不锈钢液下泵裂纹的补焊
2016-05-14 21:17张志峰李英金李亚洲韩院院
科学与财富 2016年6期
张志峰 李英金 李亚洲 韩院院
摘要:本文叙述不锈钢液下泵裂纹的补焊修复的工艺过程,并介绍了不锈钢焊接性,焊补设备,焊前准备,焊接材料及焊补操作方法。
关键词:不锈钢、裂纹、电弧焊
前言
在联合站输油处理过程中,污水的腐蚀比较严重,不锈钢应用越来越广泛。液下泵是在油水池中运行的设备,由于污水腐蚀及液下泵长期运转振动,造成泵体产生裂纹,影响正常运行。发现问题后采取措施,对液下泵材料,焊接工艺,技术性能进行分析,对裂纹的地方要进行补焊。
1.不锈钢的焊接性
不锈钢在焊接中存在以下问题
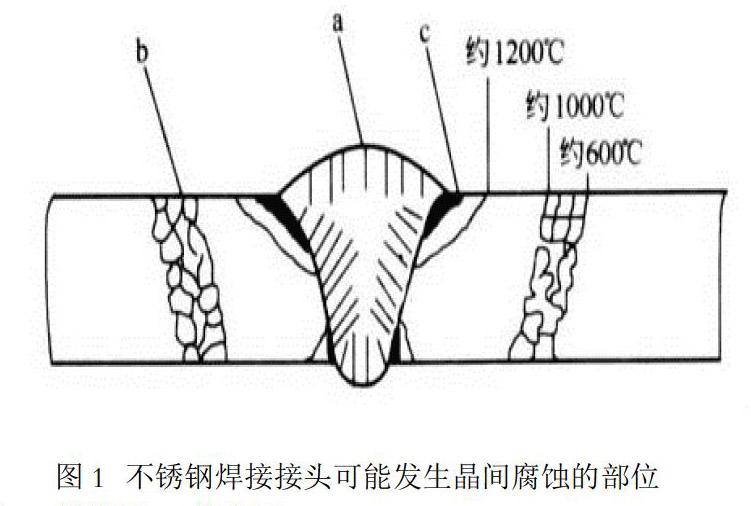
1.1焊接接头晶间腐蚀
焊接接头可能发生晶间腐蚀的地方:焊缝区、热影响区敏化区以及熔合区。
焊缝区的晶间腐蚀主要与焊接材料有关。采用超低碳的焊接材料或通过焊接材料向焊缝过渡足够的稳定化元素,可有效地避免焊缝晶间腐蚀。
1.2焊接接头热裂纹
不锈钢焊接时在焊缝及近缝区都可能产生热裂纹,不锈钢导热系数小,而线膨胀系数大,在焊接局部加热和冷却过程中可形成较大的拉应力。焊缝金属凝固期间存在较大的拉应力是产生热裂纹的必要条件。通过调整奥氏体焊缝金属成分,使其形成适量的铁素体组织在一定程度上可改善奥氏体焊缝的热裂倾向。
1.3焊缝的脆化
不锈钢焊接接头的强度并不低,在工作几个月后就可能发生沿近缝区的脆断。其原因就是接头的塑性、韧性没有达到要求,要求是保证低温韧性,这样才能防止发生低温脆性破坏。
2、补焊方法
手工电弧焊是应用普遍,操作方便的一种焊接方法,先确定母材的材质再选择合适焊条型号,由于不锈钢材料敏感性较强,在450-850℃温度区域停留时间过长,焊缝及热影响区耐腐蚀性能下降,容易发生热裂缝,且线膨胀系数大,易产生较大的变形,如何才能保证焊后不产生裂纹,将焊接变形控制在最小范围内便于焊后使用,制订以下补焊工艺。
3、补焊工艺过程
3.1裂纹补焊前处理
(1)裂纹的清理
将裂纹及其周围的油污清理干净,再用气焊火焰烧去表面附着物油渍,用棉砂或布擦拭干净,确定裂纹的位置。
(2)裂纹开坡口
裂纹处厚度在5mm左右,用磨光机打磨裂纹处形成坡口,并使裂缝处于坡口的中心位置上,坡口开的小一些平直光滑,让坡口尺寸尽量满足补焊要求。
3.2焊接材料的选择
根据被焊材料,选择焊条的牌号一定要与母材的化学成分一致或接近,才能保证良好的焊接性,泵体材料为奥氏体不锈钢,我们选用焊条奥302。
3.3焊接工艺参数的选择
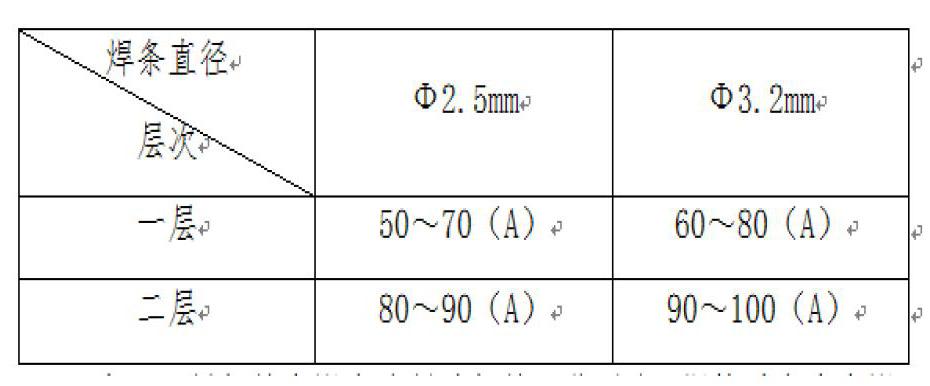
选用ZX-400直流焊机,电源种类采用直流反接方法,焊接电流与焊条真径选择见表1
由于不锈钢的电阻率为低碳钢的4倍以上,焊接时产生电阻热较大,药皮容易发红和开裂,所以同样直径的焊条焊接电流值比低碳钢焊条低20%左右。
3.4操作方法:
先在确定好的焊缝两端选用小直径焊条进行点固焊,焊接时采用小电流,快速焊,焊条不做横向摆动,减少熔池热输入,短弧焊收弧要慢,填满弧坑,一次焊成的焊道不宜过宽,防止裂纹及变形的产生,层间彻底清除熔渣,温度要控制低一些,防止过热产生晶间腐蚀,焊完一道焊缝等待其冷却后在进行下一层焊接。期间可用小锤敲击焊缝降低焊接应力。焊后采取强制冷却措施,加速焊缝冷却,焊接过程中不要在焊件上随便引弧,以免损伤焊件表面影响耐腐蚀性,焊接完毕后,应用磨光机打磨焊道,去掉焊缝余高,再用细砂纸对焊道表面抛光,表面粗造度越低,抗腐蚀性能越好。
4、结论
采用合理的焊接方法,可以有效地控制不锈钢焊后变形和增强抗腐蚀能力,在生产中能达到满意的使用效果。还应该在实践中不断总结和积累焊接经验。
参考文献:
吴林、焊接手册--焊接方法及设备,机械工业出版社2001年8月
猜你喜欢
江苏安全生产(2023年10期)2023-12-18
World Journal of Diabetes(2019年7期)2019-07-23
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
制造技术与机床(2015年10期)2015-04-09