低温烧成喷墨瓷质釉饰砖拓宽色域的研究
2016-05-14 08:37王瑞峰陈志川古战文王永强
佛山陶瓷 2016年5期
王瑞峰 陈志川 古战文 王永强


摘 要:本文借助于公司的低温烧瓷质釉饰砖平台,首次将低温喷墨墨水应用到该平台生产中。系统对比研究了高低温墨水在不同温度瓷质釉饰砖生产平台上的色域表现,结果表明:低温墨水在低温瓷质釉饰砖生产平台上呈色能力明显增强,整体色域变宽,更利于瓷质釉饰砖喷墨产品的开发。
关键词:低温烧成;瓷质釉饰砖;喷墨墨水;广色域
1 引言
陶瓷砖的表面装饰工艺是生产的核心技术之一,历经丝网、胶辊、喷墨三个主要阶段,装饰图案的清晰度和逼真程度越来越高,生产过程也越来越简便。
丝网印刷通过刮板对油墨的挤压,使油墨通过设计好的丝网转移到承印物上,形成与原设计图稿一样的图文[1]。胶辊印刷一般由4~6个辊筒组成,通过不同辊筒印刷多种图案和颜色,使预设的图文一步成型。喷墨打印是一种将陶瓷色料粉体制成多色墨水,将小墨滴从直径数十微米的喷嘴喷出,以每秒数千滴的速度沉积在坯体、釉面或其它载体上的凌空转印技术。喷墨墨水本质是将无机色料与有机溶剂混合,通过不同的制备方法制成的可用于工业生产的高温着色溶液[2,3]。
2 陶瓷喷墨墨水的发展现状
陶瓷喷墨墨水研究在国内开展较晚,但近十年来发展迅速,相关研究和专利较多,国内多家公司已经完成产业化。
美国Ferro公司于2000年申请专利[4]“用于陶瓷釉面砖(瓦)和表面彩色喷墨印刷的独特油墨和油墨组合”,但其墨水因过于昂贵难以广泛应用;西班牙陶立西(Torrecid)公司在2006年申请了“工业装饰墨水”的专利[5],其墨水在世界范围内应用广泛;道氏公司[6-8]发明了多种陶瓷喷墨打印用颜料,该公司墨水已进入产业化应用,为国内多家陶瓷企业采用。
南昌航空工业大学[9-12]使用溶胶-凝胶方法,制得了一系列陶瓷墨水;华东理工大学曹坤武[13]和华南理工大学杨建[14]在黄色陶瓷墨水的制备中均研发了一种镨黄墨水,但上述研究仅处于实验阶段。
喷墨打印技术在西班牙、意大利陶瓷企业已使用多年,在2011年开始大幅进口到国内,到2014年全国喷墨机数量已接近3000台,大部分陶瓷企业已基本转换到喷墨工艺。目前行业内普遍使用的高温墨水有蓝色、棕色、橘黄、黑色4种颜色,低温墨水有蓝色、棕色、镨黄、粉红4种颜色。高温墨水发色有较大的局限性,在瓷质砖上无鲜艳的红色和黄色。为了改善这一状况,各墨水公司投入大量精力研制鲜艳的红、黄色墨水,但目前产业化的红、黄色墨水仅能在低温烧成的瓷片产品中发出鲜艳的颜色,而在高温烧成的瓷质釉饰砖中基本不发色。陶瓷生产厂家也通过调整釉料来改善墨水的发色,但是此种方法基本只能增加墨水的发色深度,难以提升其鲜艳程度和拓宽色彩范围。
唯美公司经过几年研究,在瓷质釉饰砖低温快烧领域已实现质的突破,进入产业化阶段,并申请发明专利“低温快速烧成陶瓷砖及生产工艺”[15]。该专利大幅降低了瓷质釉饰砖的烧成温度,而低温墨水发色范围和鲜艳程度都比高温墨水好,为引入低温墨水、增强喷墨产品发色范围提供了一个平台。
3 实验内容
3.1 实验原料和仪器
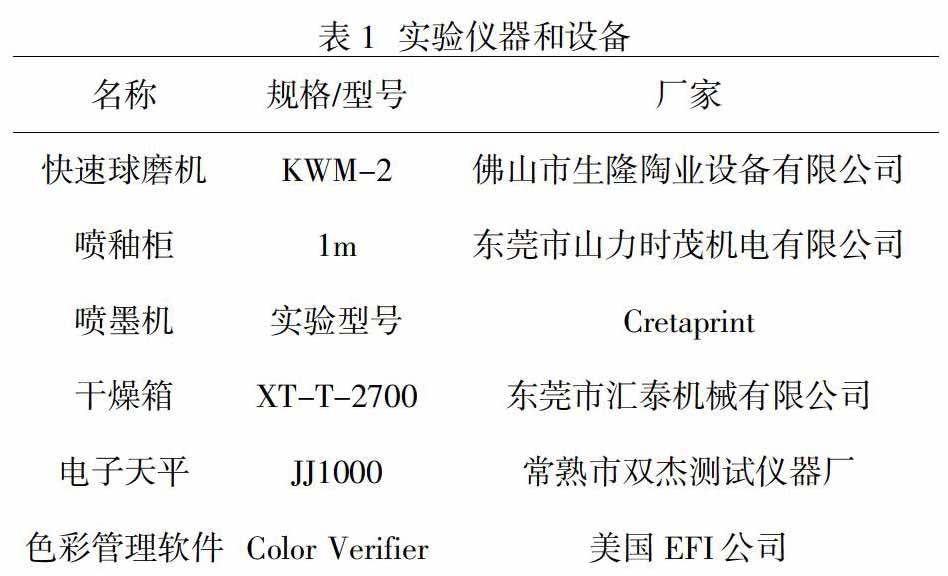
本实验使用广东唯美陶瓷有限公司大生产原料,包括常规瓷质釉饰砖和低温瓷质釉饰砖所用坯体、釉料及墨水。主要实验仪器如表1所示。
3.2 实验方案
本实验以常温瓷质釉饰砖和低温烧成瓷质釉饰砖两个平台为基础做对比实验,在釉面上打印色卡文件并烧成,比较两个平台上高温和低温墨水的发色能力。制作成的色卡使用EFI Color Verifier设备扫描,得到墨水的发色范围,并与lab标准对比,量化墨水的发色能力。其中Lab模式是由国际照明委员会(CIE)于1976年公布的一种色彩模式,是CIE组织确定的一个理论上包括了人眼可见的所有色彩的色彩模式。Lab模式由三个通道组成,L通道是明度通道,数值越大则亮度越高,对它调整只发生亮度变化而没有色彩变化;a通道的颜色变化是从绿色到红色,正值为红色且越大越红,负值为绿色且越小越绿;b通道则是从蓝色到黄色,正值为黄色且越大越黄,负值为蓝色且越小越蓝;调整a和b通道只有色彩变化而没有亮度变化。
4 实验结果与分析
4.1 高温墨水发色情况
图1是高温蓝、棕、桔黄、黑4色墨水在两个平台上的发色情况,其中(a)为常规瓷质釉饰砖,(b)为低温快烧瓷质釉饰砖。从图1中可以看出,相比之下,低温烧瓷质釉饰砖上的发色仅是略微偏强,两者之间的发色没有明显区别。
表2是两种平台烧成的高温墨水Lab值,从表2可以看出,两者之间区别很小,仅常规瓷质釉饰砖黑色略微变浅,可以认为高温墨水在两个平台上的烧成效果一致。图2是高温墨水在两种平台下色卡的色彩范围比较,其中大圆圈为lab彩色模式的全部色彩范围,蓝色(斜线区域)为常规瓷质釉饰砖平台色域,粉红色(竖线区域)为低温烧瓷质釉饰砖色域,紫色(横线区域)为两者的重叠区域。从图2可以看出两个平台间色彩范围接近,低温快烧平台的发色略偏向黄绿色。
4.2 低温墨水发色情况
图3是低温蓝、棕、镨黄、粉4色墨水在两个平台上的发色情况,其中(a)为常规瓷质釉饰砖,(b)为低温烧瓷质釉饰砖。从图3可以看出两者之间的发色区别很大,在常规瓷质釉饰砖平台上粉色墨水基本不发色,镨黄墨水发色也很暗淡;而在低温烧瓷质釉饰砖平台上粉色和镨黄墨水发色均很鲜艳。且低温平台上复合色卡有更加纯正的灰色色块。
表3是两种平台烧成的低温墨水Lab值,从表3可以看出,蓝色变化不大,棕色略偏艳偏红,镨黄明显偏艳偏黄,粉红差距极大,在常规瓷质釉饰砖平台上基本不发色。图4是低温墨水在两种平台下色卡的色彩范围比较,其中大圆圈为lab彩色模式的全部色彩范围,蓝色(斜线区域)为常规瓷质釉饰砖平台色域,粉红色(竖线区域)为低温烧瓷质釉饰砖色域,紫色(横线区域)为两者的重叠区域。从图4可以看出粉红色(竖线区域)的面积远大于蓝色(斜线区域)面积,并且明显偏向红黄色,证明在低温烧平台上使用低温墨水可以明显拓宽产品的发色范围。
4.3 四种色域范围整体比较
图5是4种色域范围的比较,lab色域中a为横坐标,b为纵坐标。从图5可以看出倒三角符号的三角形所围面积最大,是低温墨水在低温烧瓷质釉饰砖平台烧成的色彩范围,相对高温墨水仅是较深的橙色调发色较弱,整体发色范围明显增大,并且橙色调在瓷质釉饰砖中很容易通过面釉颜色来弥补。
瓷质釉饰砖的一个主要开发方向是仿天然石材、木材,这两类产品在市场上也有很高的需求度,但是天然石材和木材中很多品种为红黄色系,高温墨水难以表现其逼真的效果。如果将低温墨水引入到瓷质釉饰砖生产中,可以更大限度地发挥喷墨工艺的优势,使设计开发的产品能完美再现天然石材、木材的面貌。
5 结论
(1) 高温墨水在高温和低温两个平台中烧成发色无明显差距;
(2) 低温墨水在低温平台烧成颜色更鲜艳,镨黄和粉红发色明显强于高温平台,蓝色和棕色无明显差距,且有更纯正的灰调,说明在低温烧平台上使用低温墨水可以明显拓宽产品的发色范围;
(3) 通过降低瓷质釉饰砖的烧成温度,将低温墨水引入到瓷质釉饰砖生产中,成功拓宽产品的色彩范围,有利于开发更宽广色域的瓷质釉饰砖新产品。
参考文献
[1] 俞康泰.陶瓷色釉料与装饰导论[M].武汉:武汉理工大学出版社,2002:5~6.
[2] 江红涛,王秀峰,牟善勇.陶瓷装饰用彩喷墨水研究进展[J].硅酸盐通报,2004,2:57~60.
[3] 蔡晓峰.喷墨打印技术与陶瓷墨水的制备[J].佛山陶瓷,2006,7:35~37.
[4] Javier Garcia Sainz. Individual inks and an ink set for use in the color ink jet printing of glazed ceramic tiles and surface[P]. US:6402823B1,2002-6-11.
[5] Corls Ripoll,.Cocepcion Heydom,.et al..Industrial decoration ink[P].EP.1840178A1,2007-10-03.
[6] 张翼,黄小芬.一种陶瓷喷墨打印用棕色颜料及其制备方法[P].中国:CN101717274A,2010-6-02.
[7] 张翼,黄小芬.一种陶瓷喷墨打印用黑色颜料及其制备方法[P].专利:CN101717275A,2010-6-02.
[8] 张翼,黄小芬.一种陶瓷喷墨打印用锆铁红颜料及其制备方法[P].专利:CN101723711A,2010-6-09.
[9] 吴小琴,汪蓉蓉,邓安民.喷墨用红色陶瓷表面装饰墨水的制备 与性能[J].南昌航空工业学院(自然科学版),2005,19(1):49~53.
[10] 吴小琴,汪蓉蓉,邓安民.喷打用蓝色陶瓷表面装饰墨水的制备和性能[J].中国陶瓷,2005,41(3):38~42.
[11] 吴小琴,汪婷,邓安民,等.喷打用黑、黄色陶瓷表面装饰墨水的制备和性能[J].中国陶瓷,2006,42(2):42~45.
[12] 吴小琴,罗晓平,刘元隆,等.新型红色陶瓷装饰用喷打墨水的制备及初步应用[J].中国陶瓷,2009,12:54~56.
[13] 曹坤武.镨掺杂硅酸锆黄色颜料以及陶瓷墨水的制备和研究[D].上海:华东理工大学,2011.
[14] 杨建.黄色陶瓷墨水的制备[D].广州:华南理工大学,2012.
[15] 黄建平,谢悦增,王永强,等.低温快速烧成陶瓷砖及生产工艺[P].专利:CN103693942A.