
平行缝焊金属封装内部多气氛控制研究
2016-04-26 09:21:43李寿胜夏俊生
新技术新工艺 2016年3期
李寿胜,夏俊生,李 波,张 静
(中国兵器工业集团214研究所,安徽 蚌埠 233042)
平行缝焊金属封装内部多气氛控制研究
李寿胜,夏俊生,李波,张静
(中国兵器工业集团214研究所,安徽 蚌埠 233042)
摘要:随着微电子技术的飞速发展,部分军标或高可靠产品除了对电子封装内部水汽的控制要求有了大幅提升外,还对封装内部其他多种气氛的控制提出了严格的要求。由于受材料和工艺的限制,封装内部多种气氛含水汽的控制一直是高可靠封装的重点和难点。从内部气氛产生的原因分析及处理措施出发,分析给出了厚膜混合集成电路平行缝焊金属封装内部多种气氛控制方案,以满足H级产品特别是航天高可靠产品对电子封装内部水汽及其他多种气氛高标准的控制要求。
关键词:残余气体分析(RGA);水汽;金属封装;密封
自20世纪中期以来,微电子技术按照摩尔定律的预言迅猛发展。提高电子产品集成度的驱动力来源于人们对轻、薄、短和小电子产品的不懈追求。电子产品集成度越高,人们对其可靠性就越关注。除了芯片自身的质量外,电子封装的密封性和内部水汽含量控制也成了高可靠产品的关键技术。单片集成电路军用标准(GJB 597A—1996)和混合集成电路军用标准(GJB 2438A—2002)都对封装的密封性和内部水汽含量提出了指标要求,但是,开发的高可靠单片集成电路、混合集成电路和多芯片模块产品往往出现因为不能通过密封性试验或不满足内部水汽含量要求而前功尽弃[1-2]。此外,内部气氛含量与微电子器件的使用寿命密切相关。器件失效前的试验寿命与水汽含量呈现负指数或负幂指数关系,即寿命将随封装内部水汽含量的提高而迅速降低[3]。
现阶段,某些混合电路高质量等级项目对产品封装内部水汽含量的合格判定指标已经有了明显提高,且对封装内部的其他气氛,如二氧化碳、氧气等也有了明确的指标要求,这就对混合电路的封装工艺及相关组装工艺提出了更高的要求。目前,平行缝焊金属外壳气密性封装工艺是厚膜混合电路高可靠封装的主要形式之一;因此,有必要研究和制定厚膜混合集成电路平行缝焊金属封装内部多气氛控制方案,确定行之有效的控制措施,降低封装内部水汽含量及其他残余气体的成分,满足高质量的要求。
1问题描述
某航天专项工程用电子元器件对内部气氛控制提出了专门的技术要求,寿命试验后的密封合格样品在100 ℃时内部气氛含量控制水平应达到:水汽含量≤3 000 ppm,氧气含量≤1 000 ppm,氢气含量≤1 000 ppm,二氧化碳含量≤2 000 ppm等。
在某些混合电路产品按照上述技术要求执行时发现,如果按常规手段进行工艺控制,即便采用最有利于内部气氛控制的金属外壳平行缝焊封装工艺,所获得的密封产品仍无法满足该技术指标要求。
2原因分析
从人、机、料、法、环和测等多方面进行分析。借用精益工具TQC统计方法中的系统图形成故障树分析图(见图1),基于残余气体分析(RGA)的试验结果,判定封装内部多种气氛不合格的原因,并进行系统分析。
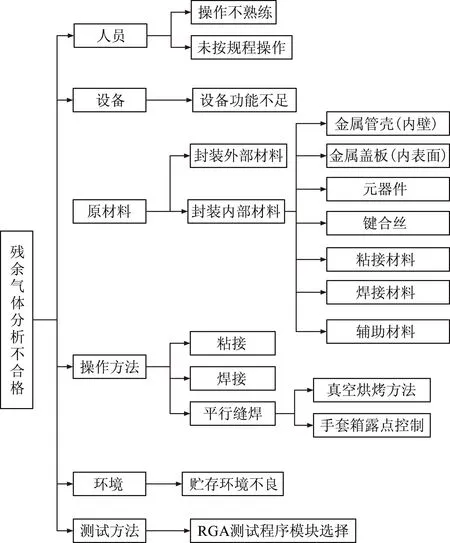
图1 封装内部气氛不符合要求故障树图
本文以某产品为研究对象,分别对上述故障树所列原因进行分析和确认,经调查、试验和讨论后得出明确的结论。
2.1人员因素
本文所提人员其所在范围是封装工序,人员因素最终影响的是电路的密封性能。只要现有封装操作人员持证上岗,严格按照操作规程操作,并严格按照相关质量控制要求进行控制,密封后的合格电路自然符合国军标规定的气密性要求;因此,人员因素不是RGA残余气体分析数据不合格的主要原因。
2.2设备因素
本文涉及的设备主要是平行缝焊机,其用密封箱直接连接真空烘箱,连接这2个箱体是为了保证未封盖的产品一旦进入真空烘箱,除了接触密封箱内的惰性气氛氮气外,不可能再与其他气氛接触。这是使平行缝焊金属封装内部水汽释放保持一个合理水平的必要条件。
在正式封装前,电路应放入真空烘箱,经过长时间的真空烘烤后,再移入充满干燥氮气的密封手套箱内完成封装。产品封装后粗细检漏可以完全满足国军标要求,而且能达到高质量等级项目更高一级的漏率控制要求,即在国军标漏率试验判定合格值向上再提高半个数量级的更高指标。
此外,为确定封装设备自身对封装内部水汽的影响程度,曾使用SM8500型平行缝焊机进行空封管壳内部水汽验证试验,方法是将3只空管壳经真空烘烤后,在密封手套箱内完成封装,再按正常试验程序完成内部水汽含量检测。结果是3只样品内部水汽检测值均<300 ppm,其他多种气氛基本检测不到,检测值均<100 ppm。
综上所述,现有主流封装设备对封装内部水汽及其他多种气氛的贡献值一般都很小,设备因素不是RGA分析数据不合格的主要原因。
2.3原材料因素
原材料的影响主要从封装内部材料进行分析。封装内部材料气体释放是一个缓慢而复杂的过程,即使在封装前已经进行了真空烘烤,但是由于存在材料自身的挥发性、材料表面或内部空洞以及材料在粘接或焊接过程中形成空洞等原因,在封装后这些材料仍然会持续对封装内部释气;此外,在国军标规定中,通常内部水汽含量试验放在环境暴露试验之后,这就使得封装内部的水汽或其他气氛更容易被检测到。因此,封装内部材料对水汽及其他气体的释放影响很大。
目前,封装内部材料的影响因素主要包括金属管壳、金属盖板及芯组。其中,金属管壳和金属盖板材料对内部水汽的影响主要是指其内表面镀层所吸附的水汽和其他气氛可能会影响RGA试验结果。据调查,目前合格的金属外壳制造厂家电镀的封装外壳表面吸附水汽含量或其他气氛已经很低,而且在封装前还应进行真空烘烤,因此,对RGA检测结果影响甚微;此外,从上述设备因素中所述的空封管壳试验结果来看,在没有其他内部材料的情况下,从数值上看,单单金属外壳及盖板内表面所吸附水汽的影响可以忽略。芯组材料则主要包括元器件自身的材料、键合用金丝或键合用硅铝丝、在组装加工中所使用的粘接或焊接材料、以及其他辅助材料(如酒精、丙酮和清洗剂等)等。对这些材料逐一进行分析如下:首先,元器件自身材料在没有其他特殊材料使用的情况下,对封装内部气氛贡献不大;其次,键合用金丝或键合用硅铝丝材料单一,其影响也可忽略;再次,辅助材料易挥发,在真空烘箱内的封装前预处理中可以有效去除;最后,粘接和焊接材料的成分有绝缘环氧、导电环氧和合金焊料等。经多轮试验验证,这些粘接和焊接材料综合影响很大,是引起封装内部水汽及其他气体超标的主要原因,这也在多次摸底RGA试验结果中有所反映。
2.4操作方法
对封装内部气氛影响较大的工艺主要是密封封装工艺。一般情况下,混合电路封装工艺优选平行缝焊气密性封装,因为它是最有利于封装产品内部气氛控制的封装工艺。而该工艺中有可能影响内部气氛的因素主要是平行缝焊前的真空烘烤;然而,在操作规程中对于平行缝焊前真空烘烤通常都有严格的控制规定和要求。因此,操作方法不应是RGA分析数据不合格的主要原因。
2.5环境因素
金属封装100%完全密封在理论上是无法实现的,必然存在漏孔,只是漏孔大小决定了密封性能的好坏。而在封装有漏孔的情况下,封装内外必然存在分压差,会发生气体双向流动,其最终的趋势是封装内、外各类气体分压相同;然而,在正常环境下只要是密封性能良好的电子封装产品,其封装内、外气体流动的过程是非常缓慢的,对内部气氛影响很小。因此,环境因素不是RGA分析数据不合格的主要原因。
2.6测试方法
RGA是通过质谱仪对密封电子封装进行分析的。质谱仪是一种能将采样气体转换成离子,根据这些离子的质荷比进行分离,然后再分别收集这些离子以报告出其的相对数量的一种仪器。
在提交RGA试验前,应先根据不同内腔容积选择正确的程序模块。选择不同的程序模块对试验结果有一定的影响,而且这种影响不能用简单的线性关系来计算。以水汽含量RGA检测为例,在0.3~1 mL的内腔容积范围内,某检测中心可调用的程序模块只有0.3和1 mL这2种。对于同一个封装,如果容积计算值更为接近1 mL,却错误地选择了0.3 mL的程序模块,就可能造成水汽含量测定值多出几百ppm,最终导致测试结果偏差;因此,内腔容积计算应准确,否则容易影响RGA分析数据的准确度。
综上所述,虽然测试方法中选择RGA测试模块的正确与否对结果影响较大,但是由于正确计算内腔容积的条件很容易达到,所以这也不应是RGA分析数据不合格的主要原因。
2.7分析结果
根据上述原因分析过程,给出初步结论:封装内部粘接和焊接材料成分复杂、自身的挥发性以及存在空洞等因素是引起RGA分析数据不合格的要因。
3试验验证
为进一步了解粘接和焊接材料对封装内部气氛的影响结果和影响程度,进行了专项研究和试验验证。
3.1初期方案
根据工艺方式的不同,封装内部材料大体可分为粘接材料和焊接材料2种。其中,粘接材料又分为绝缘环氧和导电环氧粘接材料。为确定普通粘接材料和焊接材料对封装内部气氛的影响结果和程度,可以合并进行对比试验。由于衬底组装时,基板背面需整面使用粘接或焊接材料,使用的粘接或焊接材料量最大,对封装内部的气氛贡献值也最大,对比效果最为明显,所以,首先选择了衬底粘接和衬底焊接这2个分组来进行RGA检测对比试验。
在样品选择和制作时,首先,试验样品衬底组装材料选择的是行业内普遍使用的常规粘接材料或焊接材料,其中衬底粘接采用的是5020-1-.005绝缘环氧膜,衬底焊接采用的是Pb62Sn36Ag2常规焊膏;其次,试验中为排除元件组装材料的影响,样品未进行元件组装;再次,气密性封装工艺选择的是平行缝焊,在封装前均进行了≥10 h的真空烘烤,封装后样品加压检漏合格;最后,样品按要求进行了指定的高温存贮等环境试验。
3.2对比检测数据
样品制作完成并经过高温存贮等环境试验后,委托权威结构进行了RGA检测,RGA检测数据见表1。
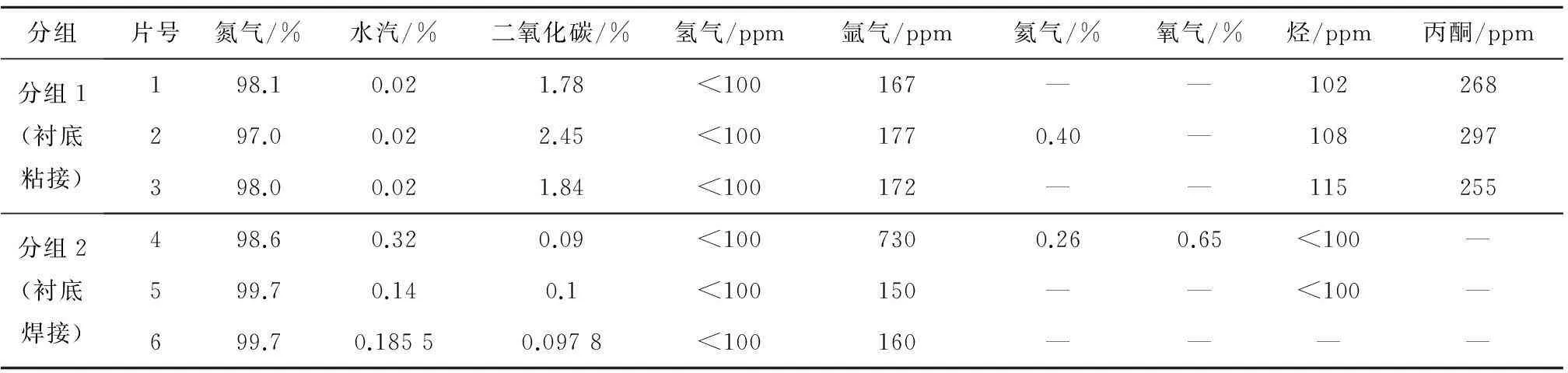
表1 衬底粘接和衬底焊接样品RGA检测数据
3.3对比结论及原因分析
根据表1的检测数据对比情况,得出结论如下:1)分组1粘接产品,虽然水汽含量较低且比较一致,能满足水汽控制要求,但是二氧化碳含量明显偏高(1%~3%),因此,不能满足其他内部气氛(如二氧化碳)的控制要求;2)分组2焊接产品封装后RGA检测水汽含量最低为0.14%(即1 400 ppm),最高为0.32%(即3 200 ppm),从数据上看,明显偏高,离散性也大。
对上述结果产生的原因进行分析认为:1)衬底粘接产品RGA检测二氧化碳值高的主要原因是,衬底粘接用的环氧膜内部的环氧成分缓慢持续释放出较多二氧化碳;2)衬底焊接产品RGA水汽检测值较高且离散性大的原因是,衬底焊接是采用焊膏在大气环境下进行高温焊接,焊接后焊接材料内部容易形成数量不等的空洞,而空洞内又含有来不及逸出的水分及其他少量外部气体,在后期的加工及环境暴露试验后,受高温等破坏作用,空洞破裂造成气体释出,因此,RGA水汽检测值偏高,同时,焊接空洞数目的多少不一又造成RGA水汽检测值离散。
3.4补充试验和结果
对于除衬底组装外的其他粘接或焊接材料(主要是元件组装材料)也进行了一些单项试验,试验数据和上述数据摸底对比后,得出的结论大致相同,只是材料因成分或数量不同而结果存在差异。
3.5验证试验最终结论
从上述结果可以看出,环氧粘接材料对内部水汽的贡献值较低,但是环氧粘接材料对二氧化碳值的贡献值较高,不能满足上述某航天专项工程用电子元器件对封装内部多种气氛控制的技术要求;而焊接材料对水汽的贡献值偏高,且离散性大,这是由焊接材料和工艺的特点所决定的,单靠焊接工艺自身的优化和改进难以奏效,也不能满足此项技术要求。因此,为满足该技术要求,应寻找正确的对策并采取相应的控制措施,提高封装内部水汽及其他多种气氛的控制水平。
4问题解决方法
4.1总体设想
根据上述要因确定的结论和试验验证的结果,初步确定解决内部多气氛控制问题的总体设想如下:应根据产品需求和实际情况,选择封装后对封装体内部释气少的粘接或焊接材料,并限定此类材料的使用量,同时,制定适当的工艺控制措施,来提高封装内部水汽及其他多种气氛的控制水平。
由于采用常规衬底粘接或衬底焊接工艺,内部气氛控制指标都已经不能满足高质量等级控制的指标要求,因此,元件组装使用的常规粘接或焊接材料会更加不利于内部多种气氛的控制。
为寻求解决该技术难题的途径,研究认为在衬底组装和元件组装工艺中,应尽可能采用不需使用助焊剂、空洞率低的共晶焊接材料替代粘接或锡焊材料,以减少粘接剂或焊膏使用量,提高内部气氛控制水平。
4.2共晶焊接对比试验
为验证该解决方法是否正确,制作了共晶焊接样品,并在完成例行环境试验后进行RGA检测用来验证。
4.2.1试验过程和结果
采用共晶焊接工艺制作了1组样品,主要是衬底采用共晶焊接,其他组装也全部采用共晶焊接替代,样品制作完成并经过高温存贮、寿命等环境试验后,进行了RGA检测,试验结果见表2。

表2 共晶焊接样品RGA试验结果
4.2.2结果分析
将表2的检测数据和前期试验数据进行对比后,认为衬底采用共晶焊接,其他组装也全部采用共晶焊接替代,RGA检测结果良好。
考虑到所有组装材料和工艺都采用共晶替代的话,工艺难度大为提升,工艺控制难,成品率低下,最后确定内部多种气氛控制的较佳方案为:衬底使用共晶焊接,其他尺寸较大、使用材料较多和容易共晶焊接的部分元件采用共晶焊接组装。
在部分高质量等级项目研制过程中,将上述内部多种气氛的控制方法和条件进行了实际应用,使这几个高质量等级项目的内部多种气氛RGA检测都顺利通过了权威机构的鉴定试验。
5结语
根据上述研究过程和结果认为,为满足高质量等级项目所要求的水汽≤3 000 ppm,其他气氛如二氧化碳、氧气等也应控制在≤2 000 ppm的要求,除在工艺、存贮和试验等过程中尽可能减少水汽或其他气氛的残留,如在平行缝焊机手套箱内封盖前,选择合适的烘烤条件,以保证材料内部不良气体充分释放外等,还应保证如下控制条件:1)衬底组装不能使用粘接材料或普通焊锡膏类焊料,衬底组装应采用共晶焊接;2)组装使用的其他粘接或焊接材料和工艺应最大限度使用共晶焊接替代。
参考文献
[1] Greenhouse H.电子封装的密封性[M].刘晓辉,等译.北京:电子工业出版社,2001.
[2] 张冬梅.影响QFN封装器件焊接质量的因素[J].新技术新工艺, 2015(5):141-144.
[3] 谈侃侃,等.混合微电路内部水汽含量控制技术[J].微电子学,2014,44(4),546-549.
责任编辑郑练
Research on Parallel Seam Welding Metal Packaging More Internal Atmosphere Control
LI Shousheng, XIA Junsheng, LI Bo, ZHANG Jing
(East China Institute of Photo-electron ICs, Bengbu 233042, China)
Abstract:With the rapid development of microelectronics technology, some standard or high reliable products’ requirements control of the internal water vapor electronic packaging hase improved, and the control is proposed for a variety of other atmosphere with the sealed harsh requirements, but due to the limitation of material and process, a variety of the sealed the atmosphere contains water vapor control has been the key and difficult point for highly reliable package. The internal atmosphere causes analysis and treatment measures, the analysis of the thick film hybrid integrated circuit is given with a variety of atmosphere control scheme, in order to meet the level H especially space highly reliable products for electronic packaging water vapor in atmosphere and a variety of other high control requirements.
Key words:residual gas analysis, vapor, metal package, seal
收稿日期:2015-10-09
作者简介:李寿胜(1974-),男,高级工程师,大学本科,主要从事厚膜混合集成电路封装工艺等方面的研究。
中图分类号:TN 452
文献标志码:A
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18 07:31:56
遥感信息(2020年1期)2020-04-13 06:38:58
经济技术协作信息(2018年15期)2019-01-23 07:05:26
经济技术协作信息(2018年20期)2019-01-19 02:56:40
沙漠与绿洲气象(2018年6期)2019-01-16 05:52:20
高原山地气象研究(2016年1期)2016-11-10 06:05:53
设备管理与维修(2016年6期)2016-03-16 02:22:09
广东海洋大学学报(2015年3期)2015-12-22 10:05:28
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:50
橡胶工业(2015年5期)2015-08-29 06:47:54
