
基于组态和PLC技术的磨床改造系统设计
2016-05-23 06:08:48苏州大学机电工程学院215021
电子测试 2016年7期
邵 辉(苏州大学机电工程学院,215021)
基于组态和PLC技术的磨床改造系统设计
邵 辉
(苏州大学机电工程学院,215021)
摘要:随着现代工业产业和自动化技术的飞速发展,组态监控技术和PLC技术已经广泛的应用于生产之中。传统的由各种接触器-继电器等控制的磨床,线路繁琐、外部容易老化、不易维修,已经不能再适应生产的需求了。在产品竞争生产效率的背景下,磨床的效率大幅度下降,失去竞争力。本文探讨了利用先进的PLC技术对传统的磨床进行改造,并且同时结合先进的组态技术对设备进行远程监视和控制,大大提高了磨床的工作效率和自动化程度,具有广泛的应用前景。
关键词:PLC;组态;磨床
1 系统分析
本文研究对象选取了常用的M7130型平面磨床。M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、滑座和立柱等部分组成。在床身上固定有立柱,沿立柱的导轨上装有滑座,在滑座内部装有液压传动机构,以实现横向进给。滑座可在立柱导轨上作上下移动,并可由垂直进刀手轮操纵,砂轮箱能沿滑座水平导轨作横向移动。在床身中装有液压传动装置,以使矩形工作台在床身导轨上通过压力油推动活塞杆作纵向往复运动。本次系统改造设计中,利用PLC代替原有的控制回路,避开原有复杂的接线,转为PLC控制,再通过组态监控技术,能够更加有效的进行人为的操作和监控。PLC主要是用来对磨床电路中的电气控制部分进行改造。根据电气原理图,列出PLC的I/O分配表,确定PLC的硬件配置,选出其型号,绘制PLC的接线图,最后采用组态软件进行实时监视和控制。
2 电气原理图分析
2.1 主回路
电源总开关控制我们整个磨床的电源通断状况,是整个机器运作的必要条件。熔断器FU是在主电路中起到了保护的作用,当负载过大导致短路的同时,主电路的熔断器会自动切断,以保护机器和人的安全。主电路中一共有三台电机分别是砂轮水泵电机、油泵电机和磨头升降电机。KM1同时控制着砂轮和水泵电机。KM2控制油泵电机。磨头的升降是由KM3和KM4直接控制的,采用的是正反转互锁的原理来控制磨头的上升和下降。在充退磁电路中,整流变压器T1将220V的交流电压降为145V,然后经桥式整流器VC后输出110V直流电压。充退磁的转换开关,有三个位置分别是吸合、放松和退磁。在放入工件后必须先充磁,在电流足够的时候欠电流继电器才能工作,常开触点闭合,砂轮水泵等电机才能工作。照明电路中变压器将380V电压降为36V安全电压供给照明电路

图一:M7130型平面磨床控制电路电气原理
2.2 控制回路
如图一所示,控制电路是有两个热继电器FR1、FR2作为电路的保护作用。急停按钮SB7负责控制电路的通断。在按下转换开关QS2的时候,开始进行充磁,在充磁足够的时候工件吸合,可以进行操作。按下按钮SB1,进行的是磨头的上升,磨头上升电机运行;按下按钮SB2,进行的是磨头的下降,磨头下降电机运行。按下SB3,KM2线圈得电自锁,油泵电机运行;SB6是油泵电机的停止按钮。按下SB4,KM1线圈得电自锁,砂轮水泵电机运行;SB5是控制砂轮水泵电机的按钮。
3 PLC系统设计
3.1 I/O分配表
根据M7130磨床控制电路图,我们可以归纳出PLC控制磨床的输入点以及输出点,同时考虑以后的扩展需要,预留部分空余的输入输出点。I/O分配表如下表一所示:
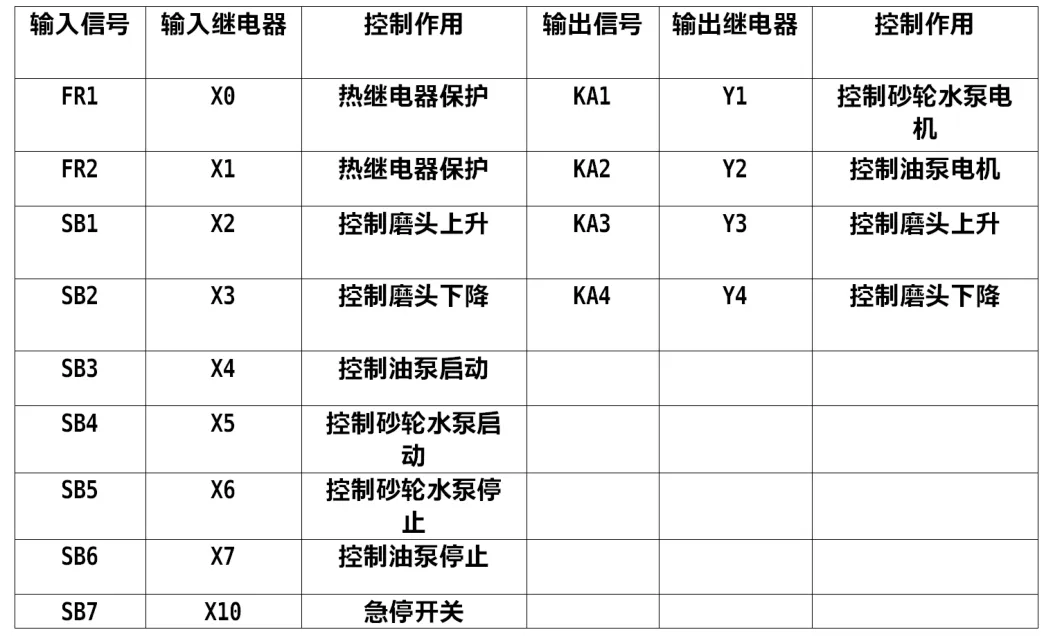
表一:PLC控制M7130磨床输入输出分配表
3.2 外部接线图
根据输入输出分配,可以方便的画出系统的接线图。为了安全起见,在本次设计中,在连接线圈前串联了低电压的中间继电器的常开触点。如图二所示
4 组态系统设计
组态技术处在自动控制系统监控层一级,使用灵活的组态方式,可以为用户提供快速构建工业自动控制系统监视和控制功能。本文采用GOT系列触摸屏提供上位机的监控任务。利用GTDesigner2软件进行控制界面的绘制,再利用GT-Simulator2软件结合PLC的仿真软件进行仿真调试,确认无误后将组态软件与PLC进行联机测试。如图三所示

图三:PLC控制M7130磨床系统组态监控界面
4 结束语

图二:PLC控制M7130磨床系统外部接线图
PLC在工业化中已近站立了主导的地位,很多公司早就摆脱了传统复杂的接线机器,改用PLC控制机器,简单的程序就能够免去很多的麻烦。PLC的优点更是不用介绍,体积小能耗低等等,它的应用已经遍布各个行业,石油,煤炭,钢材等等。
除了PLC的应用之外,这次我们采用了组态监控的设备,利用触摸屏我们就可以很安全的进行监控操作,更加值得一提的是,触摸屏不仅仅可以反映出机器在运作的整个过程和状态,还可以人为的提供控制数据。这样的技术比传统的改变参数要简单方便的多。将组态软件和PLC连接之后就可以在电脑上对磨床进行方便操作,大大提高了磨床工作效率和自动化程度,具有广泛的应用前景。
参考文献
[1]许志军.工业控制组态软件及应用.北京:机械工业出版社.2005
[2]袁秀英.组态软件技术.北京:电子工业出版社.2003
[3]孙振强.可编程控制器原理及应用教程。清华大学出版社,2009.8
[4]吴中俊·可编程序控制器原理及应用·机械工业出版社,2003.6
[5]史国生·电气控制与可编程控制器反术·化学工业出版社,1996.8
[6]夏辛明·可编程控制器技术等应用·北京理工大学出版社,2006.9
[7]章文浩.可编程控制器原理及实验 [M].北京:国防工业出版社,2003
[8]张建民.机电一体化系统设计 [M].北京:高等教育出版社,2001
Design of grinding machine reconstruction system based on configuration and PLC Technology
Shao Hui
(SuZhou University School of mechanical and electrical engineering,215021)
Abstract:With the rapid development of modern industrial and automation technology, the configuration monitoring technology and PLC technology has been widely used in production.Traditional by a variety of contacts - relays and other control of the grinder,the line is cumbersome,easy to aging,not easy to repair,has been unable to meet the needs of production.In the context of the production efficiency of the product competition,the efficiency of the grinding machine is greatly reduced,and the loss of competitiveness.Are discussed in this paper using the advanced PLC technology to transform the traditional grinding machine,and at the same time,combined with advanced configuration technology of remote monitoring and control equipment,greatly improves the work efficiency of the grinding machine and the degree of automation, has broad application prospects.
Keywords:PLC configuration grinder
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
河北农机(2020年10期)2020-12-14 03:13:42
装备制造技术(2019年12期)2019-12-25 03:07:50
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
制造技术与机床(2017年4期)2017-06-22 11:17:46
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
轴承(2010年2期)2010-07-28 02:26:24
