
轧辊磨削振纹缺陷原因分析及对策
2016-04-22 07:49:53刘精华山东钢铁集团日照有限公司山东日照276800
山东工业技术 2016年1期
刘精华(山东钢铁集团日照有限公司,山东 日照 276800)
轧辊磨削振纹缺陷原因分析及对策
刘精华
(山东钢铁集团日照有限公司,山东日照276800)
摘 要:从磨床、工件和砂轮等方面分析了轧辊磨削振纹产生的原因,通过优化磨削工艺参数,改善了轧辊磨削表面质量,消除了磨削振纹缺陷。关键词:磨床;磨削;振纹;轧辊
0 引言
高表面质量的冷轧带钢的生产,在很大程度上依赖于高表面磨削质量的轧辊。某冷轧厂在轧辊磨削过程中,辊面频繁出现直条状振纹缺陷,轧制过程中该缺陷进一步传递到带钢表面,严重影响了产品表面质量。
1 磨削振纹产生原因
磨削振纹一般在轧辊低速旋转时,侧光观察明显可见,产生的原因是在磨削过程中,砂轮相对轧辊存在一定频率的振动。引起这种振动因素较多,磨床、工件、砂轮及磨削参数都与之密切相关,由于该厂磨削参数已经固化使用多年,因此主要从磨床、工件及砂轮几个方面进行原因查找。
2 磨床方面原因分析
2.1托瓦、托架
(1)托架固定螺栓必须紧固;(2)上(侧)托瓦必须修平,避免出现弧面与辊颈接触,造成轧辊旋转不稳;(3)下托瓦略带弧度,外侧高、内侧低,并保持外侧2/3处为轧辊接触中心位置;(4)将托瓦上的黑点刮除,黑点为接触高点,高温氧化所致;(5)检查托瓦与托瓦调节装置接触面是否良好(用红丹粉),将高点用砂纸磨平。
2.2砂轮主轴
(1)砂轮主轴径向和轴向跳动、主轴锥面同心度要求小于0.005mm;(2)检查砂轮主轴锥面有无高点、锈蚀,用金相砂纸磨平;(3)检查砂轮主轴皮带松紧,不宜过紧、过松。
2.3头架
(1)听诊头架轴承运行有无异响,并检查头架皮带松紧;(2)检查头架拨盘与拨爪接触情况,拨盘接触面最好包覆一定厚度的胶皮,确保传动的稳定。
2.4尾架
磨削过程中,尾架与轧辊接触要松紧合适,过松导致轧辊轴向窜动,过紧时轧辊旋转力不能释放,容易产生振动。
2.5导轨
(1)根据导轨研磨花纹状态检查导轨磨损情况;(2)水平仪检测导轨纵向水平和横向水平,要求小于±0.01mm;(3)检查导轨油的清洁性和液位:v轨导轨油液位控制在v面的2/3高度;平轨导轨油液位高出轨面约5mm,中间丝杠导润滑轨油液位控制在观察窗口一半左右。
2.6丝杠、丝母
(1)检查丝杠表面磨损情况;(2)检查丝杠水平,要求小于0.05mm;(3)来回开动砂轮刀架,测量丝杠震颤情况,要求颤动小于0.5mm;(4)检查丝母皮带松紧情况;(5)检查导轨油的清洁性,重点检查油中有无金属屑和进水。
3 工件方面原因分析
工件方面影响因素主要是轧辊辊颈的圆跳动公差,要求小于0.005mm,最大不超过0.01mm,跳动过大极易引起磨削振动。
4 砂轮方面原因分析
(1)检查砂轮材质及硬度有无变化,砂轮过硬容易引起磨削振动。
(2)检查砂轮的静平衡、动平衡特性。砂轮不平衡产生的离心力使砂轮产生振动, 振动的频率等于砂轮回转频率, 该振动直接作用在工件上, 产生等于砂轮转频的振纹。
(3)检查砂轮法兰盘。当砂轮法兰盘与砂轮主轴锥面接触不好时,磨削过程中会使砂轮发生不规则摆动,导致砂轮跳动。
5 优化磨削工艺改善磨削表面质量
通过对上述各因素的详细检查,发现该厂磨床丝杠中凹0.5mm,颤动严重,振幅达5mm;丝杠表面有明显磨损痕迹,导轨油中发现大量金属碎屑;砂轮架导轨局部磨损较明显,轨面花纹局部磨平,因此,判断振纹主要是丝杠和导轨磨损引起。由于丝杠更换及导轨刮研需要在磨床大中修期间才能处理,为保证轧辊磨削质量,对轧辊磨削参数进行了优化,基本消除了磨削振纹,满足了生产需要。
(1)降低粗、中、精磨各阶段磨削电流和拖板横移速度。
(2)增加几趟抛光程序,并在抛光前进行砂轮精修磨,修磨进给0.03mm,修磨8~10次。
(3)设置砂轮转速、轧辊转速在磨削过程中进行周期性变化,变化幅度设置为8~10%,变化周期约60S,使改变振动的规律性,效果明显。
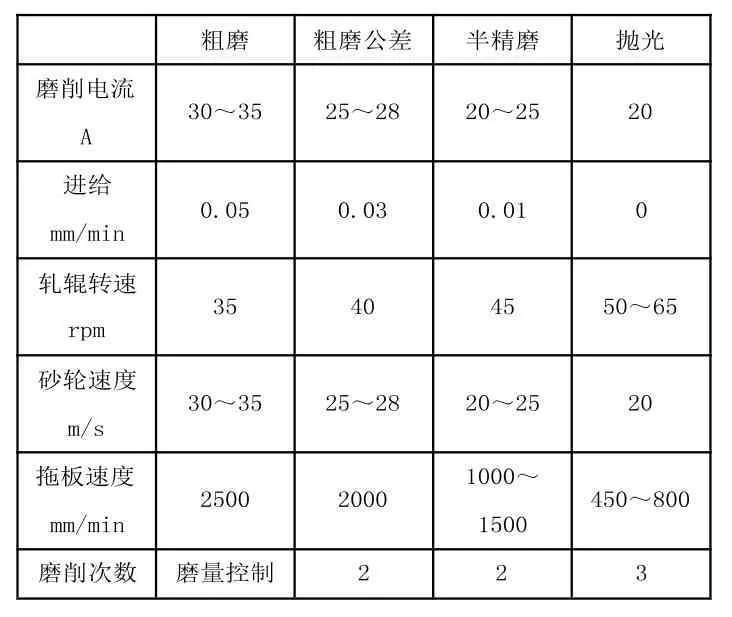
表1 优化后轧辊磨削参数
6 结语
轧辊的磨削质量,除依赖高精度磨床以外,还需要操作者有足够的技能水平,随着设备状况的改变,灵活调整、优化磨削参数,取得良好的表面加工质量,避免出现各种磨削缺陷。
参考文献:
[1]徐继根.优化磨削工艺防止轧辊表面振纹[J].轻合金加工技术,2013.
[2]杨云梅,杨绣.提高轧辊磨削质量的措施[J].精密制造与自动化,2006.
[3]李凤轶.精密轧辊磨床磨削缺陷分析及对策[J].有色设备,2001.
作者简介:刘精华(1981-), 男,湖南人,本科,工程师,主要从事:冷轧轧钢工艺技术。
DOI :10.16640/j.cnki.37-1222/t.2016.01.015
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
冶金设备(2020年2期)2020-12-28 00:15:34
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年10期)2019-10-26 02:47:36
中国钼业(2019年4期)2019-08-29 02:52:40
焊管(2019年3期)2019-04-22 05:39:48
制造技术与机床(2017年4期)2017-06-22 11:17:46
设备管理与维修(2016年6期)2016-03-16 02:21:47
上海金属(2014年1期)2014-12-18 06:52:03
制造技术与机床(2014年1期)2014-03-11 20:17:50
