高酸值花椒籽油制备生物柴油的研究
2016-05-04 03:28:15马养民王伟涛姜艳婷任喜迎
陕西科技大学学报 2016年2期
卢 萍, 马养民, 王伟涛, 姜艳婷, 李 娜, 任喜迎
(陕西科技大学 化学与化工学院 教育部轻化工助剂化学与技术重点实验室, 陕西 西安 710021)
高酸值花椒籽油制备生物柴油的研究
卢萍, 马养民*, 王伟涛, 姜艳婷, 李娜, 任喜迎
(陕西科技大学 化学与化工学院 教育部轻化工助剂化学与技术重点实验室, 陕西 西安710021)
摘要:采用两步法催化花椒籽油制备出了生物柴油:第一步,利用炭基固体酸催化剂催化花椒籽油与甲醇进行酯化反应来降低游离脂肪酸(Free Fatty Acids,FFA)的含量,以单因素实验考察了醇油摩尔比、反应时间、反应温度、催化剂用量等因素对酯化反应的影响,并通过正交试验确定了最佳工艺条件;第二步,利用氢氧化钾催化甘油三酯与甲醇发生酯交换反应,采用1H NMR表征并计算得到了生物柴油的产率.结果表明:在酯化反应阶段,醇油摩尔比30∶1、催化剂用量为油重的12%、温度60 ℃、时间4.5 h等为最佳反应条件,在此条件下,花椒籽油的酸值由73.75 mg KOH/g降到1.76 mg KOH/g(FFA<1%),满足后期酯交换反应条件;在酯交换反应阶段,氢氧化钾酯交换反应制备的生物柴油中脂肪酸甲酯的产率为99.74%.
关键词:花椒籽油; 生物柴油; 酯化反应; 酯交换反应
0引言
能源危机和环境恶化是当今世界面临的两大难题.然而,人类目前仍主要依靠煤炭、石油、天然气等非再生性的石化燃料作为主要能源,这些非再生能源不仅面临日益枯竭的局面,而且其不恰当的使用还会导致严重的环境问题.因此,发展新型绿色能源已是迫在眉睫[1].生物柴油是一种可再生的绿色能源,作为一种代替石化柴油的清洁燃料正受到越来越多的关注.它除了具有可再生性外,还具有许多其它特点.例如,产生较少烟尘和有害碳氢化合物、生物可降解性和无毒性、高十六烷值和良好的润滑性能等[2,3].
生物柴油的生产原料主要是豆油、菜籽油、葵花籽油或动物油脂等,这些大多可以食用且成本较高.据报道,大约70%~95%的生物柴油生产总成本来自于原材料,因此,应使用廉价的非食用植物油来降低生产生物柴油的原料成本[4].常见的非食用植物油有麻风树种子油、黄连木籽油、文冠树籽油和油茶籽油等.
花椒籽油也是一种潜在的可用于生产生物柴油的不可食用油[5].我国是花椒(ZanthoxylumBungeanum)生产大国,花椒产量丰富,花椒籽作为花椒的副产物,含油率为24%~28%.但是,花椒籽油因酸值过高不能食用,但可将其作为生物柴油原料,不仅具有价格低廉、来源丰富的特点,还能有效地增加花椒籽的经济利用价值,因而具有广阔的应用前景[6].
制备生物柴油的常用方法是碱催化酯交换法.但是,花椒籽油中含有大量的游离脂肪酸,这些脂肪酸在酯交换过程中会和碱性催化剂发生皂化反应,使油乳化,同时还使得生物柴油和甘油的分离变得困难,从而降低产率[7].因此,在制备生物柴油之前,需对油进行酯化(降酸)处理.工业上一般以H2SO4为均相催化剂,其成本较低、酯化率高;但它具有很强的腐蚀性,且后续处理时大量废水的排放会造成环境污染.而非均相催化剂不仅可循环使用,产物易分离,且无需水洗,从而避免了大量废水的排放,降低了环境污染[8].因此,非均相催化剂已成为近年来的研究热点.
炭基固体酸催化剂作为一种新型的环境友好型非均相催化剂,通常以价格较低的可再生的碳水化合物(如葡萄糖、蔗糖、淀粉等)作为材料,先通过高温锻烧法形成无定形碳组织,再通过磺化反应将磺酸基团连接上制备而成,其具有较大的比表面积、良好的疏水特性及较高的热稳定性[9].Prabhavathi Devi等[10]报道了一种磺酸功能化的炭基催化剂,这种固体酸催化剂表现出了优良的催化性能.
基于此,本文采用以炭化-磺化法制备得到的炭基固体酸催化剂应用于花椒籽油的酯化反应中,考察了其催化酯化反应的影响因素,然后通过正交试验选择了最佳反应条件,使反应后的花椒籽油满足后期酯交换反应条件;选用氢氧化钾为碱性催化剂,催化酯化反应后的花椒籽油与甲醇的酯交换反应来制备生物柴油,并用核磁共振氢谱计算出了生物柴油中脂肪酸甲酯的产率.
1实验部分
1.1实验仪器及试剂
AVENCEⅢ-400 MHz型超导核磁共振仪,TMS内标,德国布鲁克公司;DF-101S型集热式恒温加热磁力搅拌器,郑州市长城仪器有限公司;RESZCS-1型旋转蒸发仪,上海亚荣生化仪器厂;SHZ-D(Ⅲ)型循环水式真空泵,巩义市予华仪器有限公司;花椒籽油,陕西韩城;无水甲醇,天津市科密欧化学试剂有限公司;无水乙醇、氢氧化钾,天津市河东区红岩试剂厂;浓硫酸,西安化学试剂公司;CDCl3(99.8%),德国巴斯夫公司.
1.2花椒籽油的酸值测定
油的酸值根据GB/T5530-2005,采用热乙醇测定法[11]进行测定.其计算公式如下:
(1)
式(1)中:V—消耗KOH标准溶液的体积,mL;C—KOH标准溶液的浓度,mol/L;m—油的质量,g.
1.3生物柴油的产率计算
酯交换反应的产物溶解于CDCl3后,采用AVENCEⅢ-400 MHz型超导核磁共振仪表征(用TMS作内标,核磁共振氢谱的工作频率为100 MHz).根据G.Gelbard的研究[12],可采用如下式(2)计算产率:
(2)
式(2)中:A1-3.70 ppm附近脂肪酸甲酯上甲氧基氢的积分面积;A2-2.30 ppm附近和酰基相连的亚甲基氢的积分面积.
1.4实验方法
1.4.1原料预处理
在三口烧瓶中将花椒籽油预热至70 ℃,加入油重0.2%的磷酸,搅拌20 min后冷至40 ℃;加入油重10%的热水,使胶质水化,搅拌20 min后加入浓度2% NaOH溶液,以中和过量的磷酸,并使胶质絮凝,继续搅拌20 min,最后在75 ℃下静置2 h;经离心、水洗、干燥,得到脱胶花椒籽油[13].
1.4.2炭基固体酸催化剂的制备
称取花椒籽油和浓硫酸质量比为1∶4的量混合于500 mL的烧杯中,搅拌均匀后,在20 min左右,将反应物从室温升至220 ℃,然后在此温度下继续加热1 h,直到泡沫消失为止;将反应产物用热水洗至中性,过滤,120 ℃干燥3 h,即得到催化剂.
1.4.3花椒籽油酯化反应条件的优化
称取10 g脱胶花椒籽油,在圆底烧瓶中预热至反应温度,加入一定量的炭基固体酸催化剂和甲醇溶液,回流搅拌一定时间;反应结束后离心除去固体酸催化剂,然后转移至分液漏斗,过夜,分层;去除上层甲醇水相,下层酯化油相转移至旋转蒸发仪中蒸去残余甲醇,得到酯化油,测其酸值.
用单因素实验考察酯化反应最佳条件,分别为醇油摩尔比(15∶1、20∶1、25∶1、30∶1、35∶1、40∶1),催化剂用量为油重(4%、6%、8%、10%、12%),反应温度(50 ℃、55 ℃、60 ℃、65 ℃、70 ℃),反应时间(2.5 h、3 h、3.5 h、4 h、4.5 h、5 h).在单因素实验基础上,通过正交试验选择出最佳条件.
1.4.4酯交换反应
称取10 g第一步酯化反应后的花椒籽油放入圆底烧瓶中,按醇油摩尔比12∶1加入甲醇,然后加入油重2.0%的氢氧化钾,在反应温度65 ℃下反应2 h;反应结束后将反应物倒入分液漏斗中静置分层,除去下层甘油层,上层为粗生物柴油和少量互溶甲醇层,取上层在70 ℃下旋转蒸发除去多余的甲醇,然后用饱和食盐水和热蒸馏水依次洗涤至中性,无水硫酸钠干燥,得到粗生物柴油.
采用核磁氢谱测定脂肪酸甲酯的产率.
2结果与讨论
2.1优化酯化反应条件
2.1.1醇油摩尔比的影响
在炭基固体酸催化剂用量10%、反应温度60 ℃、反应时间4 h的条件下,考察醇油摩尔比对花椒籽油酯化反应的影响,其结果如图1所示.
由图1可知,随着醇油摩尔比的增加,花椒籽油酯化率增加,这是因为过量的甲醇可推动酯化反应向酯化方向进行,提高了脂肪酸甲酯的转化率.但当醇油摩尔比超过35∶1后,随着醇油摩尔比的增加,花椒籽油酯化率呈现下降趋势,原因解释如下:
首先,甲醇作为反应物,甲醇量的增加会使反应的转化率增加,但是同时生成的水也会增多;由于炭基固体酸催化剂是质子酸,表面上连有亲水官能团(-SO3H)使得催化剂具有亲水性,而随着酯化反应的进行,产生的水会逐渐增多,水和亲水基团(-OH)发生水合作用从而降低了酸性基团的含量[14].
其次,大量的甲醇会造成反应物花椒籽油中的游离脂肪酸相对浓度降低,使酯化反应速率降低,在相同时间下,表现为转化率降低.此外,过多的甲醇对后续甲醇的分离回收也会造成一定的困难,使分离费用增加.因此,实验确定酯化反应的最佳醇油物质的量比为35∶1,此时花椒籽油的酸值最低.

图1 醇油摩尔比对酯化反应的影响
2.1.2催化剂用量的影响
在醇油摩尔比35∶1、反应温度60 ℃、反应时间4 h的条件下,考察了炭基固体酸催化剂用量对花椒籽油酯化反应的影响,其结果如图2所示.由图2可知,随着催化剂用量的增加,花椒籽油的酸值逐渐降低,当催化剂用量为10%时,酸值降为2.29 mg KOH/g,再继续增大催化剂浓度,酸值降低缓慢,且过多的催化剂使得成本增加.因此,实验确定酯化反应最佳催化剂用量为10%.
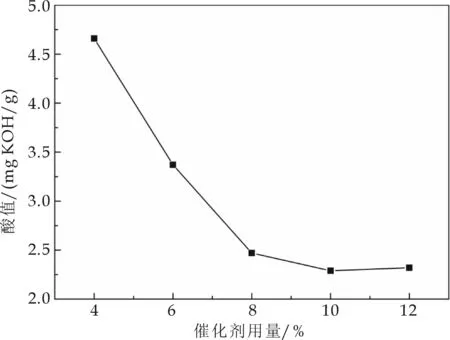
图2 催化剂用量对酯化反应的影响
2.1.3反应温度的影响
在醇油摩尔比35∶1、炭基固体酸催化剂用量10%、反应时间4 h的条件下,考察了反应温度对花椒籽油酯化反应的影响,其结果如图3所示.由图3可知,随着反应温度的升高,酯化油的酸值逐渐降低,表明升高温度有利于酯化反应的进行.当温度达到65 ℃时,油的酸值达到最低,再继续升高温度,酸值反而有所升高,这可能是因为温度高于甲醇的沸点,大量甲醇气化,醇油反应体系中形成了气液两相,致使彼此接触困难、反应过程中传质受阻,从而影响了甲醇与油的接触,使反应程度降低.因此,合适的反应温度应为65 ℃左右[15].

图3 反应温度对酯化反应的影响
2.1.4反应时间的影响
在醇油摩尔比35∶1、炭基固体酸催化剂用量10%、反应温度60 ℃的条件下,考察了反应时间对花椒籽油酯化反应的影响,其结果如图4所示.由图4可知,在反应4 h内,随反应时间的延长,花椒籽油的酸值逐渐降低,反应4.5 h后酸值从最初的73.75 mg KOH/g降为1.81 mg KOH/g,再继续延长反应时间油的酸值基本保持不变.因此,4.5 h为最佳反应时间.
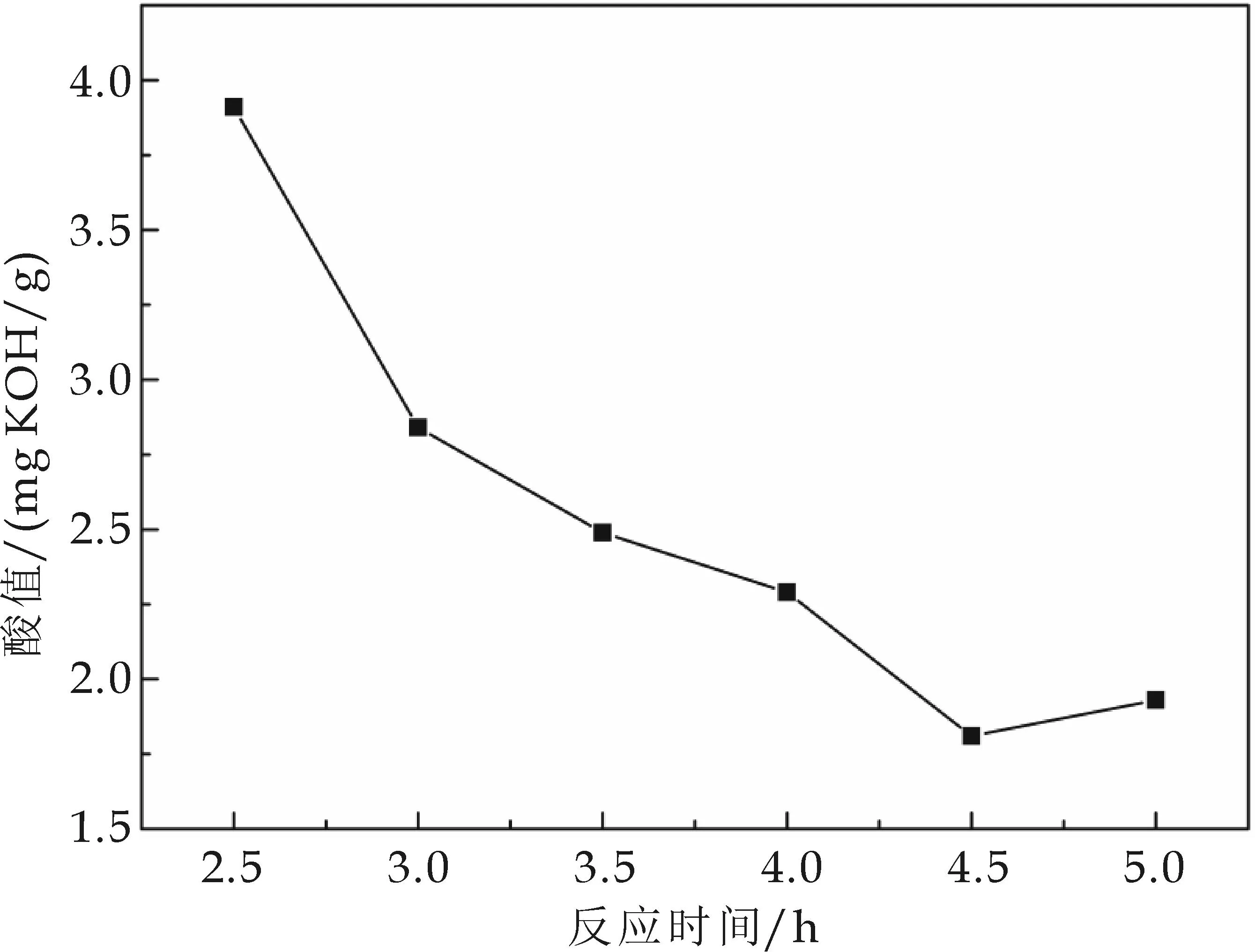
图4 反应时间对酯化反应的影响
2.1.5正交试验结果
在单因素实验结果的基础上,采用4因素3水平,按L9(34)正交表进行正交试验,以优化花椒籽油的酯化反应条件.因素水平表见表1所示,其结果见表2所示.

表1 因素水平表
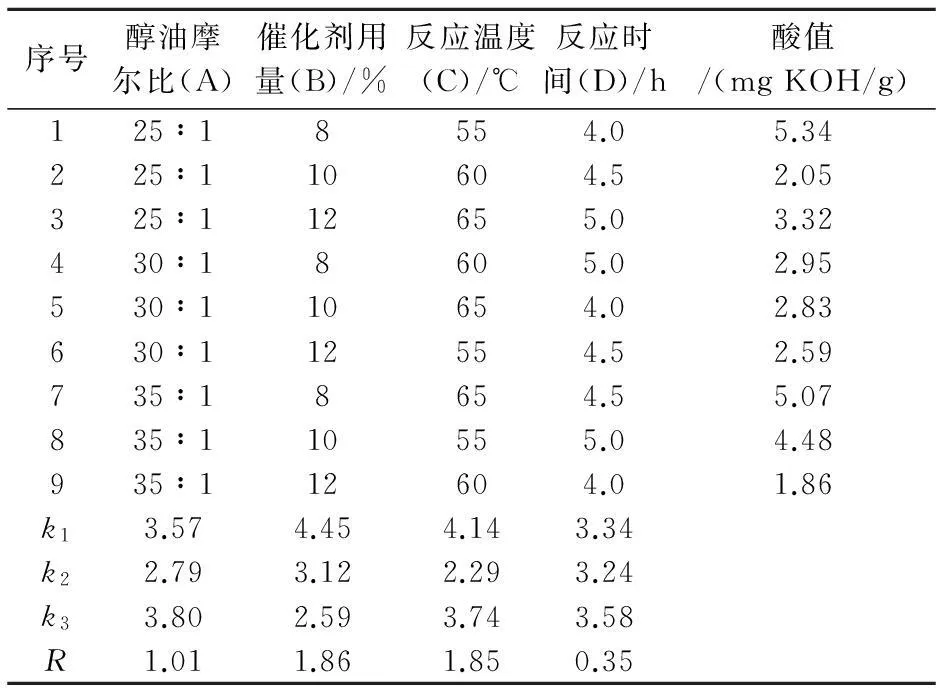
表2 正交试验结果
由表1可知,炭基固体酸催化剂用量对酯化反应的影响最大,其次是反应温度、醇油摩尔比.较优组合为A2B3C2D2,即较优的酯化反应条件为:醇油摩尔比为30∶1、催化剂用量为12%、反应温度为60 ℃、反应时间为4.5 h.在此条件下,花椒籽油酸值可降到1.76 mg KOH/g,满足后期酯交换反应所需的小于2 mg KOH/g的条件.
2.2酯交换反应的产率计算
酯化反应后花椒籽油的1H NMR谱图如图5所示.由图5可知,3.66 ppm处的峰面积为2.08;2.30 ppm处的峰面积为3.80.由公式(2)计算可知,Y=36.49%,而花椒籽油的初始酸值为73.75 mg KOH/g,对应的游离脂肪酸含量为36.65%,说明酯化反应基本进行完全,游离脂肪酸基本上全部转化为脂肪酸甲酯.

图5 酯化反应后花椒籽油的1H NMR谱图
KOH催化酯交换反应后的1H NMR谱图如图6所示.由图6可知,3.62 ppm处的峰面积为5.85;2.26 ppm附近的峰面积为3.91.由公式(2)计算可知,Y=99.74%,并且由图6可知,在4.10~4.40 ppm处甘油基的相关峰消失了,这说明甘油三酸酯基本上都转化为脂肪酸甲酯,酯交换反应完全.因此,经过第一步酯化反应后的花椒籽油可以通过KOH催化酯交换反应得到产率为99.74%的生物柴油.
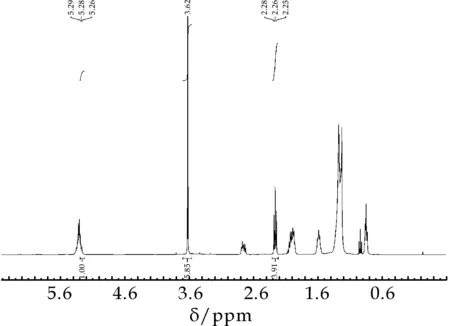
图6 KOH催化酯交换反应后花椒籽油的1H NMR谱图
3结论
(1)高酸值花椒籽油可以通过两步法制备生物柴油.即在进行碱催化酯交换反应之前,先用酸催化法对花椒籽油进行酯化反应,以降低油中的游离脂肪酸含量.
(2)本研究考察了醇油摩尔比、反应温度、炭基固体酸催化剂用量、反应时间等因素对酯化反应的影响,并由正交试验得出了花椒籽油酯化反应的最佳反应条件:醇油摩尔比为30∶1、反应温度为60 ℃、催化剂用量为油重的12%、反应时间4.5 h.在此条件下,花椒籽油的酸值可降至1.76 mg KOH/g,满足后期酯交换反应条件.
(3)以KOH为碱性催化剂,在醇油摩尔比12∶1、催化剂用量为油重的2.0%、反应温度为65 ℃下反应2 h所制得的生物柴油的产率为99.74%.
参考文献
[1] Ye B,Qiu F,Sun C,et al.Biodiesel production from soybean oil using heterogeneous solid base catalyst[J].Journal of Chemical Technology and Biotechnology,2014,89(7):988-997.
[2] Sharma Y C,Singh B,Korstad J.High yield and conversion of biodiesel from a nonedible feedstock (pongamia pinnata)[J].Journal of Agricultural and Food Chemistry,2010,58(1):242-247.
[3] Abidin S Z,Haigh K F,Saha B.Esterification of free fatty acids in used cooking oil using ion-exchange resins as catalysts:An efficient pretreatment method for biodiesel feedstock[J].Industrial and Engineering Chemistry Research,2012,51(45):14 653-14 664.
[4] Zhang Y,Dubé M A,Mc Lean D D,et al.Biodiesel production from waste cooking oil:Economic assessment and sensitivity analysis[J].Bioresource Technology,2003,90(3):229-240.
[5] Zhao B Z,Hua Y Y,Liu B.How to secure triacylglycerol supply for Chinese biodiesel industry[J].China Biotechnology,2005,25(11):1-6.
[6] Zhang J,Jiang L.Acid-catalyzed esterification of zanthoxylum bungeanum seed oil with high free fatty acids for biodiesel production[J].Bioresource Technology,2008,99(18):8 995-8 998.
[7] Shu Q,Yang B,Yuan H,et al.Synthesis of biodiesel from soybean oil and methanol catalyzed by zeolite beta modified with La3+[J].Catalysis Communications,2007,8(12):2 159-2 165.
[8] Lukic I,Krstic J,Jovanovic D,et al.Alumina/silica supported K2CO3as a catalyst for biodiesel synthesis from sunflower oil[J].Bioresource Technology,2009,100(20):4 690-4 696.
[9] 潘启林.碳基固体酸催化剂的制备及催化性能评价[D].昆明:昆明理工大学,2013.
[10] Prabhavathi Devi B L A,Gangadhar K N,Prasad P S,et al.A glycerol-based carbon catalyst for the preparation of biodiesel[J].Chem Sus Chem,2009,2(7):617-620.
[11] GB/T 5530-2005,动植物油脂酸价和酸度测定[S].
[12] Gelbard G,Bres O,Vargas R M,et al.1H nuclear magnetic resonance determination of the yield of the transesterification of rapeseed oil with methanol[J].Short Communication,1995,71(10):1 239-1 241.
[13] 张军华,杨芳霞,苏印泉,等.制备生物柴油用高FFA花椒籽油的酸催化降酸[J].中国粮油学报,2008,23(1):84-87.
[14] Shu Q,Gao J,Nawaz Z,et al.Synthesis of biodiesel from waste vegetable oil with large amounts of free fatty acids using a carbon-based solid acid catalyst[J].Applied Energy,2010,87(8):2 589-2 596.
[15] 张剑,王煊军.花椒籽油降酸方法的研究[J].安徽农业科学,2012,40(11): 6 488-6 489,6 528.
【责任编辑:晏如松】
Research onzanthoxylumbungeanumseed oil with high FFA for biodiesel production
LU Ping, MA Yang-min*, WANG Wei-tao, JIANG Yan-ting,LI Na, REN Xi-ying
(College of Chemistry and Chemical Engineering, Key Laboratory of Auxiliary Chemistry & Technology for Chemical Industry, Ministry of Education, Shaanxi University of Science & Technology, Xi′an 710021, China)
Abstract:Two-step process for the preparation of biodiesel from zanthoxylum bungeanum seed oil (ZSO) was adopted. In the first step,the esterification process was required to reduce the amount of FFA in the feedstock catalyzed by the carbon-based solid acid catalyst.The variables affecting esterification reaction including methanol-to-oil molar ratio,catalyst amount,reaction temperature,reaction time were investigated and the optimum conditions for the esterification reaction were obtained by the orthogonal experiment.In the second step,transesterification was catalyzed between triglycerides and methanol using potassium hydroxide as catalyst. The yield of biodiesel was confirmed by1H NMR.The results showed that the optimal conditions were methanol-to-oil molar ratio 30∶1,catalyst loading amount 12%,reaction temperature 60 ℃ and reaction time 4.5 h in the esterification stage and under this condition,the acid value of ZSO was reduced to 1.76 mg KOH/g from 73.75 mg KOH/g, which satisfied the treatment of alkali-catalyzed transesterification for biodiesel production.In the transesterification stage,the yield of fatty acid methyl ester prepared by KOH-catalyzed transesterification was 99.74%.
Key words:zanthoxylum bungeanum seed oil; biodiesel; esterification; transesterification
中图分类号:TE667;S565
文献标志码:A
文章编号:1000-5811(2016)02-0102-05
作者简介:卢萍(1990-),女,陕西汉中人,在读硕士研究生,研究方向:花椒籽油制备生物柴油的催化研究通讯作者:马养民(1963-),男,陕西咸阳人,教授,博士,研究方向:天然产物化学,mayangmin@sust.edu.cn
基金项目:陕西省科技厅重大科技创新计划项目(2013ZKC07-03)
收稿日期:2015-12-27