
生料酿酒在黄酒生产过程中的研究与应用前景
2016-05-05 10:08奕水明钱文捷汪建国嘉兴市食品药品检验检测院浙江嘉兴34050苏州市新同里红酒业有限公司江苏苏州535
酿酒科技 2016年4期
奕水明,钱文捷,钱 非,汪建国(.嘉兴市食品药品检验检测院,浙江嘉兴34050;.苏州市新同里红酒业有限公司,江苏苏州535)
生料酿酒在黄酒生产过程中的研究与应用前景
奕水明1,钱文捷1,钱非1,汪建国2
(1.嘉兴市食品药品检验检测院,浙江嘉兴314050;2.苏州市新同里红酒业有限公司,江苏苏州215235)
摘要:从植物本身包含的淀粉着手,分析了生淀粉糖化机理,然后运用生料水解的SBD理论,阐述了不同淀粉酶对生淀粉的水解效率的影响,结合采用生料酿造黄酒技术,一是培养法,二是复配法,详细论述了此技术在黄酒生产过程中的应用及与之相关的如酶的种类,原料粉碎度,发酵温度及pH值等因素的影响,以及需采取的改进措施,着重分析了生料酿造黄酒的节约能源、减少污染、出酒率高、节约粮食等优点,并从市场、产品研发等多个角度展望了该技术的应用前景。
关键词:生料酿酒;黄酒;生产工艺;发酵机理;应用前景
黄酒作为中华民族特有酒种,也要与时俱进,开拓创新,积极应用新工艺、新方法、新技术。特别是近年来随着高新技术、酶制剂技术的飞速发展,高质量、高活性、多品种酶制剂、活性干酵母、超级酵母为生料酿酒提供了生产条件与发展基础。生料酿制是指粮谷原料不经蒸煮、糊化,直接将生淀粉进行糖化分解和酒精发酵及伴随其他成分的酶解和生化反应,经过系列代谢,最终得到成品的过程,从而减少了能源的消耗及相关设备的投资。既避免了由于受热而损坏有益成分及导致有害杂质的增加,又利于操作,便于管理。因此生料酿酒技术在黄酒生产过程中的应用是一项无污染的生物技术,完全符合国家提倡的节能减排的基本策略。本课题组就生料酿造技术的基础理论与推广应用,谈一些看法,由于水平有限,不妥之处,敬请同行批评指正。
1 生淀粉的糖化机理
生淀粉常以颗粒状态积蓄于植物的种子、块茎、叶以及干果等部位,是植物营养物质的一种贮存形式。各种作物的淀粉含量和特性,因其品种、气候及土壤等条件变化而不同。生料发酵是指各种原料不经过蒸煮、糊化,直接将生料淀粉进行糖化和发酵的过程。生淀粉颗粒的水解糖化与淀粉酶水解糊化淀粉的酶解机理是相同的[1],即都是从非还原性末端水解α-1,4-糖苷键和α-1,6-糖苷键,转化为葡萄糖。但由于2种淀粉在水中的存在状态不同,其作用方式也不同。淀粉在加热糊化后,其表面的水束层被破坏,使水分子可以深入到淀粉分子内部,淀粉分子在水中呈松散状态,酶很容易接近淀粉分子并切断其糖苷键,而生淀粉在水中由于表面水束层的排阻作用,水分子不能透过水束层进入淀粉分子内部,淀粉分子在水中由于疏水相互作用而呈相对致密的结构,使得淀粉分子与酶分子较难接近。因此,酶是否能与生淀粉颗粒表面结合是水解生淀粉的关键,只有能被生淀粉吸附的葡萄糖淀粉酶才具有水解生淀粉的能力。生淀粉糖化酶能否与生淀粉结合,以及结合的程度,不仅取决于酶分子本身氨基酸氨基的组成和顺序,还与处于酶亲和位点处的淀粉有关。葡萄糖淀粉酶因其来源活性不同对生淀粉的水解程度也不同。淀粉本身具有一定的吸附能力,其吸附能力的高低与淀粉的来源和存在的方式有关系,一般来说淀粉的含量越高,越有利于吸附和水解的进行。总之,生淀粉糖化酶的水解过程是吸附,形成酶与淀粉的复合体,复合体中淀粉表面的水束层被破坏,水分子进入淀粉分子内部在酶的作用下水解糖苷键[2]。
生料水解理论有很多,较为流行的是SBD理论。该理论认为生料酶,无论是糖化酶,还是液化酶,或是其他类酶,都由两部分组成,即淀粉结合区SBD和催化区CD。淀粉结合区对糖化酶水解生淀粉颗粒很重要,它支持酶制剂吸附在细胞壁上,使酶的局部浓度增加,并导致增加的葡萄糖流向细胞。有研究还发现,不同种类的酶复合后,对生淀粉的水解效率大大提高,如淀粉酶、葡糖苷酶、糖化酶、β-淀粉酶和普鲁兰酶[3]。其他如Ueda.S等人用玉米淀粉吸附技术分离根霉和黑曲霉的葡萄糖淀粉酶(GA),得到2种形式的酶GA1和GA11。其中GA1能吸附在生淀粉上,对生淀粉有强的水解活性,而GA11不能吸附到生淀粉上,对生淀粉的水解能力很弱。上田诚之助的报道认为,GA1是一种既能水解支链淀粉α-1,4-糖苷键,又能水解α-1,6-糖苷键的淀粉酶,而GA11对α-1,6-糖苷键的水解能力明显低于它对α-1,4-糖苷键的水解能力。因此,GA1比GA11具有更强的生淀粉水解能力,黄曲霉的淀粉酶系几乎全是α-淀粉酶,但其中GA1的含量很低,仅为黑曲霉的十分之一,因此黄曲淀粉酶系水解生淀粉的能力很差,β-淀粉酶几乎不能水解生淀粉,所以含β-淀粉酶为主的麦芽淀粉酶系水解生淀粉的能力也很差。综上所述,只有含GA1较高的根霉和黑曲霉的淀粉酶系才具有较强的水解生淀粉的能力。
2 生料酿造黄酒的生产技术
生料酿造黄酒的生产技术主要有生料酿制红曲黄酒、生料酿造麦曲黄酒、生料复配酶酿制黄酒。
2.1生料酒曲的制造方法
2.1.1培养法
釆用纯根霉等菌种,通过纯种扩大培养,大生产采用通风制曲,复配而成。培养法工艺:纯种试管→三角瓶培养→曲盘固体培养→通风制曲→干燥→成品。
2.1.2复配法
利用高活性生物酶制剂,酿酒干酵母等酒曲复配而成。复配法工艺:
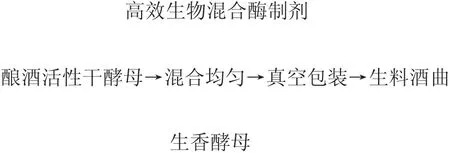
随着复配技术的进步,酶制剂使用种类的增加,除α-淀粉酶、糖化型淀粉酶、酸性蛋白酶以外,在复配中添加纤维素酶、植酸酶,按一定比例混合。有些酒曲将上述2种方法产品结合起来,混合根霉曲,成为比较完善的高质量生料酒曲。例如酒曲参考配方:糖化型淀粉酶70 %,酸性蛋白酶5 %,纤维素酶5 %,耐高温活性干酵母5 %,麸皮酵母5 %,根霉曲5 %,生香干酵母5 %。目前生料酒曲转化产品比较成熟的企业有湖北安琪酵母股份有限公司、无锡杰能科生物工程有限公司。
2.2生料酿酒技术在黄酒生产上的应用
2.2.1生米酿制红曲黄酒[4]
2013年4月,苏州市新同里红酒业汪建国等研发中心技术人员在麦曲生料黄酒实验成功的基础上,利用1株高活性根霉作糖化菌,并复配其他多种酶制剂,添加红曲,经过发酵实验对比,无论是出酒率还是品质相比熟料发酵均有所提高,而且口感更爽适纯净,柔和鲜美,风味独特。生料红曲黄酒质量,通过嘉兴市食品药品检验检测院检测,理化指标达到GB/T 13662—2008《黄酒》[5]清爽一级干型标准。因此,生米酿制红曲黄酒是可行的,达到了节能、降低劳动强度,减少用曲,提高粮食利用率,降低成本的目的,其配料见表1。

表1 生米酿造红曲黄酒的配料表
2.2.1.1工艺流程

2.2.1.2操作方法
原料碎粳米:要求精白新鲜、颗粒均匀、无霉变、无杂质、大米淀粉含量68 %以上。
浸米、拌药:将碎粳米入缸浸泡24 h,捞出沥干,转入洁净大缸中,添加根霉曲混匀,然后中间挖出喇叭状窝,保温培菌,糖化24~28 h后,加入28~30℃清水,粮水比例为1∶3.3,同时加入5 %红曲、活化的复合酶,黄、白酒干酵母,搅拌均匀,封闭发酵。
定时开耙:入缸后发酵前期每天或隔天开耙1次,使发酵缸底部的原料米与曲药、发酵剂充分接触,均匀发酵,使碎米中粗淀粉和蛋白质能充分利用。发酵中期,开耙醪液时一定要注意封闭隔氧。注意开耙以后耙要清洗干净,以免发酵醪液染菌,升酸较快,影响出酒率,发酵后期,不宜搅拌,以减少酒精的挥发损失。
发酵:控制室温在28~30℃为宜(保持品温适宜,酵母在主发酵期间旺盛生长繁殖发酵),冬季做好防止散热的保温措施。整个发酵期,主发酵控制在6~8 d,后发酵期为15~20 d。
红曲发酵醪的成熟液检查如下:
感官:一看二闻三尝。眼看液面米糟是否全部都沉入缸底,醪液由浑浊转清,发酵终止醪液呈淡紫红色。整个发酵成熟液呈静止状态,液面无气泡产生,鼻闻有舒畅的红曲米香,口尝微酸鲜爽干净。
理化指标检测结果:酒精度14.2 %vol~14.5 %vol,糖分0.6~1.0 g/L,总酸5.6~6.0 g/L,氨基酸态氮0.45~0.55 g/L。
2.2.2生米酿制麦曲黄酒
浙江黄岩食品科技协会和浙江柑橘研究所协作在台州进行了无蒸煮大米酿造黄酒的一系列研究应用工作,他们利用大米为原料,麦曲作为糖化发酵剂,并引入黄酒活性干酵母酿制黄酒取得成功,不但可节约用煤60 %,降低能耗20 %,并提高淀粉利用率,酒精度14.5 %vol的干型黄酒产量较熟料酿造可提高30 %,氨基态氮含量上升70 %~80 %,黄酒色、香、味较好,风味独特。
2.2.2.1工艺流程

生产配料见表2。
2.2.2.2操作方法
酒母醪:按熟料,麦曲黄酒酿造速酿活化扩培酵母,以安琪黄酒专用AADY为扩培种子,接种量为大米的10 %,酒母醪培养时间20~24 h,质量要求,细胞数大于5.0×108个/mL,子细胞率大于20 %,染色率小于5 %,大肠杆菌不得检出,球菌极少。

表2 生米酿造麦曲黄酒配料表 (kg)
熟麦曲制备[6]:以中科院微生所提供的3.800黄曲霉菌为试管引种,制成麸皮曲种,接种量小麦3‰~5‰,制曲培养管理,初期温度30℃左右,中期32~35℃,培养过程中不超过37℃,后期36~38℃,经培养48 h后,成曲质量为:菌丝稠密粗壮,带有黄绿色,有曲香,糖化力在1000 mg/h·g,水分25 %以下。
麦曲黄酒以无蒸煮酿造,对糖化和发酵的数量有一定限制,而且不得有严重污染现象存在,必须具备高活性的酒曲,酵母质量优势,方可在生产中应用。原料应为新鲜一级大米,各种发酵器具和生产工具以及保温覆盖物必须洁净,环境必须清洁卫生。
麦曲黄酒无蒸煮酿造过程中,一般发酵失重是总醪量的11.5 %,前酵与后酵的压榨损失在1.5 %,残糟率12 %,酒精挥发损失在0.4 %~0.8 %。
2.2.2.3实验结果
无蒸煮酿造麦曲黄酒(干型)色香味较蒸煮工艺生产黄酒有所提高,酒精含量大于14.5 %vol,干型黄酒出酒率可保持在330 %~340 %,氨基酸态氮含量在1.5 g/L左右,产品质量优势明显,检测结果符合GB/T 13662—2008《黄酒》[5]标准。本产品经过适当贮存陈酿,酒中各分子发生缔合、氧化、除醛、酯化,使香气增加,酒味柔和、协调、鲜爽,品质进一步提高[7]。
2.2.3生料酶制剂酿制黄酒
杰能料(中国)生物工程有限公司科研人员利用高性能专用生料酶制剂,对大米原料进行了系统的实验,在小试与中试成功的基础上,在浙江江山酿酒公司进行大型生产规模的实验,获得成功。利用生料专用酶制剂进行生料黄酒的酿造具有重要意义。生料专用酶制剂是一种高活力、高技术、高水平的复合酶,改变了以前生料曲、麦曲、红曲低水平、低活力的原始生料发酵,并具有加量少、作用快、得率高、酒精含量高、生产稳定、成本低等独特优点,从而为生料酿制酒开创一个崭新的历史阶段。
2.3生料发酵黄酒的影响因素[8]
影响生料发酵黄酒的因素较多,如果不注意这些因素的变化,往往会使生料发酵失败或效率下降。因此各企业在进行生料黄酒发酵时,要根据因地制宜的原则,必须满足以下要素,才能确保出酒率和品质的提高。
2.3.1酶的影响
就糖化发酵而言,只要所用糖化剂或酒曲中GA1的活力足够高,那么分解生淀粉就有保障,以前一些小型企业在利用根霉曲、黑曲霉曲生产生料酒曲时,由于技术、操作、设备、检测、生产环境不过关,生产的生料曲的酶活性较低,很难保证有益微生物的数量和纯度活力,酒曲质量不稳定,因此在生产中加曲量多,而且发酵中酒醪容易酸败。现在杰能科(中国)生物工程有限公司推出了专用生料酶制剂,此酶是一种对生淀粉具有增效作用的复合酶,由含有内切的α-淀粉酶和外切的糖化酶组成。该酶利用糖化酶的外切活力在淀粉的表面形成无数个小孔,并且将小孔钻得很深且尖,而α-淀粉酶内切活力不断扩大小孔,2种酶活性联合水解颗粒淀粉,连续释放可发酵的葡萄糖来满足酵母的发酵条件,从而能产生和积累大量酒精,使生料黄酒质量得到保障。安琪酵母股份有限公司推出的黄酒专用酿酒曲,采用现代生物技术生产的多种活性微生物制品,按照黄酒发酵过程中物质消长变化理论,精心复配而成的新一代糖化发酵剂。它既保留了传统酒曲中多种酶系糖化发酵的特点,又克服了传统酒曲中菌群良莠不齐、酶活性弱、出酒率低的弱点,在生料黄酒发酵中可以适用于各种小曲淋饭黄酒和生料粉浆黄酒,也适用于大罐新工艺黄酒发酵,在黄酒酿造中,可缩短发酵时间,降低劳动强度,具有发酵力强、出酒率高、质量稳定、使用方便、适用原料范围广等特点。
2.3.2原料与粉碎度
由于生料发酵没有熟料发酵蒸煮过程中的杀菌作用,因此对原料的要求相对较高,用于生料酿酒的原料要求新鲜干净、无杂质、无虫蛀和无霉变现象。同时不同的原料,由于其结构的差异,其生料酶渗透淀粉颗粒的能力是不同的,因此需分别对待,采用不同原料、不同的粉碎度、不同的浓度、不同的加酶量,达到相同的效果。根据生料酶解易难程度排列:大米>黍米>小米>玉米>小麦>甘薯。以大米为例,可以将大米粉碎成碎米,为20目、40目的细度,在其他条件相同的情况下,其产糖发酵速度为主发酵:40目>20目>碎米>整米。主发酵每个等级快12 h,后发酵快24 h。当然,粉碎度越高,颗粒越细,其比表面积将成百倍增加,粉碎细度并不是越大越好,原料太粗,影响接触面积,原料太细,加大了动力消耗,也不利于以后压榨过滤,因此合适的细度是必不可少的,一般要求采用粉浆发酵生料以90 %原料能通过20目为好。
2.3.3温度与pH值影响
生料本身在常温下发酵,温度低,糖化发酵速率慢。因此更需要在常温下控制一定温度,才能保证发酵正常进行。对于根霉曲适宜温度30℃,对于其他生料酒曲适宜温度26~32℃,对于生料专用酶制剂适宜温度20~40℃,对于黄酒干酵母适宜温度28~35℃。因此在边糖化边发酵边蛋白分解转化为代谢物质的过程中,采用合适温度32~33℃,保持发酵温度稳定,才是生料发酵前提。其次pH值会影响生料发酵顺利进行。黑曲霉最适pH3.5~4.5,根霉pH4.0~4.5,生料酶制剂应用范围则更广。在生料发酵黄酒工艺中一般不调pH值,在pH5.5~6.0范围内,对酶活性稍有影响。但为了控制杂菌繁殖和加速糖化速度,不少企业将pH值调到4.0~4.5。如果在发酵过程中,pH值下降,说明可能染菌,应采取措施,可以像生产葡萄酒那样,在发酵前的醪液中添加适量焦亚硫酸钾(SO2),抑制杂菌生长,防止pH值下降。酸度提高,可避免酒醪发酵不稳定和酸败现象发生。
2.3.4料水比与发酵周期
加水量直接影响发酵速度、出酒率、酒精度和稳定性。一般生料发酵的加水比为1∶2.5~4.0。四川省食品工业研究所李泽林、王惠珍在1983年实验生大米粉对配料加水比的酒精发酵分析结果见表3,仅供参考。
对于黄酒而言,根据黄酒最终成品的类型、酒度来决定合适的料水比,根据各厂黄酒产品情况可选择1∶2.5~3.3。发酵周期将根据原料结构、颗粒细度、料水比等诸多原因而定。在黄酒生产中可分主发酵和后发酵,主发酵是边糖化边发酵边粗蛋白分解,尽可能将原料中粗淀粉、粗蛋白转化为酒精、多糖与多肽、氨基酸态氮的过程。后发酵是使残余部分继续缓慢分解转化,并使酒精酯化、酸化、后熟和生成复杂芳香成分的过程。所以在实际生产中,笔者认为,采用主发酵6~8 d,在保证后酵期酒醪不生酸的基础上,尽量延长后发期到30~35 d,这样生料酒醪黄酒的风味和稳定性将进一步提升[9]。
2.4生料发酵黄酒的特点

表3 生大米粉对配料加水比的酒精发酵检测分析
生料发酵黄酒,也就是不需要蒸饭和冷却工序,从而减少了能源、设备、厂房建筑,这本身节约了能源、设备、土地的资金投入,又避免由于受热而损坏有益成分及导致有害杂质增加,有利于提高和丰富黄酒中营养活性成分[10]。
3 应用前景
生料黄酒和熟料黄酒由于风味物质不同,生料黄酒微黄或橙红透明,口味干爽或爽适,柔和或清爽,鲜洁或淡润,缺少传统黄酒固有的浓郁醇香,因此可以利用生料黄酒纯正酒基,通过酒体风味设计和勾兑修饰技术,创新出一种新型,特色型黄酒新产品。同时生料酿制黄酒是一门方兴未艾的酿酒技术,能提高原料利用率,出酒率高,节约生产用粮,操作简便,便于管理,人工成本低,市场前景广阔,具有较高经济效益和社会效益[11]。
近年来,国内外不少大专院校、科研所、生产企业都对生料酿酒发酵进行了一系列研究,并取得一定的成果和进展。但现有国内外企业真正应用生料酿造清酒和黄酒的企业并不多,大企业还未形成足够的关注。笔者认为,作为一种新型黄酒,口味纯正、鲜爽、鲜洁、带有蜂蜜味、风格独特,更加适应当今青年、女士消费群体与各种欢庆宴席。只要广告宣传、营销策划得当,市场前景一定看好。今后随着高新技术产品的推广应用和新型高活性生料酶制剂,发酵剂的出现、完善、提高,生料酿酒发酵必将进入一个崭新的发展阶段,同时带动微生物领域的进一步开发研究,为我国黄酒工业的发展开辟新的领域。
参考文献:
[1]诸葛斌.姚惠源.姚卫蓉.生淀粉糖化酶的结构和作用机理[J].工业微生物,2001(1):49-51.
[2]段钢.姜锡瑞.酶制剂应用技术问答[M].北京:中国轻工业出版社,2014.
[3]黄平.刘义刚.余明华.生料酿酒技术[M].北京:中国轻工业出版社,2001.
[4]汪建国.酶制剂在酿造行业应用研究及其发展前景[J].中国酿造,2004(1):2-5.
[5]全国食品工业标准化技术委员会酿酒分技术委员会.黄酒:GB/T 13662—2008[S].北京:中国标准出版社,2009.
[6]汪建国.嘉兴熟麦制曲的生产工艺探讨[J].中国酿造,1999(6):29-31.
[7]兰文忠.生料酿酒工艺相关研究[J].中国高新技术企业,2015 (2):70-71.
[8]吴延东.综合比较法确定生料酿酒的影响因素[J].淮海工学院学报,2005(4):62-65.
[9]黄晓康,郑欢庆.生料发酵生产黄酒的工艺研究[J].酿酒科技, 2008(9):81-84.
[10]许克平.免蒸煮生料酿酒技术[J].今日科技,1999(4):10.
[11]何丹,肖更生,吴继军,等.生料酿酒技术的研究与应用[J].现代食品科技,2007(10):92-96.
首届中国酒产业金融化论坛暨酒金会新春发布会举行
本刊讯:据《糖酒快讯-白酒》报道,2016年3月5日,首届中国酒产业金融化论坛暨酒金会新春发布会在北京举行。贵州国际酒类博览会金融咨询管理有限公司常务副总张铧,中国民生银行万丰路支行行长屈燚,经济学硕士、中航信托总经理助理李培新,酒金会创始合伙人崔巧玲,新财道董事长、法学博士周小明,经济学博士、工业和信息化部信息于佳宁,国台酒业集团总经理张春新等嘉宾以及新食品、糖酒快讯等媒体参加了活动。
会上,酒金会与贵州酒博会公司签署联合发布募集20亿贵州酒产业基金的战略合作意向、并分别与左右脑、国台、酱门会、濮阳商会等体系进行了战略签约。
贵州国际酒类博览会金融咨询管理有限公司常务副总张铧在会上发表致辞,他表示,本次论坛对贵州酒的发展具有积极推动作用,将给予具体的金融政策与产业政策支持。作为酒博会主办方的我们也在上一年的酒博会中尝试的植入互联网+酒产业,对酒博会起到巨大的助推作用。仅在酒博会现场贸易达82.42亿元,比上届高出52亿元。贸易类合同金额达1089.48亿元(含进出口70412.02万美元),投资类项目金额1243.4亿元。
在论坛主题演讲环节,贵州省白酒产业顾问、左右脑策略咨询机构总经理权图以《白酒产业及酱酒形势分析》为题,对中国产业及酱酒形势进行系统分析。权图表示,白酒产业发展趋势有六大趋势:1.白酒产业基本修复到位,宏观经济挑战大于机遇,外围环境严峻,白酒行业恢复景气还得“看天吃饭”;2.产业和市场进一步集中;3.流通领域受到最大冲击,新的流通格局正在快速形成;4.白酒行业整体真实产能稳中有降,去产能需要三到五年时间来时间换空间;5.消费升级长期利好于中国白酒,纯粮固态酒不断上升;6.互联网成为弯道超车的战略性机会。
未来十年,酱酒将成为唯一增长的白酒品类,但做好酱酒需要掌握两门核心技术,具备3种能力(正宗酱酒的酿造技术+全国酱酒市场的运营能力;耐力、财力、人力),目前酱酒数百家企业绝大部分实力偏弱,急需要大的产业资本介入进行整合,酱酒需要大玩家。
除此之外,国台酒业集团总经理张春新以《酱香型白酒的类金融属性及国台实践》为题,阐述国台对白酒的金融化探索;工信部信息中心统计分析处经济分析师于佳宁博士以《“互联网+”助力白酒产业供给侧结构性改革》为题,从“互联网+工业”的几个层次发表演讲,并以酒金会和嘀咚喝酒为案例进行讲解说明。(江源荐,骆佳龙编辑)
来源:糖酒快讯-白酒2016-03-07
Research on and Application of Uncooked Materials in the Production of Yellow Rice Wine
YI Shuiming1,QIAN Wenjie1,QIAN Fei1and WANG Jianguo2
(1.Jiaxing Food & Drug Inspection and Testing Institute,Jiaxing,Zhejiang 314050; 2.Suzhou New Tonglihong Winery Co. Ltd., Suzhou,Jiangsu 215235,China)
Abstract:Plant contains starch by itself. The saccharifying mechanism of uncooked starch was analyzed, then SBD theory of uncooked material hydrolysis was applied to explain the influence of different amylase on the hydrolysis efficiency of uncooked starch. Combined with winemaking techniques by uncooked materials (culture method and complex method), the application of uncooked materials in wine-making was discussed and the related influencing factors such as enzyme species, raw material grinding degree, fermenting temperature, pH value etc. were explored. Besides, the corresponding improvement measures were introduced. Especially, the advantages of wine-making by uncooked materials such as saving energy, reducing pollution, higher brewing efficiency, saving grain etc. were analyzed. Finally, the application foreground of uncooked materials in wine-making was illustrated from the perspective of market and product development and other advantages.
Key words:wine-making with uncooked materials; yellow rice wine; production process; fermentation mechanism; application prospect
作者简介:奕水明(1963-),男,浙江嘉兴人,大学本科,高级工程师,研究方向为食品安全检测,已发表论文10余篇。
收稿日期:2015-11-30
DOI:10.13746/j.njkj.2015448
中图分类号:TS262.4;TS261.4;TS261.2
文献标识码:A
文章编号:1001-9286(2016)04-0111-05
优先数字出版时间:2016-01-28;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160128.1502.007.html。
猜你喜欢
化工管理(2022年13期)2022-12-02
山东冶金(2022年1期)2022-04-19
基层中医药(2020年8期)2020-11-16
资源节约与环保(2018年1期)2018-02-08
中国化肥信息(2017年7期)2017-12-13
科学与财富(2016年28期)2016-10-14
文化交流(2016年1期)2016-03-25
筑路机械与施工机械化(2014年10期)2014-03-01
