浅析S7-300PLC系统时钟在汽车制造之冲压生产中的应用
2016-05-05 01:20左金林罗时俊
汽车实用技术 2016年3期
左金林,罗时俊
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
浅析S7-300PLC系统时钟在汽车制造之冲压生产中的应用
左金林,罗时俊
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
摘 要:寒冷的冬季,液压油温度对各汽车制造业冲压车间大型压力机的运行影响非常大。文章论述了西门子S7-300PLC系统时钟在汽车冲压生产过程中的设计与应用,可以为汽车冲压行业提供油温自动加热解决方案,大大降低了自然界气温对冲压生产的影响。
关键词:冲压;S7-300PLC;系统时钟;汽车制造;油温加热
10.16638/j.cnki.1671-7988.2016.03.056
CLC NO.: U462.2 Document Code: A Article ID: 1671-7988(2016)03-173-03
引言
冲压是汽车制造的4大工艺之一,一辆汽车的几乎所有部件都是由冲压件拼接而成,冲压在汽车制造中的重要性由此可见一斑。当前汽车市场竞争激烈,且随着国家2025大战略提出向工业4.0强国迈进,汽车制造如何与自动控制有效的结合起来降低生产成本,提高生产效率,将变得异常重要。本文将简要介绍如何通过S7-300PLC系统时钟在冲压生产中的应用来达到降成本提效率增强汽车制造企业竞争力。
1、冬季冲压生产线的现状
汽车行业冲压设备主要是数千吨的冲压机床,它们靠机械液压油进行润滑、离合与制动。但是在寒冷的冬季液压油受外界低温的影响会变得很浓稠,无法在管路中快速的传输,从而导致压力机制动不及时产生打滑、润滑不到位等而大大增加生产单位的故障时间,且由于润滑不到位而加快了压力机的磨损速度,降低其使用寿命。这不仅增加了企业的劳动成本与设备成本,同时更降低了企业生产效率。对于企业来说,在当前激烈的市场竞争中这是非常不利的。
以下是某企业冲压车间生产过程中与气温相关的数据统计:
由表1可知,气温越低对冲压产量的影响越大。一年下来原本只需正常工作时间就能完成的生产任务,结果却需要加班19天才能完成。这无形中加快了机械的磨损以及其他费用的损耗。同时制动距离增加了,机器人与压力机产生碰撞危险的可能性也大大增加了。由此可见,降低气温对冲压生产的影响非常必要。
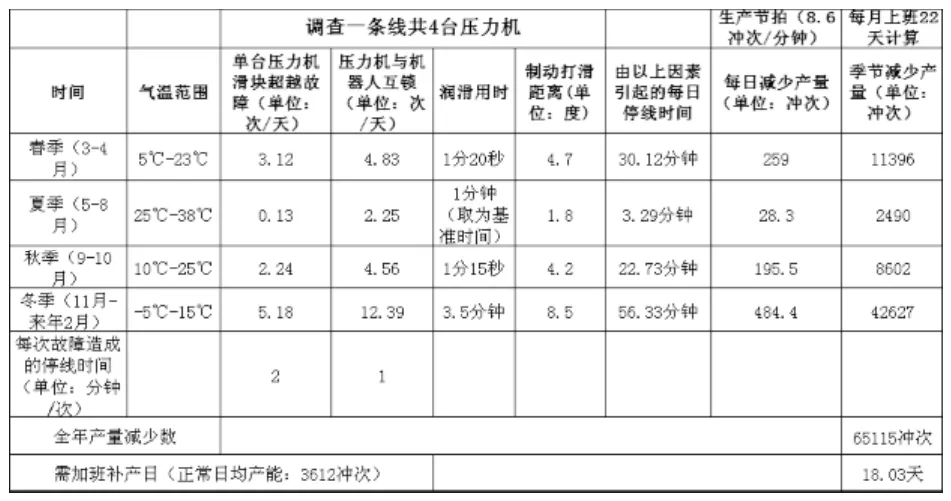
表1 某企业单条自动化冲压线2013年全年受气温影响情况统计表
2、解决方案
为了解决低温对冲压生产的影响,最好的办法就是进行自动加热确保生产前油温达到生产需求。由于低温季节油温从10度加热到正常生产时的30度需要1.5个小时以上,在寒冷的冬季每天早上安排员工早晨6点就到厂里面对润滑油进行加热显然不那么合理。但是,我们可以通过自动控制系统实现如下功能。
通过触摸屏设定润滑油和离合器油启动自动加热时间,当设定时间到后就进行自动加热,且自动加热温度达到规定温度后能自动停止加热。
2.1 通过S7-300PLC设计油温自动加热控制程序
1)定义系统时钟存放变量readclock
由于系统时钟是一个64位的复杂数据类型,所以需要先定义一个数据块DB1,再在该数据块中定义一个数据类型为“DATE_AND_TIME”的变量readclock用于存放读取出来的系统时钟。具体如图1。

图1 定义变量readclock
2)读取系统时钟并进行加热控制
通过西门子S7-300PLC控制程序读取出PLC系统时钟,并将读取出来的系统时钟与触摸屏上设定的系统时钟进行比较来对油温加热进行控制。
(1)读取系统时钟
如图2所示就是通过PLC读取系统时钟的控制程序,且读取出来的系统时钟存放在以DB1.DBX8.0为第一位的64位中。由于readclock是复杂数据类型我们无法直接进行监控,故在程序中无法直接看到读取出来的当前时间是几点,但如果将其分开监控是可以知道当前读取的系统时钟的。

图2 S7-300PLC读取系统时钟
(2)设计油温自动加热控制程序
读取出来的系统时钟的高32位(DB1.DBD8)中存放的是日期和小时,而低32位(DB1.DBD12)中存放的是分、秒、毫秒和周。由于秒和毫秒的时间太短,且只要确定了日期,当前是周几也就确定了,故我们的控制系统只需要使用日期、小时和分就可以了。所以直接使用存放了日期和小时的DB1.DBD8和存放了分的DB1.DBW12即可。由图3我们可以看出当前读取出来的系统时间为:2015年12月10日16 时35分54秒。
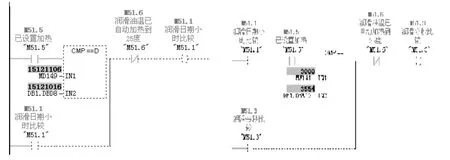
图3 日期小时和分比较
2.2 触摸屏时间设定
在西门子WINCCFLEXIBLE触摸屏组态软件里面组态润滑油和离合器油自动加热时间设定画面,并将润滑日期小时与PLC变量MD149链接,将润滑分秒与PLC变量MW141链接;同时将离合日期小时与PLC变量MD136链接,将离合分秒与PLC变量MW145链接。组态完成后下载到触摸屏里面并将触摸屏与PLC做好通讯。就可以进行油温自动加热时间设置了。
图4是触摸屏上的时间设定画面,分别为润滑油温和离合油温自动加热的设定时间。而图3中的MD149显示当前设定日期小时为:2015年12月11日6时;MW141显示当前设定为30分。也就是说润滑加热系统将会在2015年12 月11日6时30分自动启动加热。
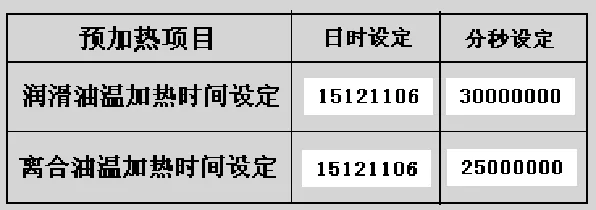
图4 触摸屏时间设定
另外,我们还需要设计程序控制油温加热到规定的时间后自动停止加热,以防油温过高,由于篇幅所限,本文主要讲解S7-300PLC系统时钟的应用,具体如何编程加热控制在这里就不赘述了。
3、S7-300PLC系统时钟应用后情况
通过S7-300PLC调用系统功能SFC1读取系统时钟并进行油温自动加热控制后,现在每天正常生产时油温均在正常生产范围内。通过一年的应用验证后,现在再来看看上述受天气影响严重的企业的生产情况:

表2 某企业单条自动化冲压线2014-2015年一年周期受气温影响情况统计表
从表2可以看出,受天气影响全年产量仅仅只减少了2886冲次,而相对于改造前需要多生产18.03天而言,现在的0.79天平均到全年来看完全可以忽略不计,生产效率提升明显。
4、结论
S7-300PLC系统时钟在汽车冲压中应用后,原本冲压故障率高,人工劳动强度大,工人加班费高,设备损耗快,生产效率低下等问题得到了有效的解决。这使得企业在竞争激励的市场环境中在生产制造环节立于有利位置。同时,自动控制的推广应用也充分体现了工业4.0的核心理念。由此可见,S7-300PLC系统时钟在汽车冲压过程中的应用将会非常有效,有条件的可以推广应用。同时,掌握好西门子S7-300PLC系统时钟的相关知识,也将会对相关专业人士在以后的工作中灵活进行智能控制起到很大的作用。
另外,在汽车生产中,S7-300PLC系统时钟不仅可以用于油温自动加热,还可以用于双班生产、多班生产时的自动计数;分季节进行的循环冷却水智能启停控制等控制中,这里就不作一一介绍了。
参考文献
[1] 孙承志.西门子S7-200/300/400 PLC基础与应用技术.[M]机械工业出版社.
[2] 廖常初.西门子与人机界面(触摸屏)组态与应用技术.[M]机械工业出版社.
[3] SIMATIC 用于S7-300 400系统和标准功能的系统软件参考手册.
Analysis of the application of S7-300PLC system clock in automobile manufacturing
Zuo Jinlin, Luo Shijun
( Anhui Jianghuai Automobile Co., Ltd., Anhui Hefei 230601 )
Abstract:In the cold winter, hydraulic oil temperature influence on the operation of large press in the automobile manufacturing industry is very large.In this paper, the design and application of the clock in the S7-300PLC system of SIEMENS in the automobile stamping production process are discussed, can provide automatic heating oil for automobile stamping industry solutions.Greatly reduce the impact of natural temperature on the production of stamping.
Keywords:punching process; S7-300 PLC; system clock; automobile making, oil heating
作者简介:左金林,就职于安徽江淮汽车股份有限公司。
中图分类号:U462.2
文献标识码:A
文章编号:1671-7988(2016)03-173-03
猜你喜欢
建材发展导向(2022年1期)2022-03-08
知识就是力量(2018年7期)2018-07-11
女士(2017年2期)2017-03-25
恋爱婚姻家庭·养生版(2016年10期)2016-10-10
科技创新与品牌(2015年10期)2015-10-27
食品与健康(2015年1期)2015-09-10
中国新闻周刊(2014年14期)2014-05-14
燃气轮机技术(2014年4期)2014-04-16
烹调知识(2012年3期)2012-11-27