
工程陶瓷加工表面临界条件的研究*
2016-04-26 09:21:55马廉洁顾立晨杨建宇于爱兵
新技术新工艺 2016年3期
马廉洁,王 华,顾立晨,单 泉,杨建宇,于爱兵
(1.东北大学 机械工程与自动化学院,辽宁 沈阳110819; 2.东北大学秦皇岛分校 控制工程学院,河北 秦皇岛 066004;3.宁波大学 机械工程与力学学院,浙江 宁波315211)
工程陶瓷加工表面临界条件的研究*
马廉洁1,2,王华2,顾立晨2,单泉2,杨建宇1,于爱兵3
(1.东北大学 机械工程与自动化学院,辽宁 沈阳110819; 2.东北大学秦皇岛分校 控制工程学院,河北 秦皇岛 066004;3.宁波大学 机械工程与力学学院,浙江 宁波315211)
摘要:研究了工程陶瓷磨削加工时的未变形切屑厚度模型,陶瓷加工时材料去除形式分为延性域去除、延脆性域去除和脆性域去除等3种,并通过引进延性域系数η0、延脆性域系数η1,建立了延脆性域2个临界磨削深度模型。利用微晶玻璃陶瓷展开磨削试验,得到了工程陶瓷加工表面粗糙度与磨削速度、磨削深度、工件进给速度及未变形切屑厚度的关系,进而得出工程陶瓷加工表面临界条件的规律,并给出了所提出的相关系数和微晶玻璃陶瓷延脆性域2个临界磨削深度,为工程陶瓷加工表面成形机理的研究提供了一定的参考。
关键词:工程陶瓷;延脆性域;未变形切屑厚度;临界磨削深度
磨削是陶瓷加工的主要手段之一,但陶瓷的硬脆性特点使其表面加工质量难以保证;因此,工程陶瓷加工表面临界条件成为国内外学者的研究热点。
S. Agarwal等[1]建立了硬脆材料磨削中未变形切屑厚度的模型,并进行了试验验证。T. G. Bifano等[2]指出只有当磨削深度小于临界磨削深度时,脆性材料才会实现延性域磨削。微晶玻璃是一种新型工程陶瓷,目前针对微晶玻璃临界磨削条件的研究较少,本文以微晶玻璃陶瓷磨削后表面粗糙度为研究对象,分析工程陶瓷临界磨削深度模型。
责任编辑马彤
1工程陶瓷临界磨削深度建模
1.1最大未变形切屑厚度
磨削过程中最大未变形切屑厚度表示为[3]:
(1)
式中,hm为最大未变形切屑厚度;Nd为单位面积有效磨粒数;θ为磨粒锥顶半角;vw为工件进给速度;vs为磨削速度;ag为磨削深度;ds为砂轮直径。
式1是在假设磨屑截面为三角形的前提下得到的,存在一定的局限性,实际磨削过程会受到磨粒和磨屑形状等因素的影响,现引入变量Mr来表征磨削过程中磨屑形状等各因素的综合影响,改进后的最大未变形切屑厚度模型为:
(2)
1.2临界磨削深度模型
1989年,T. G. Bifano建立了脆性材料临界磨削深度模型(见式3)。对应的单个磨粒几何模型如图1所示。
(3)
式中,hc为临界磨削深度;Kd为动态变化系数;KIC为断裂韧度;E为材料弹性模量;H为显微硬度。
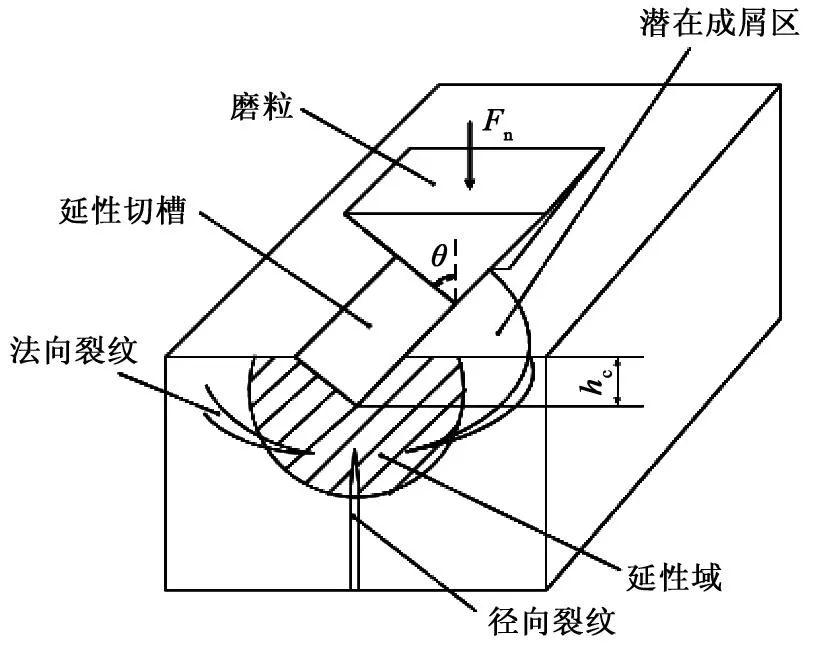
图1 单颗磨粒临界磨削深度几何模型
当前学者普遍认为,硬脆材料断裂过程是由延性域直接过渡到脆性域;但在实际磨削中,受到工艺参数、磨粒特性等因素的影响,存在由延性域到脆性域的过渡区域——延脆性域。现对Bifano临界磨削深度模型进行改进,工程陶瓷延脆性域的2个临界磨削深度hc0、hc1如下:
(4)
(5)
式中,η0与η1分别为延性域系数与延脆性域系数,具体数值需要在试验数据的基础上分析计算得到。
2试验
试验采用MK9025型光学曲线磨床及专用夹具(见图2)。采用陶瓷结合剂金刚石砂轮,其直径为180 mm,单位面积有效磨粒数为2×106个。

图2 试验设备
为研究工程陶瓷加工表面成形机理,在综合考虑微晶玻璃磨削临界条件范围的基础上制订了试验方案(见表1)。

表1 微晶玻璃试验方案
3结果与讨论
3.1材料去除形式
金刚石砂轮磨削微晶玻璃陶瓷的试验结果表明,加工参数会显著影响磨削后表面粗糙度Ra,其中Ra最小值为0.124 μm,最大值为1.356 μm。
部分微晶玻璃磨削试验对应的表面形貌如图3所示,具有3种材料去除形式,分别为延性去除、延脆性去除和脆性去除。不同材料去除形式下磨削后得到的表面粗糙度存在较大差异。

图3 部分微晶玻璃磨削试验表面形貌
3.2表面粗糙度
表面粗糙度Ra是一个能较好地衡量微晶玻璃陶瓷磨削加工表面材料去除形式的参数。加工参数对表面粗糙度Ra的影响规律如图4所示。表面粗糙度随砂轮线速度的增大而减小,因为单位时间内砂轮上参与磨削的磨粒数增多;磨削深度对表面粗糙度的影响相对复杂,开始时磨削深度的增大使表面粗糙度上升,达到临界切深后,磨削深度的继续增大会使表面粗糙度降低;表面粗糙度随工件进给速度的增大而减小,因为工件进给速度越小,单位时间内砂轮上与工件接触的磨粒数越多。

图4 加工参数对表面粗糙度的影响
3.3临界条件
图5为试验中得到的表面粗糙度Ra和最大未变形切屑厚度hm的关系图。将检测结果代入最大未变形切屑厚度模型(式1)及延脆性域临界磨削条件模型(式4和式5),分析计算得:Mr=0.586 6,η0=0.881,η1=1.196,hc0=140.97 nm,hc=160 nm,hc1=191.3 nm。这为实际加工中实现陶瓷材料的延性域加工提供了参考。

图5 微晶玻璃陶瓷临界磨削条件
4结语
通过上述研究,得到如下结论。
1)通过试验分析了影响工程陶瓷加工表面粗糙度的因素。在实际加工中,可通过适当提高砂轮线速度、减小工件进给速度来降低表面粗糙度,进而提高表面加工质量。
2)提出了硬脆材料延性去除、延脆性去除和脆性去除等3种材料去除方式,并引入了未变形切屑厚度相关系数Mr、延性域系数η0和延脆性域系数η1,建立了未变形切屑厚度模型和延脆性域的2个临界磨削深度模型。
3)得到了表面粗糙度和最大未变形切屑厚度的关系图。目前,对表面粗糙度和最大未变形切屑厚度相关性的研究较少,从而为今后该方面的研究提供了参考。
参考文献
[1] Agarwal S, Venkateswara R P. Predictive modeling of undeformed chip thickness in ceramic grinding[J].International Journal of Machine Tools & Manufacture,2012,56:59-68.
[2] Bifano T G, Dow T A, Scattergood R O. Ductile-regime grinding, a new technology for machining brittle materials[J]. ASME Journal of Engineering for Industry, 1991,11(3):184-189.
[3] Malkin S. Grinding technology theory and applications of machining with abrasives[M].New York: Industrial Press Inc.,2008.
责任编辑马彤
Study on the Surface Critical Conditions of Engineering Ceramics
MA Lianjie1,2, WANG Hua2, GU Lichen2, SHAN Quan2, YANG Jianyu1, YU Aibing3
(1.School of Mechanical Engineering and Automation, Northeastern University, Shenyang 110819, China;2.School of Control Engineering, Northeastern University at Qinhuangdao, Qinhuangdao 066004, China;3. Ningbo University, Faculty of Mechanical Engineering and Mechanics, Ningbo 315211, China)
Abstract:The undeformed chip thickness model of engineering ceramics is improved, and it is pointed out that the removal domains of ceramics grinding can be divided into the ductile region, the ductile brittle region, and the brittle region. The model of the two critical grinding depth is established by introducing ductile regime coefficient η0 and the ductile-brittle regime coefficient η1. The relationship among surface roughness of engineering ceramics and grinding speed, grinding depth, feed rate of the workpiece, undeformed chip thickness is obtained by analysing the grinding experimental results of glass ceramics. Then the critical conditions of engineering ceramics are acquired. Finally, the correlative coefficients and two critical grinding depth of ductile-brittle regime of glass ceramics are given. The results offer some reference for the research on the surface forming mechanism of engineering ceramics.
Key words:engineering ceramics, brittle region, undeformed chip thickness, critical grinding depth
收稿日期:2015-12-08
作者简介:马廉洁(1970-),男,教授,博士生导师,主要从事硬脆材料加工理论与技术、仿生制造技术等方面的研究。
中图分类号:TG 580
文献标志码:A
* 国家自然科学基金资助项目(51275083)
