据不完全统计,2010年中国、美国、澳大利亚合作开展的防止儿童近视调查显示,中国青少年近视发病率高达50%~60%,国内近视眼人数已近4亿,近视发病率为33%,是世界平均水平22%的1.5倍。中国学生的近视率排列世界第二,仅次于新加坡。
当前制造金属眼镜架的材料主要有锌白铜、蒙耐尔、镍铬合金,以及近年来研制的钛合金。其中以锌白铜材料眼镜架较多,主要原因是其价格相对适中,在一般学生中用的较多。但是,学生体育运动和平时课间休息打闹往往造成眼镜架连接处的脱落或断裂,一方面是厂家焊接方面的因数,另一方面是外力较大且正好作用在那个焊接点上,使其断裂。如图1所示。
2.焊接工艺分析
各种金属眼镜架都是由零件焊接而成的,一副眼镜架的焊接点有些多达16个,而眼镜架焊接通常采用电阻和高频感应加热的钎焊或气焊。
受钎焊温度、加热次数的影响,在镜架钎焊过程中类似采用电阻钎焊或小功率的高频感应钎焊,这类钎焊设备绝大部分没有配备温控仪表,由于镜架工件细小,如果加热功率过大,会造成瞬间加热到高温,手工操作时最佳钎焊温度不易控制,也不能保证钎焊温度均匀适当。钎焊温度过高或过低对镜架接头强度都会产生不利影响,另外,一次钎焊不成功需进行补焊,如果第一次的加热温度高于钎剂的活化温度而失效,此时钎料和母材表面因得不到保护会氧化,而一次直接钎焊时,钎料对母材的润湿性会显著降低。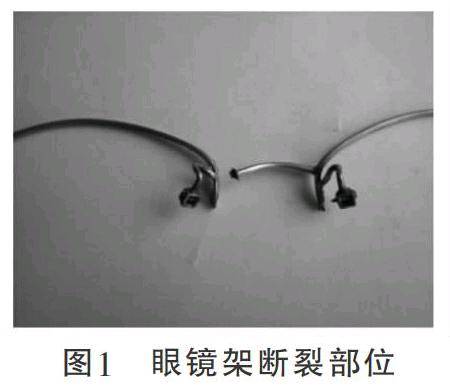
实践表明:采用高频感应加热的钎焊方法,以及气焊这两种焊接方法都可以对锌白铜眼镜架进行焊接修复。由于镜架工件小,没有专用夹具定位和固定,温度又不易控制掌握,因此需要经过多次试验,以获得可行的焊接工艺。
3.解决措施:采用气焊方法
采用气焊方法相对方便,气焊方法的工艺要点如下:
(1)用砂纸清理钎件焊接处的污垢、铁锈和氧化物等脏物。
(2)进行酸洗液进行清洗处理,便于清除钎件表面的脏物和油脂。
(3)钎件清洗完毕后进行干燥,之后尽快实施钎焊,便于钎件再度污染。
(4)钎料采用GS101,GS102,GS107,GS108等牌号的银基钎料,钎剂采用QJ103系银钎剂。
(5)对锌白铜镜架气焊,需采用简易的夹具固定或钳子夹住定位,使钎件在钎焊时不产生晃动,同时保证钎焊接头处具有正确的间隙。
(6)注意加热镜架的温度,使加热速度与手工操作者操作相适应,便于施焊控制在最佳钎焊温度,合理的温度控制极为重要,避免接头过热或者加热不足。
(7)对焊完的镜架不要马上水淬,采用空冷的方法即可。
钎焊工装夹具对焊接过程有重要影响,钎料在液态时与水相似,无力学性能,因此钎焊镜架时如无夹具固定或固定不好或采用手工把持,钎料就会在凝固过程中与被焊镜架产生颤动。由于部件位置产生相互移动,在液态钎料区域形成空隙,此时钎料在液相与固相线之间,随温度降低液体钎料的流动和补缩能力的降低焊点内会产生不规则的空洞和裂纹,对钎焊强度影响很大。本次修复采用气焊工艺成功完成焊接任务,图2为焊接修复好的镜架。
焊后接头的金相图片(图3)显示,焊缝区未出现显微裂纹等焊接缺陷。通常来说,微观组织决定了材料的力学性能,可以预见本钎件的焊缝区具有良好的力学性能。
4.结语
通过一段时间佩戴后,修复后的眼镜架焊接点未发生断裂情况,证明采用气焊法修复锌白铜眼镜架的方法可行,焊接工艺合理,具有实用价值。
猜你喜欢
金沙江文艺(2020年5期)2020-06-03
作文大王·笑话大王(2017年12期)2017-12-25
制造技术与机床(2017年3期)2017-06-23
中国眼镜科技杂志(2016年14期)2016-12-08
科技风(2016年19期)2016-05-30
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年5期)2015-07-18