不锈复合板16MnR+316L焊接工艺确定
2016-04-26 21:13刘乃宽
科技视界 2016年10期
刘乃宽

【摘 要】本文分析了16MnR+316L不锈钢复合板的焊接性,从材料性质、焊接方法、焊接材料、工艺评定几个方面进行探讨,确定合适的焊接工艺,并将其成功应用于实际的焊接生产中。
【关键词】不锈钢复合钢板;焊接工艺;316L
0 前言
不锈钢复合板是以碳素钢或合金钢为基层、不锈钢为复层,制成的双金属复合钢板,包括奥氏体不锈钢复合板、铁素体不锈钢复合板和马氏体不锈钢复合板。一般由基层来保证复合板的强度,复层来保证复合板的抗腐蚀性能。随着我国石油化工工业的发展,石油化工设备中采用不锈钢复合钢板制作的设备越来越多,其优良的耐腐蚀性能、高强度及较低的综合成本特性,得到了广泛的应用。
2012年我公司承接了北京中能三套水处理设备中6台压力容器的制作任务,考虑设备运行中介质腐蚀的影响,容器采用16MnR+316L不锈钢复合板制作,其中3台设备规格为2600*6000*(18+3)mm,3台设备规格为1800*4000*(12+3)mm。
1 焊接性分析
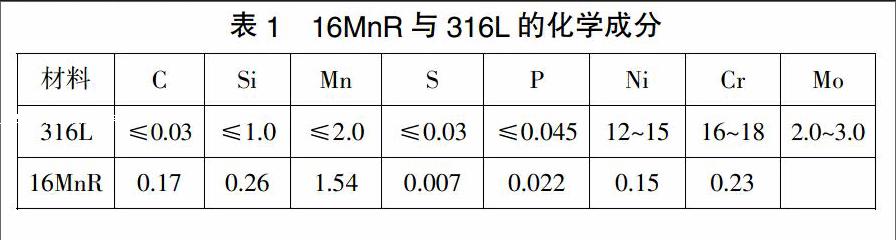
16MnR+316L不锈钢复合板属于奥氏体系复合钢板,查阅相关资料可知,两种材质的含碳量和所含的合金成分存在较大差异(见表1)。由于基层与复层的含铬量差别较大,促使碳向复层迁移扩散,在靠近熔合区的基层上形成了脱碳软化层,复层奥氏体钢一侧形成增碳硬化层。基层焊接时易于熔化不锈钢复层,使得合金元素掺入而导致碳钢基层焊缝金属严重硬化和脆化;而复层焊接时,基层中的碳易于进入复层中,使复层的抗腐蚀性能和基层的强度降低,复层出现合金元素稀释和渗碳等问题,因此应在基层和复层之间加焊过渡层。过渡层焊接时,选用铬镍含量较高的焊接材料,使之即使受到基层的稀释,也不会产生马氏体脆硬组织。基层焊缝必须防止产生脆硬马氏体,保证其力学性能;过渡层焊缝选用铬镍含量较高的焊接材料,复层焊缝必须保证焊缝的合金成分,以确保其耐腐蚀性能。这是不锈复合钢板焊接时的关键问题。
2 焊接工艺制定
2.1 焊接方法的选择
基层焊接方法,因产品直径较大,确定复层侧基层采用焊条电弧焊,背面清根后采用埋弧自动焊。以提高焊接生产率。
过渡层焊接方法,不锈钢复合钢板过渡层的焊接是整个复合钢板焊接的难点,为防止基层金属对过渡层焊缝金属的稀释,因此焊接时要尽量减少熔合比,以减低对焊缝金属的稀释作用。母材的熔合比与许多因素有关,其中焊接方法是最重要的影响因素。使用奥氏体钢或镍基合金填充材料焊接或堆焊时,各种焊接方法得到熔合比范围如表2所示。
表2 各种焊接方法熔合比范围
从表2可以看出,使用焊条电弧焊的熔合比比较低,变化范围较小,因而焊缝成分比较稳定,这也是目前不锈钢复合钢板过渡层焊接最常用的焊接方法。
复层的焊接方法,复层为316L奥氏体不锈钢,且比较薄,一般采用钨极氩弧焊和焊条电弧焊,从生产成本考虑,选用焊条电弧焊。
2.2 焊接材料的选择
不锈复合钢板的焊缝由基层、过渡层和复层三部分组成,各自的焊接材料选择如下:
基层焊接材料,原则上选用的焊接材料与单一的钢材选用的焊接材料相同,焊条电弧焊选用碱性低氢钠型焊条E5015(J507)),其抗裂性较好。背面埋弧自动焊采用焊丝H10Mn2配高锰高硅低氟焊剂HJ431。
过渡层焊接材料,不锈复合钢板焊接的关键问题在于处理好复层与基层交接部位的焊接性,也就是过渡层的问题。从焊接冶金学上分析,可以认为焊缝金属大体上是搅拌均匀的,选择焊材可以根据舍夫勒组织图按熔合比计算,求得纯奥氏体或奥氏体加少量一次铁素体组织的焊缝成分。由于有碳钢母材的稀释作用,使用18-8型焊接材料可产生马氏体组织,易产生冷裂纹,不能满足要求。25-20型焊接材料是单相奥氏体组织而易产生热裂纹。为了保证复层焊缝合金不受或少受基层金属的稀释,焊接材料也不能采用碳钢材料。为了充分补偿碳钢对复层焊缝金属的稀释作用并补充焊接过程中合金元素的烧损,过渡层金属铬、镍含量应高于复层不锈钢成分,并具有良好的塑性和韧性。采用25-13型焊条(E309L-16)是比较合适的,通过用舍夫勒组织图计算,E309L焊条的焊缝组织为奥氏体加铁素体。
316L/16MnR/E309L的铬、镍当量如下:
316L Nieq=14+30*0.03+0.5*2=15.9
Creq=18+3+1.5*1=22.5
16MnR Nieq=0.15+0.17*30+0.5*1.54=6.02
Creq=0.23+1.5*0.26=0.45
E309L Nieq=14+30*0.04+0.5*2=16.2
Creq=25+0.5+1.5*0.9=26.85
通过上面的计算,查舍夫勒图可知16MnR的组织成分在a点,316L的组织成分在b点,它们的平均成分在c点,E309L-16焊条的组织成分在d点,如果手工电弧焊的熔合比为40%,则焊缝的组织成分在e点,为奥氏体加5%左右的铁素体,满足抗裂性要求。
复层的焊接材料,根据对复层不锈钢性能要求,复层焊缝金属成分原则上与单独焊接复层不锈钢时焊接材料相同,故本次选择E316L-16型焊条进行焊接。
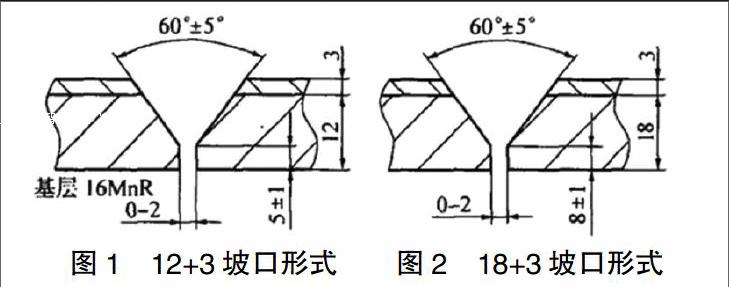
2.3 焊接坡口的选择
因为设备的纵环焊缝都可以采用双面焊,因此选用的坡口形式如图1、图2所示(板厚:12+3;18+3)。
另一种是当设计厚度裕度较大,基层焊接后能够保证基层焊缝处的厚度不小于设计厚度,射线检测可在过渡层焊接之前进行,但焊缝全部焊完后,必须再次进行射线检测,检查无裂纹即可。因为产品用不锈钢复合钢厚度不厚,即使有缺陷也比较容易定位、清除,我们选择基层、过渡层和复层都焊完后一起拍片,这样可以降低成本。一般缺陷清除、返修焊接从基层侧进行。
2.4 焊接工艺评定
根据设计要求和焊接工艺分析,按NB/T47014-2011附录A的要求进行。
2.4.1 焊接工艺评定过程
1)落料,16MnR+316L复合钢板:500mm×150mm×(12+3)mm二块,按图1要求加工。500mm×150mm×(18+3)mm二块,按图2要求加工。
2)清理,清除坡口及两侧20mm范围内的铁锈和油污等,在复层距坡口100mm范围内涂防飞溅涂料,如白垩粉等。
3)组对,以复层为基准,对口错边量小于等于复层厚度的50%,即1.5mm。
4)点固,采用经烘干(380℃/1h)的焊条E5015(J507)/φ4点固在基层侧
5)焊接,按图3和图4的顺序进行焊接。6)无损检测,基层、过渡层、复层都焊完后一起拍片,然后复层再进行着色检查。
焊接时先焊复层侧基层,采用焊条电弧焊,E5015(J507)/φ3.2打底,E5015(J507)/φ4焊至低于复合界面1.5~2.5mm,焊缝磨平。背面碳弧气刨,打磨露出金属光泽后,采用埋弧自动焊:焊丝H10Mn2,焊剂HJ431(250℃/2h)焊至要求。再焊过渡层,清理复层侧基层焊缝及坡口,采用焊条E309-16(A302)/φ3.2焊接过渡层,为了控制稀释率,采用小电流、快速焊、不摆动的焊接工艺,焊至高于复合界面0.5~1.5mm。最后焊复层,清理过渡层焊缝表面及坡口边缘,采用E316L-16(A022)/φ3.2焊接复层,直至要求。基层、过渡层和复层的焊接工艺参数见表3。
2.4.2 试验结果
工艺评定试件按JB4730-2005要求拍片4张;对复层焊缝进行渗透检测,按照JB4730-2005要求,Ⅰ级,合格;按NB/T47014-2011附录A的要求加工试样,并进行力学性能试验(见表4)和复层焊缝金属化学成份分析(见表5),全都符合要求。
3 实际生产注意事项
1)根据焊接工艺评定和实际生产条件,编制合理的焊接工艺。
2)严格控制下料、坡口加工、滚圆、组对、单节筒体加固的质量。
3)焊接前坡口及两侧的油污、铁锈、氧化铁清理干净,基层一侧要用专用的碳钢钢丝刷,复层一侧要用专用的不锈钢钢丝刷。
4)焊前焊条及焊剂要严格按规定烘干,焊丝要除锈、油污等。
5)焊接时要严格执行焊接工艺规程。特别是T型接头处焊缝的焊接,要求纵缝两端约100mm的过渡层和复层焊缝必须在环向基层焊缝焊完后再焊接
6)过渡层焊接应采用小电流,稍微大点的焊接速度,尽量减小熔合比,保证焊缝的奥氏体组织。
7)由于16Mn钢与316L不锈钢物理性能差异大,基层厚度方向会产生很大残余应力,在气温低于0℃时,必须预热,以防止裂纹。
8)复层不锈钢焊接完毕,要进行酸洗钝化处理,保证耐蚀度。
4 结论
严格按照以上焊接规范进行施焊,完成了6台容器的制造,按照JB4730-2005要求拍片,一次拍片合格率达97.2%,完全达到设计质量的要求。而产品自交付以来,运行正常,说明所选用的焊接工艺是可行的,为同类产品焊接提供了借鉴。
【参考文献】
[1]焊接手册2[M].北京机械工业出版社.
[2]NB/T47014-2011 承压设备焊接工艺评定[Z].
[3]胡华忠.不锈钢复合板的焊接工艺探讨[Z].
[责任编辑:杨玉洁]
猜你喜欢
工程与建设(2019年1期)2019-09-03
山东冶金(2018年6期)2019-01-28
广西林业科学(2016年1期)2016-03-20
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09