国外煤气化设备技术及在中国的应用
2016-04-28 03:26:27钱伯章
化工装备技术 2016年1期
钱伯章
(上海擎督信息科技有限公司金秋能源石化工作室)
国外煤气化设备技术及在中国的应用
钱伯章*
(上海擎督信息科技有限公司金秋能源石化工作室)
摘要对几种煤气化炉炉型进行了技术对比。论述了煤气化技术的选用原则。分析了我国煤气化技术装备需要解决的一些问题。通过实例较详细地介绍了国外煤气化技术在中国的应用。
关键词煤气化技术煤气化炉粉煤水煤浆气化温度
*钱伯章,男,1939年生,教授级高工。上海市,200127。
1 煤气化炉型的技术对比
煤化工的核心技术——煤气化技术在我国呈现出巨大的市场需求。目前我国已成为世界上应用煤气化技术种类最多的国家,已应用的(包括正在中试的)煤气化技术有GE气化技术(原德士古气化技术)、多喷嘴水煤浆气化技术、灰熔聚流化床气化技术、U-Gas煤气化技术等18种之多。表1列出几种煤气化炉型进行技术对比。
到2020年,我国对煤气化炉的需求量将达到2250套。届时,我国将成为世界上最大的煤气化炉市场。而新型煤气化装备的研发,提升了国内煤化工装备制造水平,适应了十分广阔的国内市场,大有可为。
2 气化技术的选用原则
2.1煤质
虽然气化方式很多,但是一种气化方式只适合某种特定的煤。反之,某一种煤的气化只能采用特定的气化方式。目前还没有一种气化方式可以通吃各种煤。比如内蒙古和新疆大都是褐煤。褐煤是一种灰分较高的劣质煤,水分含量一般为30%左右。如果采用气流床气化,要把这么高的水分干燥,再磨成很细的煤粉或者制成浓度不高的水煤浆,并且气化下渣口容易堵塞停产,显然不合算。如果选择加压气化的固定床鲁奇炉就比较合算。比如新疆广汇能源有限公司120万t甲醇项目气化技术采用固定床气化,还有内蒙古大唐克旗煤制天然气气化也用固定床鲁奇炉。
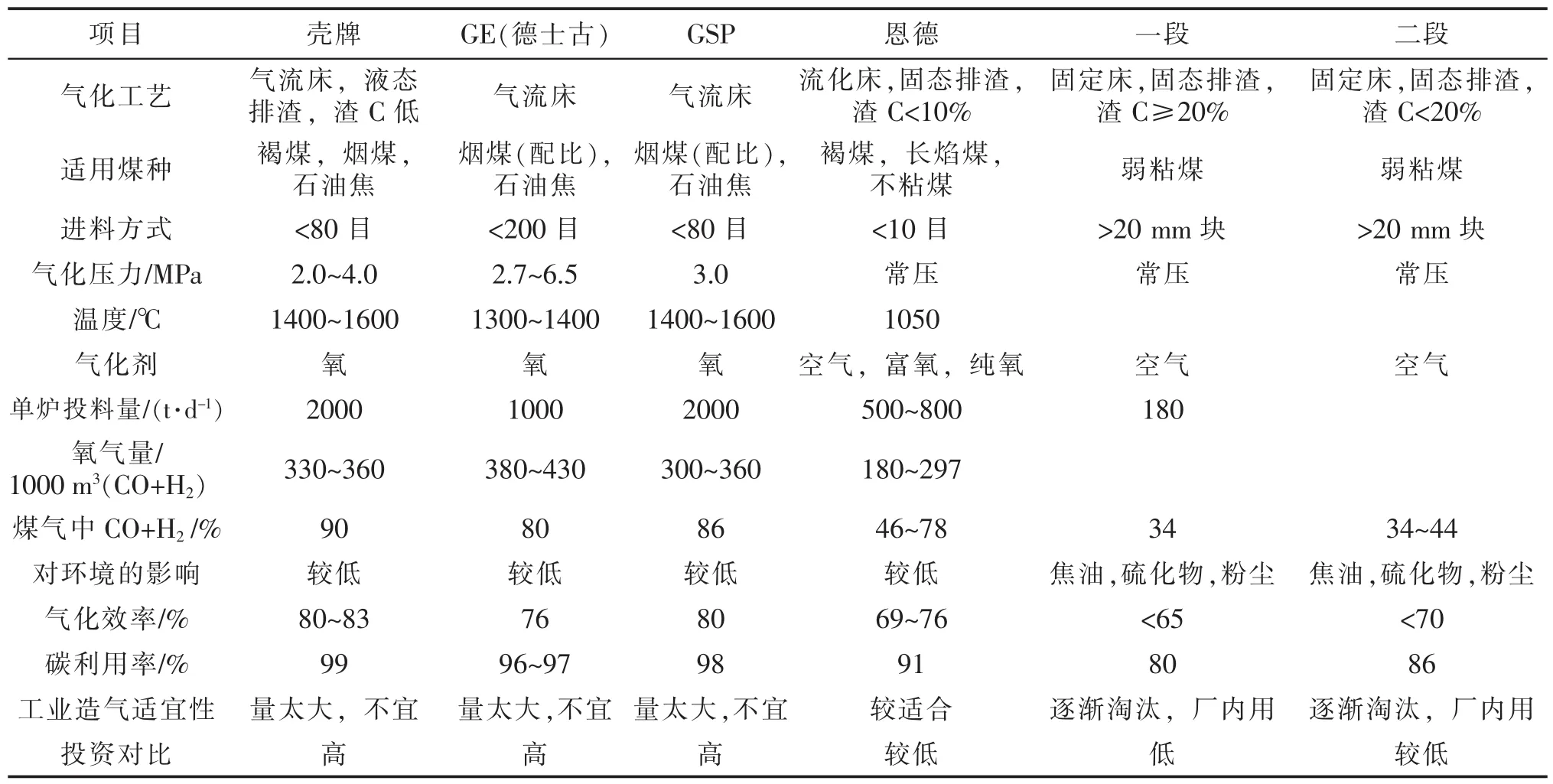
表1 几种煤气化炉型的技术对比
在我国一些地方,尤其是煤炭大省山西,无烟煤是主要煤种。然而,当前无烟煤作为优质化工原料的优势正在逐渐削弱。为了解决这一问题,企业应该不断研究适应于无烟煤煤种的新型煤气化技术,开发适合无烟煤特性的其他现代气化路线,延续无烟煤作为优质化工用煤的生命力,为煤化工产业发展提供强大的技术保障,开拓无烟煤洁净利用新途径。如晋煤集团为了适应国家各项政策,积极开展“适应鲁奇炉气化特性的晋城无烟型煤的研究与开发”、“适应晋城无烟洗粒煤固定床气化技术研究与开发”、“晋城高硫无烟块煤适应常压固定床气化技术研究及工业试验”和“航天炉试烧晋城末煤工业示范试验”四个项目的技术研究,为解决集团公司“三高”煤、洗粒煤、块末煤的高效利用问题,研究新型煤化工路线提供了技术支撑。
煤质分析一般包括工业分析和元素分析,前者包括含碳量、水分、灰分、挥发分的分析,后者包括硫、苯、氢气、甲烷、氢氧化合物、酚萘、一氧化碳和二氧化碳等的分析。如果是固定床气化,煤气里面的甲烷含量到15%左右,废水处理系统复杂,投资大,增加了后系统的甲烷工艺。如果是水煤浆,液态气化温度高,煤气里面甲烷含量基本为3%左右,可以作为后系统惰性气体用,或者直接放空,既减少了甲烷处理投资,也减少了废水处理系统投资。
煤质中硫元素对气化工艺设备腐蚀非常严重。新疆广汇能源有限公司2011年气化投料,固定床鲁奇炉气化内壁腐蚀,内壁减薄,通过1年的时间寻找解决腐蚀的技术,最后通过镍基焊条对气化炉内壁满焊解决了腐蚀。由此可见,煤质分析对气化影响非常大,影响了项目早投产和公司经济效益。2014年,内蒙古大唐克旗煤制天然气项目气化投料一个月就停车,最后查明原因,也和新疆广汇公司发生的腐蚀一样。淮化集团本地煤资源丰富,但其灰分达到27%~28%,灰熔点>1600℃,而GE工艺的气化温度为1300~1400℃,因此不得不改用河南义马煤和甘肃华亭煤,致使生产成本增加,无法将本地资源优势转化成经济优势。这是我们要吸取的教训。
煤质中的灰熔点也决定了所采用的气化技术。灰熔点高于1500℃,如果此煤质采用气流床水煤浆气化,必须提高水煤浆气化温度,但是影响气化炉使用寿命,影响耐火砖使用寿命,增加了设备投资。如果这么高的灰熔点煤质要采用水煤浆气化炉,必须增加一些工艺,比如采用添加剂石灰石等。如果煤质里面的水分高于15%,影响水煤浆的沉降性,就需要增加一些絮凝剂,也相应地增加了工艺。水分高了,增加了氧气消耗量,也相应增加了空风负荷。如果煤质的含碳量低于40%,气化炉达不到全负荷,消耗氧气量高,大量热能被带走,渣口就容易堵塞。因此煤质分析非常重要。尤其是煤质的硫元素分析、灰熔点分析、含碳量分析、热值分析和水分分析等至关重要,决定了气化寿命,决定了气化长周期联产运行,决定了目标产品的高效率。
综上所述,煤质分析对气化技术影响非常大。煤种的含碳量、水分、灰分、挥发分和元素分析等决定了气化技术,也决定了气化设备的材质。如果设备材质和煤质分析不匹配,就会影响长周期投料。所以在选择气化技术的同时,也必须分析所要采用的煤质是否适合该气化技术,两者是相辅相成的,缺一不可。企业需要什么目标产品,就要匹配什么样的气化技术。气化技术决定了,相应的产品也定性了。
2.2目标产品
如果目标产品主要是甲醇、甲烷、石脑油、轻油和焦油等产品,那相应的气化技术就配套碎煤固定床气化了。固定床气化分为干排渣和液态排渣,其代表分别是鲁奇炉气化和BGL气化炉气化。鲁奇炉气化对煤质的硫含量非常敏感,硫元素会腐蚀气化炉内壁,鲁奇炉没有耐火砖保护,只有水夹套。BGL气化炉内壁需要耐火砖保护,耐火砖基本一年更换一次,一个月检验一次。BGL控制点比较繁琐,操作容易出错,目前国内只有两家企业试用性投料,一家是内蒙古中煤鄂尔多斯能源化工有限公司,还有一家是内蒙古金鑫化工有限责任公司,运行不稳定,维护费用大。
如果目标产品只是甲醇,那就需要高温高压液态气化。水煤浆气化温度一般在1400℃左右,压力6.5 MPa左右。水煤浆进料,大量水分需要加热气化,因而单位体积的有效气体煤耗和氧耗比粉煤气化高。但煤气中的惰性气体含量少,故合成甲醇循环气量少,压缩功耗少,驰放气体少,可以设置驰放装置,也可以不设置。水煤浆气化适应的煤质广泛,可以气化低灰分、低灰熔点、低硫的煤,灰熔点为1300℃左右。水煤浆气化已经国产化,专利费用少,国内已经有研究团队,提供设计、制造、生产一条线服务,缩短了制造运输周期。
粉煤气化是干料、纯氧、蒸汽进料,气化温度1500℃左右,压力不高于4 MPa,碳转化率高达98%左右,煤气有效气体成分90%以上,水冷壁使用寿命长,以渣抗渣,单位体积的有效气体耗氧量比水煤浆低15%左右。但是干煤粉需要氮气或者二氧化碳输送,增加煤气里面的惰性气体约5%左右。驰放气体比水煤浆高,就要考虑氢回收或者增加驰放气体装置。粉煤气化比水煤浆气化1 t煤多产25 kg甲醇。粉煤气化合成气里面的惰性气体高于水煤浆气化3倍,反而粉煤气化耗煤比水煤浆耗煤高5%左右。粉煤气化设备复杂,专利费高。如果甲醇合成需要6 MPa的净化气,采用粉煤气化就需要上一个增压机,需要投资3000万元左右。如果是透平压缩机,还需要增加高压蒸汽。目前使用粉煤气化的企业不多,还不能国产化,运行维护经验缺乏。
2.3废锅煤气化技术优势日趋明显
气流床技术代表着煤气化技术发展到了一个新的高度,其热回收方式分为废锅流程和激冷流程。据介绍,废锅流程的代表性技术有壳牌公司的废锅技术、GE的半辐射废锅、E-Gas的火管式废锅。具有热效率高、副产的中/高压蒸汽用途广、能有效降低操作成本、一期建设投资高等特点。
激冷流程代表性技术有西门子的GSP炉、科林炉、多元料浆炉、对置四喷嘴、清华炉,以及航天炉、宁煤炉、东方炉、五环炉、二段炉等。具有装置流程简单、投资节省、煤种适应性更宽、运行更稳定、热能效率低、副产的中压蒸汽用途窄等特点。
废锅流程虽然建设期投资高,但从运行成本、能效指标、经济效益上来说,废锅流程都要比激冷流程好出许多。特别是在国家对现代煤化工中能效指标、环保指标、CO2的排放等要求越来越高的情况下,废锅流程的优势将越来越明显。
目前已经具备成功运行经验的废锅流程主要有:壳牌干煤粉气化技术、GE水煤浆气化技术和西比埃(CB & I)公司的E-Gas二段式水煤浆气化技术。
上述三种技术的废热锅炉国产化进度不一。其中,壳牌公司一直致力于装备国产化,2011年以前除设备外壳在国内制造外,内件一直在国外制造。GE半辐射废锅,由于设计和制造难度较大,国内目前还没有生产厂商,GE公司希望能在国内制造生产辐射废锅。E-Gas火管式废锅除热管材料需要进口外,从设计和制造来说不存在技术难题。CB & I公司正在国内寻找合格的合作伙伴。
2.4我国煤气化技术装备需解决的三大问题
近十几年现代煤化工在我国得到迅速发展。现代煤化工产业链除煤炭直接液化成石油外,都是以煤气化为工艺源头。可以认为,煤气化技术是现代煤化工的基础核心。
煤气化技术装备按炉型划分,主要有固定床、流化床、气流床三种,这三种炉型的气化技术装备在国内都有应用。目前业内基本认同固定床和气流床两种气化技术装备,流化床已很少使用。
煤气化技术装备的先进性不仅取决于气化炉的性能和技术指标,还与煤的种类、性能,气化炉的投资价格,生产运行的连续性、平稳性,以及对周边环境的影响等因素有关。我国现代煤化工发展的重点应在煤制烯烃、煤制芳烃、煤制天然气、煤制油几个方面。煤气化技术装备应向大型化、高效节能、连续生产、智能高端、绿色环保方向发展。我国气化技术装备要在不断完善现有气化炉设计、制造的基础上,扩大煤种使用范围,进一步优化设计,实现系列化和稳定连续运行,提高可靠性。
对于今后我国气化技术装备的发展,应重点解决好以下三个问题:
一是,在煤制天然气方面重点研制开发解决鲁奇炉废气、废水污染问题,大力研制开发和应用BGL炉和MY炉。
二是,气流床气化炉重点解决好优化设计、连续生产,提高可靠性。
三是,IGCC多联产气化炉重点解决好“三高煤”,即高灰、高硫、高灰融点煤种的应用,解决连续生产和易堵等问题,为我国煤化工发展奠定坚实基础。
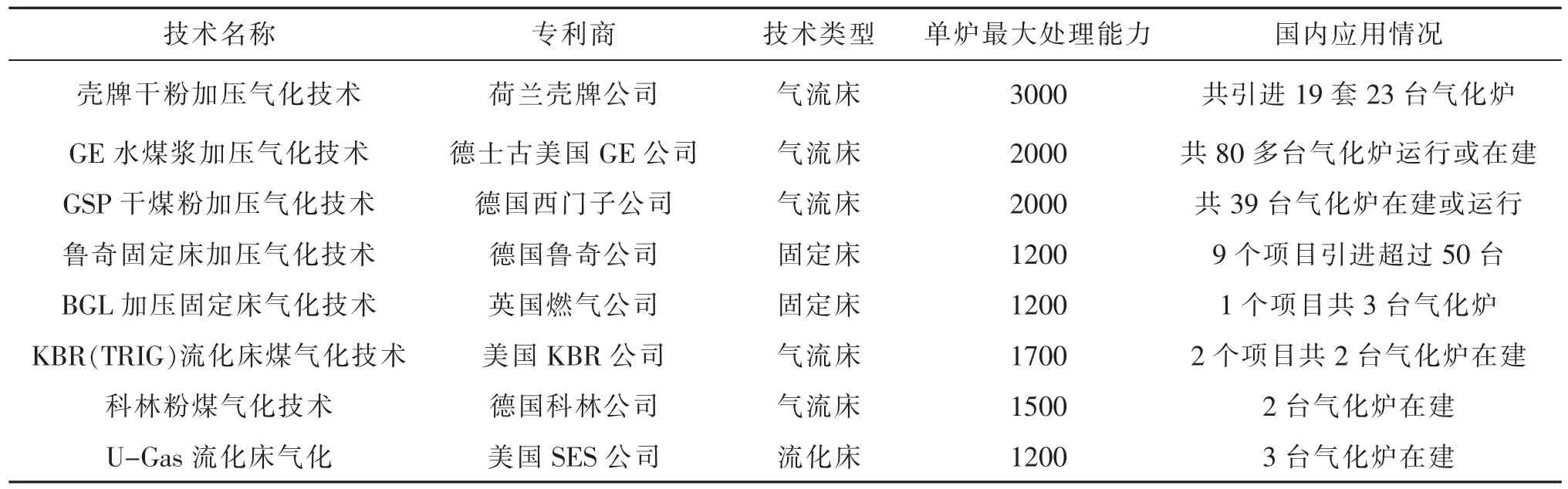
表2 在我国应用的国外煤气化技术情况(t/d)
3 国外煤气化技术及其在中国的应用
3.1我国应用国外煤气化技术汇总
我国从20世纪80年代开始从国外引进先进的煤气化技术,经过三十多年的引进和发展,目前国外有工业化应用业绩的11种煤气化技术中,除Prenflo、CCP和E-Gas三种气化技术外,其他8种技术均在我国已有或在建工业化生产装置,具体情况见表2。
除以上8种在国内有应用业绩的先进煤气化技术,国外还有德国伍德公司开发的Prenflo粉煤气化技术、美国陶氏化学公司路易斯安那煤气化公司开发的E-Gas水煤浆气化技术、日本中央电力研究所和三菱重工共同开发的CCP流化床空气气化技术、澳大利亚WorleyParsons开发的煤气化技术等,也开始在中国寻求工业化机会。
据介绍,目前全世界的煤气化技术多达几十种,按照应用规模和技术特点划分,主要归纳为碎煤固定床气化技术、流化床气化技术、水煤浆气流床气化技术、粉煤气流床气化技术等几种类型。其中,粉煤气化技术关键设备气化炉内安装有水冷壁,气化室反应温度最高可达到2000℃以上。据了解,水冷壁的主要作用是阻挡高温直接作用到气化炉炉壁(外壳),起到隔热作用,并可以副产低压蒸汽,而炉壁(外壳)则起到承受炉内高压的作用。位于明火一侧的水冷壁覆盖了一层SiC敷料,该设计的目的是为了保护水冷壁,并使水冷壁易于挂渣,形成渣层,从而起到以渣抗渣的作用。粗合成气和渣离开气化室后,共同形成一股向下的流体,气化室出口的结构要保证在紧随其后的激冷工段形成理想的流动体。激冷室装有激冷环、导气管及破沫板,起到对粗合成气的激冷作用。该气化技术最大的优点是顶置三烧嘴结构民。多烧嘴结构设计,更有利于气化炉的大型化。
3.2GE煤气化技术
该技术原为德士古的专利技术(德士古水煤浆加压气化技术于2004年转让给美国GE能源公司),是目前发展较快的第二代煤气化技术。大体过程为:一定粒度的煤粒及少量添加剂在磨机中磨成可以用泵输送的非牛顿形流体,与氧气或富氧在加压及高温条件下不完全燃烧,制得高温合成气,用于制造碳一化学品、合成氨等。该技术主要特点:关键设备气化炉结构简单,无机械传动装置;煤种适应较广,粉煤、烟煤、次烟煤、石油焦等均可应用;合成气质量好,CO+H2≥80%,其H2与CO质量比约为0.77;碳转化率高,达97%~98%;单炉产气能力大,气化煤量达2000 t/d;“三废”排放少。目前该技术已在合成氨、甲醇、含氧化合物、洁净煤气化联合循环发电(IGCC)等方面得到应用。
雪佛龙德古士公司此前已在中国技术转让了16套气化设施,其中8套以煤炭为原料,8套以渣油为原料。据称,已投用的11套设施累计每年减少2000万t的二氧化硫、二氧化氮、二氧化碳及可溶性固体废物排放量。德士古气化技术以水煤浆为原料生产合成氨、甲醇等化学品已在鲁南化肥厂、渭河化肥厂、上海太平洋化工公司焦化总厂、淮南化工总厂等成功应用。鲁南化肥厂采用水煤浆加压气化生产合成氨新工艺,使原生产1 t合成氨需消耗优质无烟煤2.2 t减少到仅消耗普通原煤1.4 t,生产成本降低18%。中国石化集团公司接受雪佛龙德士古公司气化技术转让,在金陵石化公司改造石脑油蒸汽转化装置,采用低价的石油焦和煤炭原料替代现用的石脑油原料。金陵石化采用气化工艺将石油焦和煤炭原料转化为清洁的合成气,该合成气与现有石脑油转化生产的合成气相似,但对空气的排放污染远低于石脑油转化。
惠生(南京)化工有限公司南京化工园区,其二期合成气项目采用了GE洁净煤气化技术和Linde低温甲醇洗净化技术,煤气化所需的氧气来自空气化工产品公司,绝大部分产品就近供给塞拉尼斯、扬子-巴斯夫、三菱化学、蓝星化工等园区内企业,用于下游化工产品的生产。
GE所研制的水煤浆加压气化专利技术采用单喷嘴技术,经营业绩多,工艺成熟,流程简单,操作稳定可靠,维修方便,已有55年的生产运行经验。该技术在世界范围内已签署155个项目,在中国签署的40多个项目中已有29个项目进入了生产运行阶段,经检验稳定性较好。
GE公司和中国电力工程咨询集团公司(China Power Engineering Consulting Group Corporation,CPECC)宣布,与美国贸易发展署(US Trade and Development Agency,USTDA)签署协议,采用GE设计的技术,支持推进在中国的商业化规模一体化气化联合循环(IGCC)设施。
GE IGCC技术一直处于前列,已有20多年经验。GE的技术参与了几个里程碑式的项目,包括位于加利福尼亚州巴斯托(Barstow)的库尔沃特(Coolw ater)以及在佛罗里达州波尔克坦帕(Polk Tampa)的中型IGCC装置,都有助于帮助验证IGCC的商业可行性。通用电气公司也为杜克(Duke)能源公司在印第安纳州Edwardsport的设施提供了IGCC技术,使其成为世界上最大的IGCC设施,已于2012年投运。
GE能源集团2012年3月中旬宣称,中国首个采用GE气化技术的贵州金赤化工有限公司无烟煤煤化工项目在贵州桐梓投入运营。据悉,贵州金赤化工有限公司无烟煤煤化工项目采用了3套GE气化装置。以产自贵州的高灰分、高灰熔点且反应活性差的无烟煤制合成气,用以生产甲醇和合成氨。该项目正式运营后,桐梓工厂每天可生产460万标准立方米的合成气,每年可生产30万t甲醇和30 万t合成氨。该项目展示了GE气化技术的原料多样性。
2011年7月,GE与中国第二大煤炭企业中煤集团旗下陕西榆林能源化工有限公司签订了气化许可合同,该项目采用14台1.47×10-2m3气化炉,煤炭转化能力约为每天2500万m3合成气,每年约合成360万t甲醇。
2012年5月10日,中国神华与GE合资组建的通用电气神华气化技术有限公司在上海成立。该公司将从事与气化和清洁煤技术有关的研究,开发整体煤气化联合循环发电市场。该合资公司股东双方的持股比例均为50%。
作为世界首套煤制烯烃工业化示范项目,神华包头煤制烯烃项目采用了GE的煤气化技术。这一年产60万t烯烃的新型煤化工项目自2010年建成投产以来,已实现安全、稳定、长周期和高负荷运行,展现出较好的市场前景。
目前中国已有至少32个采用GE气化技术的工厂和约132台气化炉在运营或建设之中。
3.3壳牌粉煤气化技术
该技术为壳牌的专利技术,也属于先进的第二代煤气化技术。在煤种适应性、氧气消耗、碳转化率、热效率等方面,比德士古水煤浆技术有一定优势。其将煤通过粉碎研磨成干煤粉,喷入气化炉进行燃烧制得合成气。该技术主要特点是:采用干煤粉作气化原料,操作十分安全;气化温度高,一般在1400~1600℃;碳转化率高达99%,煤气中甲烷含量很少,不含重烃,CO+H2达90%;由于采用干煤粉为原料,无需在气化炉内蒸发水分,氧气用量可减少15%~20%;气化炉采用水冷壁结构,无耐火砖衬里,检修周期较长;气化过程无废气排放,融渣等废物可作为建筑材料再利用,对环境保护几乎没有影响。该技术已广泛用于电厂发电,在美国也用于合成氨生产。
2010年10月18日,世界最大煤气化装置——大唐集团公司多伦煤化工公司煤气化分厂3号煤气化装置开车成功民。该煤气化装置是大唐多伦煤化工项目的核心装置,是整套化工装置的龙头,装置采用了壳牌流化床洁净煤气化技术,也是世界上首例配置有6套煤烧嘴壳牌气化炉。单台气化炉可日处理干燥后的原煤2870 t。
巴陵石化公司对壳牌粉煤气化装置实施技术改造,将高水气变换工艺改为低水气工艺,中石化巴陵分公司50万t/a合成氨装置是我国建设的第一套壳牌粉煤气化制氨装置。为避免甲烷化副反应的发生,初期变换工段设计采用高水/气流程,一直存在预变炉催化剂失活快、操作不稳定、蒸汽消耗高、低变炉出口煤气含量达不到设计指标等问题。为此,青岛联信化学有限公司等单位有针对性地开发成功粉煤气化低水/气耐硫变换新工艺及QDB-05催化剂,不仅解决了高浓度煤气原料气变换反应的难题,稳定了变换操作,而且显著降低了蒸汽用量和工艺冷凝液的排放量,实现了耐硫变换工艺的创新和突破,填补了国内外空白。
云南天安化工有限公司年产50万t合成氨项目煤气化装置截至2012年7月初已实现连续稳定运行157天,创造了壳牌粉煤气化技术装置连续运行的最新纪录。
截至2012年9月3日,安庆石化煤气化装置实现长周期连续运行突破160天,且装置运行稳定,这是目前为止壳牌煤气化装置连续运行的最新全球纪录。
2012年9月19日,由中国石化安庆分公司、湖北化肥分公司、宁波技术研究院和华东理工大学四家单位共同承担的“壳牌气化炉熔渣特性及炉内传热规律研究”项目,通过了中国石化股份公司科技开发部组织的专家评议。中国石化3套壳牌气化装置自2006年年底投料运行以来,曾多次出现气化炉大渣块堵塞渣池出口造成气化装置非计划停车的情况。如巴陵石化自2007年以来,因为堵渣引起非计划停车13次,安庆分公司因煤质波动造成渣池堵渣非计划停车7次,气化炉渣池堵渣问题已成为影响中国石化3套SCGP装置长周期稳定运行的主要因素之一。虽然近几年各厂家通过实践摸索,采用了诸如稳定煤质、优化操作条件和加强气化炉蒸汽量监控等手段,使壳牌气化炉渣池堵渣问题明显减少,但仍然没有得到根本解决。为此,在中国石化股份公司科技开发部的大力支持下,上述四家单位联合攻关,共同开展了壳牌气化炉熔渣特性及炉内传热规律研究,取得了较好的效果。评议认为,该项目结合安庆和湖北壳牌粉煤气化装置实际运行情况,分析了7种典型煤样和渣样及其配煤的理化特性,研究了灰的组成对煤灰熔融特性和黏温特性的影响规律,为壳牌粉煤气化装置稳定运行提供了基础数据。通过开展壳牌气化炉渣池流场和熔渣破裂形态规律研究,获得了气化炉渣池流场、熔渣破裂形态及其在渣屏表面的沉积规律,为进一步掌握壳牌气化炉所采用的气渣分流重力排渣方法提供了理论基础。研究开发的数学模型,分析了操作条件与熔渣理化特性等因素对渣屏表面熔渣沉积厚度分布的影响规律,揭示了壳牌气化炉特大渣块形成机理,提出了降低壳牌气化炉渣池堵渣风险的优化操作方案,建议进一步发挥研究结果对生产实践的指导作用。
河南煤化集团研究院与厦门大学联合承担的壳牌粉煤气化工业流程动态仿真平台及软测量研究项目2012年11月通过专家论证。该项目实施后,促进了壳牌气化炉的长周期运行。该项目以壳牌粉煤气化工业装置为模拟对象,目标是建立具有一定仿真精度的壳牌粉煤气化工艺动态仿真平台,并且以该平台为实验对象进行壳牌粉煤气化的优化控制研究。
2012年1月12日,惠生工程(中国)有限公司与壳牌石油全球解决方案国际有限公司宣布,双方合作的新型混合气化技术示范研究基地在江苏南京化工园区开工建设。壳牌与惠生工程在该项目的合作总投资规模达到6~7亿元人民币。结合壳牌在气化与能源技术方面的专长以及惠生在项目设计与工程管理方面的经验,双方优势互补,共同开发成本低廉的新型混合气化技术示范装置,并将技术推广到煤化工、制氢和化肥行业。
2013年11月中旬,惠生(南京)清洁能源股份有限公司三期合成气项目气化装置一次开车成功,标志着国际上首套新型混合气化技术示范性研究项目成功建成。该项目位于南京市六合区南京化学工业园区,由惠生公司与壳牌公司合作兴建,总投资5.92亿元。项目以煤为原料,采用具有世界先进水平的壳牌炉煤粉制气工艺技术生产合成气,是目前世界上首套新型混合气化技术示范性研究项目。
惠生工程技术服务有限公司宣布,壳牌-惠生混合煤气化技术示范装置2013年11月12日在南京开车,这标志着壳牌-惠生新型混合煤气化技术进入工业化示范应用阶段。该新型混合煤气化技术应用了壳牌在煤及残渣气化技术方面的丰富经验,并且因采用水激冷技术,设计更加紧凑;同时示范装置由惠生工程间接非全资附属公司——惠生工程(中国)有限公司设计并参与了项目的全程管理。
该新型气化技术成功运营后,将对中国煤化工行业的发展起到积极的促进作用。壳牌-惠生混合煤气化技术具有煤种适用范围广、运行可靠性高、投资节省与高效环保的优势,因而适用于大型化项目。该新型混合煤气化技术应用了壳牌在煤及残渣气化技术方面的丰富经验,并且因采用水激冷技术,设计更加紧凑;同时示范装置由惠生工程设计并参与了项目的全程管理。该新型气化技术具有煤种适用范围广、运行可靠性高、投资节省与高效环保的优势,因而适用于大型化项目,成功运营后将对中国煤化工行业的发展起到积极的促进作用。目前,示范装置运行正常。
3.4综合能源系统公司
作为全球能源和气化技术公司的美国综合能源系统公司(SES,Synthesis Energy Systems)宣布,向气体技术研究院(GTI)转让U-Gas气化技术。U-Gas气化技术可应用于各种类型的煤炭和煤炭/生物质混合物,煤炭可超过60%,对于煤炭/生物质混合物,生物质可超过40%,也可应用于气化100%生物质。
SES公司在中国持股95%的山东海化装置已可靠运转,成功气化了一些难以气化的燃料,如高灰煤洗涤废弃料,这是一种高灰分次烟煤和褐煤。SES公司的技术得到美国、中国、印度和澳大利亚一些公司的青睐,要求使用该技术用于生物质和煤炭气化。
U-Gas技术为专有的U-Gas流化床气化技术,可将低值煤炭和煤废弃物转化为较高价值的能源产品,如运输燃料和合成氨。与其他技术相比,UGas技术的主要优点是具有较大的燃料灵活性,可使用煤(包括低级煤、高灰煤和高含水煤)、各种煤废弃物和生物质原料,小规模也能高效操作,建造装置很快,投资成本较低。
埃新斯(枣庄)新气体有限公司采用美国综合能源系统有限公司SES气化技术试烧了内蒙古白音华褐煤。运行结果表明:碳转化率为96%,冷煤气效率为83%,传统褐煤气化中最为挠头的煤焦油几乎没有,这标志着SES技术气化褐煤获得成功。SES气化技术来源于美国气化技术研究院。该技术利用流化床原理,让原料煤在一定压力下和气化剂(氧气和蒸汽)起反应,从而生产合成气,并回收热量副产蒸汽。在流化床基础上发展起来的SES气化技术,又融入了内置分布板、进气系统、氧气混合及逆流排灰系统等特色专利,保证了这种新型流化床反应器能够高效气化最具挑战性的原料煤。SES气化炉的炉内设计使气化过程在较高温度下,反应物有足够的反应时间,保证了合成气中焦油的充分裂解,又利用独特的干法除尘方法,解决了传统湿法除尘带来的大量污水,减轻了环保压力。
综合能源系统公司与中国化学工程公司(CNCEC)的子公司东华工程科技有限公司(ECEC)签署合作协议,就在中国建设SES公司U-Gas气化项目进行工程、设计、采购和建设(EDPC)合作。东华工程科技有限公司(ECEC)位于合肥市,是CNCEC集团最大的工程公司之一,其前身是化工部第三设计院,拥有多种煤气化技术工程设计业绩,曾被神华宁煤煤化工公司授予“优秀总承包单位”称号。ECEC现为SES和河南省义马合资项目提供工程设计。双方合作使ECEC在煤制化学品项目工程和建设方面的丰富经验与SES专有的技术设计结合在一起。华东工程科技有限公司(ECEC)表示,中国在煤炭气化和煤制化学品项目方面具有很多经验和市场机遇。ECEC与SES的合作在中国具有新的发展机遇,SES的U-Gas技术可清洁而有效地将低级煤、煤废料和生物质转化成合成气和高附加值能源产品。
综合能源系统有限公司从2008年1月开始,在其合资企业埃新斯(枣庄)新气体有限公司先后成功气化了烟煤、次烟煤、长焰煤、无烟煤、褐煤。SES气化系统褐煤工业气化技术通过山东省科技厅鉴定,专家评价该技术达到了流化床褐煤气化技术的国际先进水平。评审专家组指出,SES技术成功试烧内蒙古褐煤及其他多个煤种,创新点明显,具有较高的推广价值。
综合能源系统公司与中国能源产业控股集团公司签署协议,以现金投资约8380万美元以支持SES公司在中国的经营策略,包括项目开发和投资。SES已将其从美国天然气技术研究所(Gas Technology Institute)取得的独有的U-Gas流化床煤气化技术在中国进行技术转让。中国能源产业控股集团公司是总部在香港的有限责任公司,由北京Zhongjixuan投资管理有限公司(ZJX)组建,以投资为目的。ZJX将助力于SES发展新的合资公司业务,以提供基于较低成本/低品质煤炭(如褐煤)的能源。
兖矿峄山化工有限公司提供的本地兴隆庄低热质混煤,在美国综合能源系统公司(SES)位于山东的合资公司埃新斯(枣庄)新气体有限公司进行试烧,取得成功。U-Gas技术在气化高灰分混煤时表现了出色的适应性。通过试烧后的试验数据分析,碳转换率达到96%以上,冷煤气效率在80%左右。中国的中小合成氨、甲醇厂大多以煤为原料生产,而多数气化技术则受困于必须使用昂贵的无烟煤或优质煤作为原料。U-Gas技术可以使用廉价的、本地化低质煤,能够大大地降低合成氨的生产成本。
综合能源系统公司(SES)与澳大利亚Ambre能源公司为煤制汽油和LPG项目签署技术研究协议,SES公司将提供专有的气化设计,以支持Ambre能源公司开发计划中的煤制油项目(AmbreCTL)。该项目正在澳大利亚昆士兰州开发中。项目建成后,将生产约1.8万桶/天的汽油和约15.14万m3/a LPG。SES公司的U -Gas气化技术将用于生产约400万t/a由低等级、高灰煤转化成的合成气,随后合成气转化成甲醇,再转而使用埃克森美孚公司的MTG技术使甲醇转化为零含硫的无铅汽油和LPG。CO2将以高纯度形式予以捕获,用于地下封存或工业用途,但初期将就地排放。
SES公司在中国山东省的商品煤气化项目表明,SES采用Ambre能源公司低等级澳大利亚煤,可使碳转化率大于98%。该煤将用于AmbreCTL项目。SES公司提供的技术、设备和工程服务,可用于将低阶、低成本的煤炭和生物质原料转化成能源和化工产品。其战略是通过提供技术和设备,采用其专有的U - Gas流化床气化技术,使该地区低等级煤和生物质原料转化成高附加值的产品而获利。
综合能源系统公司(Synthesis Energy Systems,SES)于2014年12月15日表示,其江苏Tianwo-SES清洁能源技术(TSEC)公司中国合资伙伴张家港化工机械有限公司(ZCM)已签约超过6.5亿元(1.05亿美元)订单,将利用SES气化技术建设拥有七个气化系统的三个合成气装置。该协议是中国最大的氧化铝和原铝生产商中国铝业公司与ZCM的创新煤化工设计院(ICCDI,上海)的子公司之间签订的协议。ICCDI将作为总承包商,为三个项目提供所有的工程建设工作。新的气化装置的建设将提供总计约17.5万Nm3/h的工业合成气,作为位于山东、河南和山西省现有的三个铝合金制造厂使用的清洁能源燃料。ZCM称,这些项目展示了中国煤化工产业新方法的开始,将进一步运用SES领先的洁净煤气化技术,使劣质煤经济地生产清洁合成气。除了满足最终用户的煤气要求外,SES气化技术为客户提供高价值的清洁能源,以帮助解决当前的环境挑战,加快清洁能源产业的发展。
3.5科林工业技术公司的CCG粉煤气化技术
内蒙古康乃尔化学工业有限公司乙二醇项目,2013年10月决定采用德国科林工业技术有限责任公司的CCG粉煤气化技术。该项目由东华工程科技股份有限公司承担总体设计,气化岛由中国天辰工程有限公司设计完成。核心设备为两台科林CCG粉煤气化炉,2015年建成。
德国科林CCG粉煤气化技术可以把褐煤、烟煤、无烟煤、石油焦等原料转化为清洁的、高附加值的有效气,即一氧化碳与氢气。作为当今国际主流先进粉煤气化技术的代表,德国科林CCG粉煤气化技术在国内已成功应用于贵州开阳化工50万t/a合成氨装置。该项目于2013年1月建成投产,现已达到设计负荷。
德国科林CCG粉煤气化技术是目前国际上最先进的干煤粉气化技术之一,属于主流的粉煤气化工艺。该工艺已经有成功的应用案例,成熟可靠,安全环保。早在1984年,在德国黑水泵市(SCHWARZPUMPE)就建立了一套200 MW(日投煤量为720 t)的德国科林水冷壁煤气化炉工业化装置,原料为褐煤。
德国科林公司与中国天辰工程有限公司、赛鼎工程有限公司、东华科技股份有限公司等建立了战略合作关系,共同在中国推广德国科林CCG粉煤气化技术,提升国内的煤化工装备制造水平。
德国科林CCG粉煤气化技术与其他气化工艺相比,在经济性、可靠性和可操作性方面,都具有很强的竞争力。首先是煤种适应广。经过工业化装置的验证,科林CCG粉煤气化技术适用于烟煤、褐煤及石油焦等多煤种。其次是技术指标先进。气化温度高,一般在1400~1600℃。碳转化率可达到99%以上,不含重烃和焦油等,合成气中有效成分可高达90%左右,冷煤气效率可达80%~83%。三是工程投资和运行维护费用较低。根据项目规模可提供日投煤量从750 t/d到3000 t/d的不同气化炉设计,并且设备制造基本实现国产化,整个装置的建设费用相对较低。由于工艺流程紧凑,设备寿命长,采用水冷壁结构,无耐火砖,多烧嘴顶置,负荷调节范围广,主体设备寿命关键设备和烧嘴的寿命较长。开、停车操作方便,且时间短。另外,科林CCG粉煤气化技术在三废处理方面安全环保。该系统所产废水中不含苯、酚等有毒物质,废水处理工艺简单;炉渣不含可溶性有毒物质,可作建材原料。系统水循环利用,实现了能源的清洁及高效 利用。
3.6近期的其他气化技术开发与应用
(1)伍德公司与RWE公司就HTW工艺进行了35年合作后,2011年2月,德国RWE电力(RWE Power)集团开发成功相关技术,这使伍德公司拥有HTW工艺的专营权,包括知识产权(IP)、专有技术和专利。该HTW流化床气化技术完美补充了Prenflo夹带流过程,因为它为伍德的气化业务拓宽了原料范围。伍德现在已经拥有HTW过程的煤气化方法,特别适合于高灰熔点的褐煤、硬煤和生物质,如木质、泥炭甚至生活垃圾的气化。
2014年10月28日,德国蒂森克虏伯工业工程公司与大连万阳重工有限公司签署高温温克勒(HTW)气化工艺技术战略合作协议,这是该技术首次引入中国。实验结果显示,HTW气化技术广泛适用于褐煤等劣质煤种,比国内现有气化工艺更环保,水耗更低。HTW气化技术由温克勒公司(原伍德公司)开发,目前已成功应用于德国Berrenrath褐煤制甲醇生产装置以及日本的废物制能源/氢等项目,还有一系列项目正在开发中,包括在瑞典和印度的生物质制甲醇和DRI项目。与现有气化技术相比,该技术有两大优势,即环保和节水。HTW气化技术采用了先进环保的工艺流程设计,进料保护、气化炉设置旋风分离器、干法除灰的陶瓷过滤器等高技术的采用,使气化总流程能够满足现行国家的环保标准和欧洲的环保要求。尤其是合成气经陶瓷过滤器过滤后,重金属和其他有害物质基本被滤掉,后续气体处理更加简单。其废水处理装置投资比一般固定床气化技术大大降低,仅为其1/10左右。该技术还采用了具有专利技术的耐高温、耐高压螺旋推进器的干法除渣除灰技术,此技术安全可靠,有长达8000 h/a的使用业绩(总运行时间12年)。因此,HTW气化技术不会像一般水除渣的工艺会产生大量含有机物的有害废水,其废水量降低到0.15 t/t煤。在水资源消耗方面,考虑了所需的过热蒸汽和锅炉给水后,工艺总耗水量仅为0.35 t/t煤,非常适合我国水资源紧张的国情。由于该技术耗水量非常少,而且产生的污水量也相应较少,这大大降低了国内煤化工企业的用水量。
(2)KBR公司也制定目标针对低等级、高灰分煤炭应用,开发其运送集成气化(TRIG)技术。与美国佐治亚州亚特兰大的南方有限公司(Southern Co)的开发结合在一起,TRIG技术应用于处理低品位煤炭,已在10年前获得验证。KBR公司现正在进行TRIG的首次商业应用,应用于中国的120 MW IGCC电站,于2011年建成;在内蒙古的CTC应用,于2012年建成;另外,582 MW IGCC设施,于2014年建成。第三个项目正在美国密西西比州Kemper郡开发中,由密西西比电力公司拥有和运营。TRIG技术包括耐火内衬、循环床气化器,釆用干进料,在低于灰分熔点的温度下操作。干进料的优点是可采用木质或生物质与煤的混合物进行气化。尤其在美国和欧洲,对煤-生物质混合物气化拥有很大兴趣。KBR公司还在韩国实施一小型验证装置,目标是应用于煤制合成天然气项目。
(3)康菲公司专有的E-Gas技术可将石油焦、沥青和次烟煤原料转化成高价值合成气,用于生产的产品模式,包括电力、合成天然气(SNG)、氢气和化学品。独特的两段式设计、连续的除渣和干颗粒去除技术,可实现高效率的生产。设计紧凑,减少了投资和操作成本。
(4)日本石川岛播磨公司(IHI Corp.)开发目标也指向将气化项目应用于低级煤,开发新的双塔、鼓泡流化床气化工艺。该工艺的优点是可在相对低的温度800~900℃下操作,而使用携带式气化器为1400~1500℃,并且使用蒸汽代替氧气,从而增加了合成气的H2含量。
(5)科莱恩和西门子组建煤气化技术联盟服务于中国。科莱恩公司2014年5月28日宣布,它已与西门子燃料气化技术公司达成协议,共同使新的联合开发的酸性气变换(SGS)技术应用于煤的气化实现商业化。根据该协议的条款,科莱恩是所有西门子气化集成SGS项目的独家催化剂供应商。此次合作涵盖了所有全球项目,尤其是致力于该技术在中国的商业化,因为中国的煤制化学品项目拥有最高的增长率。据称,SGS技术可显著降低煤制化学品的总投资成本。西门子燃料气化炉公司(SFG)能够从广泛的燃料,包括劣质煤来生产合成气。
(6)西比埃公司于2014年10月16日宣布,与中国山东神驰石化公司签署了一项合同,为在中国山东东营附近建造气化装置提供技术转让和工程设计。该装置将利用西比埃公司专有的E-GasPlus技术,建设三个系列的设施,用于为制氢、产生燃料气和发电生产合成气。
3 结语
本文对几种煤气化炉炉型进行了技术对比。论述了煤气化技术的选用原则。分析了我国煤气化技术装备需要解决的一些问题。通过实例较详细地介绍了国外煤气化技术在中国的应用。
Overseas Coal Gasification Equipment Technology and Its Application in China
Qian Bozhang
Abstract:The technical comparison between different types of the coal gasification furnaces is presented and the selection principal of the coal gasification technology is discussed.Furthermore, the unsolved problems in the coal gasification equipment of Chinese enterprises are analyzed.The applications of the overseas coal gasification technology in China are introduced through case study.
Key words:Coal gasification technology; Coal gasification furnace; Powdered coal; Coal water slurry; Gasification temperature
(收稿日期:2015-05-03)
中图分类号TQ 54
DOI:10.16759/j.cnki.issn.1007-7251.2016.02.017
猜你喜欢
分子催化(2022年1期)2022-11-02 07:10:44
云南化工(2021年11期)2022-01-12 06:06:46
仪器仪表用户(2021年10期)2021-11-27 08:25:56
中国特种设备安全(2019年5期)2019-07-16 08:52:08
石油化工自动化(2018年5期)2018-11-14 02:34:16
石油化工建设(2018年6期)2018-04-22 03:16:36
能源(2017年10期)2017-12-20 05:54:14
当代化工研究(2016年6期)2016-03-20 16:21:44
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:56
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:56