
CO2气体保护焊金属飞溅问题探讨
2016-05-14 07:25贾全仓杨淑霞
企业技术开发·中旬刊 2016年9期
关键词:措施
贾全仓 杨淑霞
摘 要:CO2气体保护焊是一种高效率、低成本的节能焊接方法,而金属的飞溅是CO2气体保护焊中较为突出的问题,文章分析了产生金属飞溅的原因,并提出了其防止措施。
关键词:CO2气体保护焊;飞溅;措施
中图分类号:TC444.73 文献标识码:A 文章编号:1006-8937(2016)26-0177-02
CO2焊很容易产生金属飞溅,这对焊缝质量及生产率都很不利,严重时甚至影响焊接过程的正常进行。
1 产生飞溅的主要原因
1.1 气体爆炸引起的飞溅
造成这种飞溅的气体主要是CO2。具有强烈氧化性的CO2,使熔池和熔滴中的C氧化生成气体CO,在电弧高温的作用下体积急剧膨胀而爆破,从而产生大量细粒的金属飞溅。
1.2 由电弧斑点压力引起的飞溅
由于CO2气体高温时分解吸收很多的电弧热量,对电弧的冷却作用增强,而使电弧的电场强度也增强,电弧收缩,弧根面积变小,电弧的斑点压力增大,这时熔滴很不稳定,形成飞溅。
1.3 短路过度时由于液态小桥爆断引起的飞溅
当熔滴与熔池接触时,由熔滴把焊丝和熔池连起来,形成了液态的小桥。随着短路电流的增强,液体小桥金属加热迅速,从而导致小桥液态金属气化而发生爆炸,导致飞溅。
如果电弧电压太低,由于弧长很短,短路频率高,电弧燃烧的时间过短,焊丝的端部还没有来得及熔化就插入熔池,而发生固体短路,而短路电流很大,使焊丝突然爆断,飞溅严重,焊接过程非常不稳定,这时可看到焊缝上插了很多短段焊丝,像刺猬一样。
1.4 当焊接参数选择不合理时,也会引起飞溅
这种飞溅是在焊接的过程中,因电弧电压、焊接电源、焊接回路电感值等焊接参数选择不当所引起的。
1.5 非轴向熔滴过渡而造成的飞溅
这种飞溅是在大滴过渡焊接时因电弧斥力所造成的。熔滴在极点压力和弧柱中气流的压力共同作用下,被推向焊丝末端的一边,并抛到熔池外面,使熔滴形成大颗粒的飞溅。
2 减少金属飞溅的措施
2.1 减少气体爆炸引起的飞溅
实验表明,焊丝中的含C量对金属飞溅有很大影响,含C量高时,金属飞溅就会变得严重,当含C量减少到0.04%时,即使电流较大,金属飞溅也会很少。因此,焊丝中的含C量应该控制在0.08%左右。
2.2 电弧斑点引起的金属飞溅主要取决于电源的极性
如果是直流正接,焊丝末端的熔滴因受到正离子的冲击,造成大颗粒的金属飞溅;反接时,主要是电子撞击熔滴,其极点压力减小很大,金属飞溅较少。所以,CO2气体保护焊时,常常采用直流反接来焊接。
2.3 短路过渡时限制金属液桥爆断能量
即必须设法使短路液桥的金属过渡趋于平缓。为此:
在焊接回路中串入合适的附加电感值,就可以减少因短路电流而引起的金属飞溅。一般地来说,焊接回路内的电感值在0~0.2 mH范围内变化时,对短路电流上升的速度影响最为显著。所以,适当调整附加的电感值,能有效地减少金属飞溅。这种方法优点是设备简单,效果明显。缺点是控制不够精确,适量调整不易。因此只能在一定程度上减少飞溅。
电流切换法。在每个熔滴过渡中,当液桥缩颈尺寸达到临界值,立即将电流切换,即将电流从高值切换到低值,使液桥缩颈在小的电流下爆断,消除了液桥爆断产生飞溅的因素。实验结果表明,如果使电流从400 A降到30 A,金属的飞溅率将降低到2%~3%。
2.4 合理选择焊接参数
2.4.1 焊接电流与电弧电压
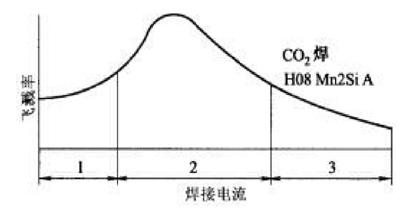
在CO2焊的焊接中,对于焊丝的不同直径,其金属的飞溅率与焊接电流间有一定的关系,如图1所示。
由图1可以看到,在1段(短路过渡区)和3段(细滴过渡区)飞溅率都较小,而在2段(混合过渡区)飞溅率却最大。由此可见,CO2焊在选择电流时,混合过渡区最好避开。而电弧电压应该匹配与焊接电流。
2.4.2 焊丝的干伸长
一般来说,金属的飞溅率与焊丝的干伸长成正比。比如,焊丝的直径如果是1.2 mm,其干伸长若从原来的20 mm增加到
30 mm的长度,则金属的飞溅率会增加5%,因此,在确保喷嘴不会堵塞的前提下,焊丝的干伸长应尽可能的缩短。
2.4.3 焊枪的倾角
焊枪的倾角是不容忽视的因素。当焊枪的倾角在80 °~
110 °之间时,不论后倾还是前倾,对焊缝的成形是没有明显影响;但倾角过大(如大于115 °)时,金属的飞溅会增大,同时还会增加熔宽并减小熔深。
2.4.4 短路过渡时,可采用(Ar+CO2)混合气体代替纯CO2以减 少飞溅
向CO2气体中加入Ar气,随着Ar含量的增加,飞溅率会减少。在不同焊接规范下,Ar+5%CO2混合气体与纯CO2焊相比,它的飞溅率是很小的,约为1%到3%左右,尤其在CO2焊的中等电流区域飞溅率高10%左右,而混合气体却很少(2%以下)。
CO气体随着Ar气比例的增加,飞溅率减少,其原因可从气体成分对冶金反应和熔滴过渡的影响来分析。
在混合气体中,随着Ar气含量的增加,气体的氧化性减弱,所产生的CO气体也少,所以减少了因冶金反应而引起的飞溅。
2.4.5 使用低飞溅率的焊丝
①对于实心焊丝,在保证机械性能的前提下,应尽量降低其含C量,并添加适量的钛和铝等合金元素。无论颗粒过渡还是短路过渡焊接都可显著减小由CO等气体引起的飞溅。
②用以Cs2CO3、K2CO3等物质处理过的焊丝,进行正极性焊接。
③采用药芯焊丝。在焊丝的药芯中有稳弧剂等成分,焊接时电弧稳定,飞溅减少。
同时在熔池的表面和熔滴周围有熔渣覆盖。其飞溅率比实心焊丝可减少1/3。
3 结 语
在CO2焊中,对于如何减少金属的飞溅必须给予足够的重视和防范,以保证焊接过程的正常进行,不断提高生产效率及焊接质量,降低生产成本。
参考文献:
[1] 周岐.电焊工工艺与操作技术[M].北京:机械工业出版社,2009.
[2] 钱在中.焊工取证上岗培训教材[M].北京:机械工业出版社,2010.
猜你喜欢
今日畜牧兽医(2022年10期)2022-12-23
今日畜牧兽医(2022年10期)2022-12-23
今日农业(2021年9期)2021-11-26
今日农业(2020年13期)2020-12-15
湖北农机化(2020年4期)2020-07-24
甘肃教育(2020年8期)2020-06-11
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中国外汇(2019年21期)2019-05-21
猪业科学(2018年4期)2018-05-19
广东饲料(2016年5期)2016-12-01
