
一种卧式车床精度测量方法的探讨
2016-05-23 09:35:10夏礼平余德昌蒋昌虎陈立贵
锻压装备与制造技术 2016年4期
夏礼平,余德昌,蒋昌虎,陈立贵,刘 鲲
(1.马鞍山市产品质量监督检验所,安徽 马鞍山 243000;2.马鞍山市特种设备监督检验中心,安徽 马鞍山 243000)
一种卧式车床精度测量方法的探讨
夏礼平1,余德昌2,蒋昌虎1,陈立贵1,刘 鲲1
(1.马鞍山市产品质量监督检验所,安徽 马鞍山 243000;2.马鞍山市特种设备监督检验中心,安徽 马鞍山 243000)
本文以GB/T 4020-1997《卧式车床 精度检验》标准G13检验项目为例,分析探讨卧式车床横刀架移动对主轴轴线垂直度的测量;相对于平盘测量方法,现采用一种可调节的工装检具检测方法,该方法较传统检验方法具有使用简单、快捷、准确等特点。
精度;卧式车床;测量;垂直度;工装检具
横刀架横向移动轨迹对主轴轴线垂直度是卧式类车床几何精度中的关键项目,对精车工件端面的平面度有重要影响。标准检验方法中规定采用平盘、指示器测量,测量结果受平盘自身精度的影响较大。测量方法对平盘的平面度及平盘平面与锥柄轴线垂直度有极高要求,而平盘在日常保管、使用过程中难免发生一定程度的磨损、磕碰变形等问题;其次该方法通用性不强,不同规格型号的车床需相应尺寸的平盘配合测量使用。本文采用一种可调节的工装检具,如图1所示,该检具由一个插入被检机床主轴锥孔的莫氏锥柄和一个测量时可调整的调整块组成,通过调节螺钉及锁紧螺母配合调节调整块测量面与主轴回转轴线垂直。调整方便,测量快捷,不但适用于机床检验人员对装配后的成品机床进行检验,也适用于机床装配人员对装配过程中的机床进行测量调整使用。
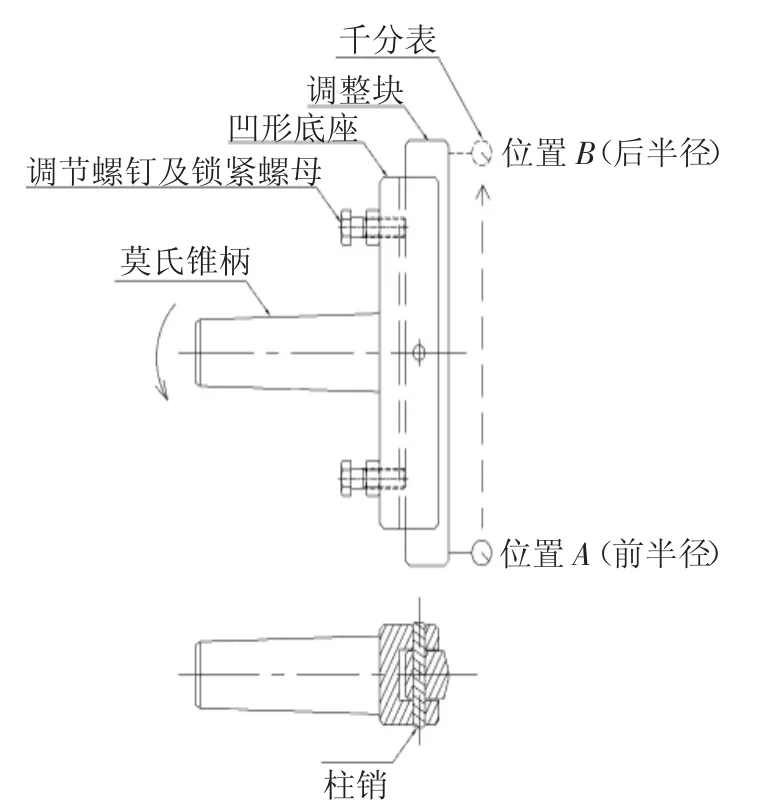
图1 一种可调节的检具
1 测量方法
1.1 测量条件
为了使测量结果更符合机床真实工作状况,测量应在主轴轴承达到稳定温度时进行;同时用手感法调整横刀架导轨副间隙,在全行程范围内运行应灵活、平稳、无阻滞现象。
1.2 测量步骤
调整工装如图1,在前半径位置时,将千分表测头触及工装前半径A点,旋转主轴180°,使千分表触及工装旋转后的后半径B点,经多次调整调节螺钉和锁紧螺母,使千分表触及旋转后B点的读数与A点相同,A、B两点间距离应与检验标准要求间距相同。移动横刀架,使千分表测头由A点开始沿测量面移动,通过测量面中心到达B点,此时千分表产生读数差值。为了验证测量结果的重复性,应重复上述测量步骤多次,垂直度取稳定时的千分表读数差值。当后半径千分表读数值大于前半径千分表读数值,即标准要求的角度α>90°,反之,角度α<90°。
2 方法验证
2.1 实物工装检具的加工及测量结果
为验证上述方法的可行性,依据图纸加工了一套实物工装检具。实物工装检具锥柄是莫氏4号,锥柄与凹形底座用M10螺钉连接,调整块与凹形底座使用 ø10mm圆柱销连接,调整块测量面长度550mm。关键部件调整块应预先热处理,使其具有较好的耐磨性能,再对其测量平面精磨,表面粗糙度不大于Ra0.4、直线度不大于0.004mm;考虑到使用过程中调节螺钉与螺纹孔难免发生磨损,调节螺钉采用铜质材料便于更换。采用实物工装检具与千分表,依据上述测量方法,实现了C6150卧式车床横刀架横向移动对主轴轴线垂直度的测量。现场测量图片如图2所示。经测量,垂直度在300mm测量长度上为0.029mm,角度α>90°。
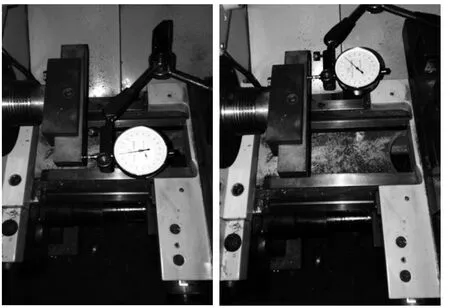
图2 现场测量图
2.2 采用平盘、千分表方案的测量方法及测量结果
GB/T 4020-1997标准采用平盘、千分表测量方案。将平盘的莫氏锥柄牢固地插入主轴锥孔中,注意锥柄与锥孔的配合面应清洁。千分表架固定在横刀架上,调整千分表触头高度,使其高度在平盘水平直径中心线上。前后移动横刀架,测量记录千分表在300mm测量长度上的读数差值;保持平盘与主轴相对安装位置不变,旋转主轴180°,再同样测量记录一次读数差值。因为平盘平面与回转轴线不垂直,对测量结果产生了一个不确定的影响,所以垂直度取两次测量结果代数和的平均值。采用上述方法测量同一台C6150卧式车床横刀架横向移动对主轴轴线垂直度,垂直度在300mm测量长度上为0.034mm,角度α>90°。
2.3 精车工件端面平面度的测量方法及测量结果
精车后的工件端面平面度测量方法有多种,而不拆卸工件直接在机床上用千分表测量,是最为便捷的一种测量方法,如图3所示。
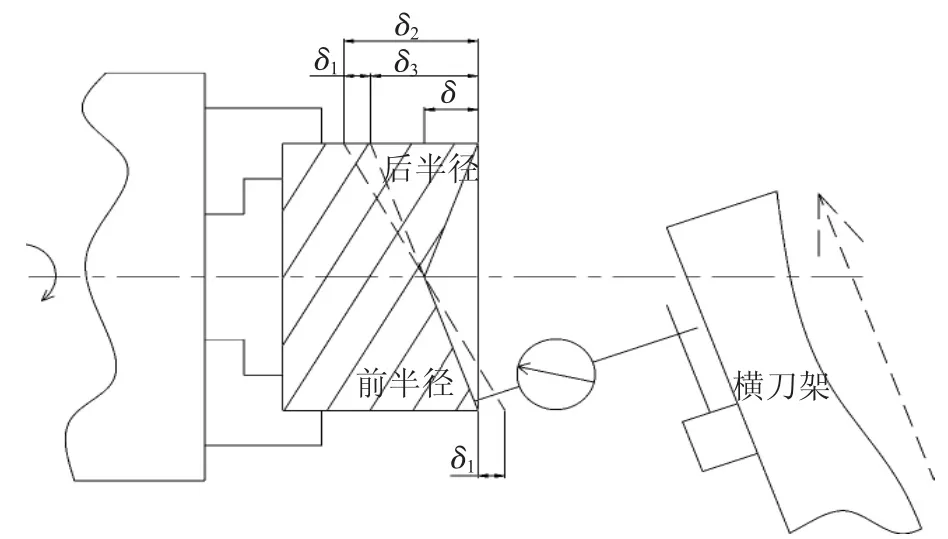
图3 不拆卸工件测量
使用千分表测量需注意以下三点:①工件端面是由车刀随横刀架在前半径移动轨迹加工而成,所以前半径端面与移动轨迹位置是平行关系;②精车加工后的工件端面与主轴回转轴线位置是垂直关系;③横刀架移动轨迹在设计上与主轴回转轴线有一个微小的角度关系,以满足车削后工件平面“中凹”的技术要求。基于以上三点,千分表触头随横刀架前后移动测量,在工件端面前半径由外圈向中心移动时,千分表在工件端面前半径读数理论上应无变化,而实际受工件表面粗糙度影响,产生读数差δ1,但δ1一般不超过±0.010mm;在后半径由中心向外圈移动时,千分表在工件端面后半径产生读数差δ2,工件端面平面度为δ,通过图中尺寸链关系可知δ3=δ2-δ1,工件端面平面度δ=δ3/2=(δ2-δ1)/2。采用上述方法测量同一台C6150卧式车床精车后的ø300mm平面,δ1=0.003mm,δ2=0.031mm,平面度δ=0.014mm,又因δ2>δ1,故工件平面“中凹”。
3 测量结果比较
通过对测量结果的比较,发现在同一台卧式车床上,采用可调节工装检具配合千分表的测量方案与采用平盘、千分表方案的测量结果存在差异。经过严谨分析,发现平盘在长期使用过程中,锥柄、平盘平面均出现了一些微小的磕碰、磨损、锈迹现象,这是造成数据差异的主要因素。而精车工件端面平面度的测量结果δ3=0.028mm与采用可调节工装检具配合千分表的测量结果0.029mm相近,验证了采用可调节工装检具配合千分表测量方案的可行性。
4 结束语
本文采用可调节工装检具配合千分表作为卧式车床几何精度G13项的测量方案,经方法验证、测量比较,该方案能够满足卧式车床横刀架移动对主轴锥孔轴线垂直度的测量要求,且较传统平盘测量法更简单、快捷,具有操作性,可在类似场合推广应用。
[1]GB/T 4020-1997,卧式车床 精度检验及附则[S].
[2]牛子来,梁树芝.气缸中心线与端面垂直度的检具[J].锻压装备与制造技术,1988,23(3).
Discussion about accuracy inspection method for one kind of horizontal lathe
XIA Liping1,YU Dechang2,JIANG Changhu1,CHEN Ligui1,LIU Kun1
(1.Ma′Anshan Product Quality Supervision and Inspection Institute,Ma′anshan 243000,Anhui China; 2.Ma′anshan Special Equipment Supervision and Inspection Center,Ma′anshan 243000,Anhui China)
Taking the G13 inspection item in GB/T4020-1997 the horizontal lathe accuracy test standard as an example in the text,the movement of cross tool frame for horizontal lathe to the perpendicularity measurement of the spindle axis has been analyzed and discussed.Relativeto the flat plate measuring method,one kind of adjustabletooling fixture inspection method has been adopted,which is more simple,quick and accurate.
Accuracy;Horizontal lathe;Measurement;Perpendicularity;Tooling fixture
TG83
A
10.16316/j.issn.1672-0121.2016.04.035
1672-0121(2016)04-0121-02
2016-02-21;
2016-04-16
夏礼平(1981-),男,助工,检验员,从事机床产品检验工作
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:30:20
科学与信息化(2022年14期)2022-07-31 10:18:08
科技资讯(2021年20期)2021-10-28 17:27:06
股市动态分析(2021年12期)2021-06-21 08:00:23
制造技术与机床(2019年10期)2019-10-26 02:47:16
股市动态分析(2019年16期)2019-07-10 04:23:23
世界有色金属(2019年9期)2019-07-03 08:01:58
制造技术与机床(2018年10期)2018-10-13 06:37:04
制造技术与机床(2018年8期)2018-10-09 08:27:28
职业·下旬(2016年11期)2017-02-21 21:48:37
