
激光熔覆技术修复进口大马力拖拉机关键零件工艺的研究
2016-05-14 18:12马余雷
农机使用与维修 2016年8期
关键词:曲轴
马余雷
摘 要:简单介绍激光熔覆技术及其特点和在修复零件方面的应用,结合激光熔覆技术修复进口大马力拖拉机曲轴典型实例,重点介绍激光熔覆技术修复曲轴时的材料选取、工艺制定、工艺实施,提出了发展激光熔覆技术修复机械零件的可行性及其深远意义 。
关键词:激光熔覆;大马力拖拉机;曲轴
中图分类号:TG174 文献标识码:Adoi:10.14031/j.cnki.njwx.2016.08.003
0 引言
随着农机化的快速发展,大马力拖拉机在农村的保有量逐年增加,而拖拉机的维修也出现了不少问题,现在的修理厂只是简单的拆装与换件,像发动机曲轴磨损后无力解决,只能更换曲轴,而更换进口曲轴的费用大,且比较费时,往往需要很长时间。激光熔覆是目前广泛使用的用于轴类修复的高新技术。激光熔覆技术是指以不同的填料方式在被熔覆基体表面上放置被选择的涂层材料经激光辐照使之和基体表面一层同时熔化,并快速凝固后形成稀释度极低、与基体成冶金结合的表面熔覆层,从而增加基体缺损位尺寸也可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。激光熔覆技术具有较低稀释率、热影响区小、与基面形成冶金结合、熔覆件扭曲变形比较小、过程易于实现自动化等优点。而激光熔覆修复的技术关键是修复材料的选取和修复工艺的制定。现结合具体实例从熔覆材料选取、工艺的制定及实施,介绍激光熔覆技术在农业机械维修中的应用。
1 熔覆粉末的选取
在进行试验的过程中,采用了不同的粉末进行试验对比,对比后根据熔覆层成形质量、磨削后轴颈的表面质量和表面硬度,进行最后的选取。然后,根据选取的熔覆粉末牌号再进行试验,试验其重复性,如果重复性比较好,那么就最终确定该粉末为要选取的熔覆粉末。
在试验的过程中,我们一共选用了以下三种粉末进行试验,即Fe基粉末Fe103、Fe104和Ni基粉末Ni60。将Fe104粉末、Ni60粉末、Fe103粉末用同一种工艺规范和工艺参数对曲轴的主轴颈进行修复试验,对比一下三种不同材质的熔覆粉末修复效果,试验后发现,在Fe基粉末、Ni基粉末的对比试验中,Fe104修复主轴颈后,各项技术指标最佳。 所以,根据对比试验后确定修复曲轴轴颈的激光熔覆选取Fe104熔覆粉末。根据不同的粉末利用同一种技术参数进行正交试验,从而确定最佳工艺中的技术参数,具体数据记录在综合性能试验报告中。
2 最佳工艺参数和工艺规范的确定
根据选取的材料进行实验,实验报告如下:
实验目的:激光熔覆技术修复进口大马力拖拉机曲轴工艺研究。
2.1 实验对象
曲轴:材质为45#钢;
Fe基合金粉末:牌号为粉XY-26F-103、XY-26F-104,规格为80/270目;Ni基合金粉末Ni60A,规格为80/270目。
2.2 主要的仪器设备
(1)激光器
类型:CO2激光器;
型号:GS-TFL-6000;
技术参数:
激光波长:10.6 μm;
额定激光功率:6000 W;
激光功率范围:200~6500 W;
激光功率不稳定性在-3%~3%之间。
(2)激光熔覆成套设备
型号:HANSGS-TEL-H6000,包括: JGX-1激光功率显示、检测仪、数控加工机床、导光系统、多功能控制台、HC900型风冷冷水机组、自动重力送粉器。
(3)其他设备
如显微维化硬度计、金相显微镜等。
2.3 试验方法和步骤
(1)检查电路、水路、气路等是否正常。
(2)制备试件,用曲轴磨床将曲轴主轴径表面磨损部分和疲劳层磨掉,将曲轴磨至实验设计的尺寸。
(3)选择和预置合金粉末,将选好的粉未放入送粉器内,调好送粉参数,设定熔覆层厚度约为0.7 mm,准备实验。
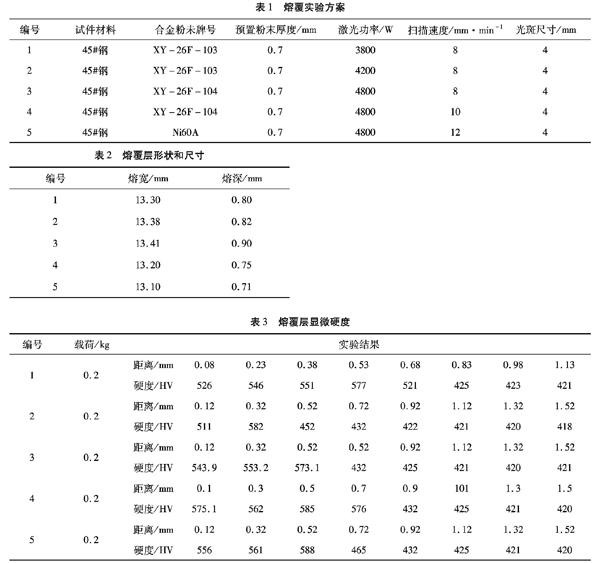
(4)确定熔覆工艺参数,根据所熔覆粉末成分,选择激光功率分别为3800 W、4200 W、4800 W,扫描速度(定功率为3800 W)分别为8 mm/s、10 mm/s、12 mm/s,熔覆的轴径为5道,扫描轨迹为直线,根据实验方案,编制数控熔覆程序。
(5)调整转胎,卡好试件,戴好防护眼镜,做好防护工作。
(6)按照实验方案(如表1)进行激光熔覆,制备熔覆层;按照设备操作步骤和防护要求,开启激光熔覆设备,调整激光头垂直位置,正离焦量约为45 mm,在生锈钢板上打光斑,确定光斑尺寸为4 mm;输入并调试数控加工程序,将激光头水平移至曲轴上方选定位置,按照确定的工艺参数,调好激光功率,运行数控程序,自动进行激光熔覆。
(7)及时收集数据,做好有关记录。①对熔覆试件轴径统一编号,并做上标记;②对照试件,准确记录试件每个轴径的熔覆条件,包括试件的材质、形状尺寸,熔覆合金粉末的型号、成分、熔覆厚度、激光功率、扫描速度、光斑尺寸等;③仔细观察熔覆层的形貌,测量熔覆层厚度、宽度。
(8)分别用曲轴磨床将熔覆层磨削至标准尺寸,制备金相试样。
(9)观察熔覆层和热影响区微观组织,测量熔覆层显微硬度沿熔覆层厚度方向,由表及里间隔02 mm 测量硬度值。
(10)对实验结果进行讨论分析,撰写实验报告。
3 试验结果与分析
3.1 实验结果
熔覆层的形状和尺寸见表2,熔覆层的显微硬度值如表3所示。
3.2 试验结果分析
熔覆速度一定时,随功率增加,熔覆层宽度增加,连续性及光滑程度更好;功率一定时,熔覆速度增加,熔覆层宽度明显减小,不连续。总体上,激光熔覆热输入较小,熔覆效果及成形状况很好。熔覆层约有0.7 mm,表面上没有宏观裂纹出现。
3.3 工艺参数和工艺规范的确定
根据综合性能试验的结果,确定了最佳的工艺参数和工艺规范为:功率4200 W、扫描速度10 mm/s,光斑直径4 mm。
4 结论
通过实践证明,应用激光熔覆技术来修复进口大马力拖拉机的发动机曲轴是可行的。激光熔覆工艺修复后曲轴质量达到或超过新品。修复后不但能延长产品的使用寿命,提高产品技术性能和附加值,最终以最低的成本、最少的能源资源消耗完成产品的全寿命周期。修复后零部件的性能和质量均能达到甚至超过原品,而成本却只有新品的1/3甚至1/4,节能达到60%以上,节材70%以上。同时,由于费用的降低使用户愿意及时对车辆进行维修,保证车辆始终保持良好的技术状态,降低燃油消耗,减少尾气对环境的污染,达到节能环保的目的,因此在农机维修中推广应用激光熔覆技术具有十分重要的意义。
猜你喜欢
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年5期)2018-01-19
柴油机设计与制造(2016年4期)2017-01-15
制造技术与机床(2015年10期)2015-04-09
中国水运(2015年1期)2015-02-02
机械制造与自动化(2014年1期)2014-03-01
机械制造与自动化(2014年1期)2014-03-01
河南科技(2014年4期)2014-02-27
