基于模糊PID的矿渣粉磨入口温度控制
2016-04-21 13:16王立佳南京梅宝新型建材有限公司南京210039
山东工业技术 2016年3期
关键词:模糊控制
王立佳,李 勇(南京梅宝新型建材有限公司,南京 210039)
基于模糊PID的矿渣粉磨入口温度控制
王立佳,李勇
(南京梅宝新型建材有限公司,南京210039)
摘 要:辊磨是矿渣粉磨生产中的主要装置,包括细磨、传送、提升、选粉等一系列工序于一身,是一个多变量、耦合强的线性系统。物料粉碎的粗细直接影响生产的成本和品质。磨机入口温度的高低直接影响着磨内压差、生料的烘干,从而影响着成品的产量。因为磨机入口温度影响因素很多、滞后时间较长及容易超调等特点,用一般的控制方法不能满足工艺的要求,所以本课题采用模糊PID智能控制算法设计了温度控制模型,并在实际运用中,很好地解决了上述问题。
关键词:辊磨;模糊控制;PID;入口温度
1 绪论
立磨碾压是水泥生产过程的重要步骤,其粉磨的粗细程度和磨机的工作效率直接影响矿渣水泥生产的成本和品质。因此,提高粉磨的产品质量和磨机效率对提高企业经济,保证替换水泥部分后的建筑质量等,有重要的意义。目前,国内许多研究院正在努力对矿渣粉磨工艺进行提升和改造,研发出现在的新型立磨粉磨,使得我国矿渣粉磨生产效率大大的提高。但是,与国外先进的技术相比,国内立磨系统生产线的稳定性和经济效益都很差。根据不完全资料统计,国内的立磨生产效率大约只有国外总体水平的70%。因此,运用较好的方式提升立磨运行的稳定性,保证立磨生产的连续性,对提高产品生产效率,降低生产成本将带来十分重要的影响。
2 矿渣粉磨工艺流程
矿渣粉磨系统主要由原料站、传送机、热风炉、立磨、收粉器、选粉机和成品库等组成。物料站的矿渣经过取料机和皮带传送机进入中央缓冲物料仓,料仓下装有称量给料称,由传送机送入回转锁风阀,并进入磨盘中央,在离心力场的作用下,旋转磨盘上的矿渣被甩出,并形成一定料层厚度,进入磨辊区被碾压。碾碎后的物料再次被甩到磨盘周边的环型风环,快速上升的热气流将卷入选粉机进行分选,同时热风也将物料烘干。合格的细粉随气流进入袋式除尘收粉器进行收集。收集的粉尘就是成品了,在由空气传送斜槽、斗式提升机进入均化库去储存。没有选出的粗粉再次落在磨盘中央碾压。没有被热风吹起的物料,由磨机下面的顺流装置排到立磨外,经外循环的提升机进入除铁器除铁,除铁后的粗粉随新料一起进磨碾压。
3 矿渣粉磨温度系统控制策略
燃料在燃烧室煅烧过程中,燃烧效果很大程度上取决于热效率与燃料配比的关系。对此,在温度模糊PID控制的基础上,进一步提出空燃比模糊控制,最大限度的提高燃烧效率,以达到节能减排的目的。
空燃比控制的目标是实现燃料和助燃空气的最佳混合比例,既可保证燃料的充分燃烧,又不至于加入过多的空气,从而带走过多的热量,目标是尾气中的含氧量控制在一个很小的比例。实际控制中煤气的流量,经模糊PID计算出空气的流量。由于热风炉温度系统的惯性和滞后性,加上磨机生产参数的调整,对磨机入口温度有较高的控制要求。对通往磨机入口的热风进行温度检测,实际检测温度与设定值之间的差值作为温度模糊控制算法的输入,然后得出温度修正系数,再用煤气流量数学模型,算出理想的煤气流量值。
4 模糊控制器的空燃比设计
空气量与燃料量的比值即是空燃比,在燃烧室的通烟道装有烟气氧含量在线检测仪,来检测烟气中的氧气含量,由于烟气的氧气含量直接反映了空气与燃料燃烧的程度,烟气中的氧含量就越低说明燃烧越充分。烟气中氧含量与空燃比有必然的量化关系,可以通过烟气中含氧量来设值空燃比,以确保燃烧效率高。空燃比控制框图如图1。

图1 空燃比控制框图
由于热风炉系统动态特性和烟气氧含量的检测分析都有纯滞后,因此采用模糊控制器来调节氧含量调节器。其中,输入端为氧含量偏差值及偏差变化率,输出端为空燃比的值。
5 热风炉温度模糊控制
热风炉的温度智能控制系统结构如图2所示,整个系统采用双闭环控制,内环利用模糊PID空气量控制器控制燃料阀,进而控制燃料的流量。燃烧室出来的热风含氧量经氧气在线检测装置检测反馈给模糊PID空气量控制器。外环从燃烧室出来的热风经鼓风机吹入热风炉,热风炉热风的温度经温度变送装置反馈给模糊PID温度控制器,从而对热风的温度有较好的控制。
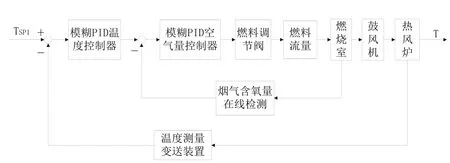
图2 热风炉温度智能控制系统结构原理图
5.1 模糊控制规则的确定
由经验我们知道,当燃烧室中氧含量与设定值偏差较大时,关键是调节燃料流量,减少偏差;当燃烧室内的氧含量偏差较小时,主要任务是防止产生超调量,提高稳定性。同理,当热风的温度与设定值的偏差较大时,经模糊PID温度控制器,与燃烧室里含氧量在线检测装置共同作用,很好的去控制燃料调节阀调整流量,从而达到比较理想的控制效果。当被控量E和EC越小,不确定量就越小,系统控制精度就越高。
5.2隶属度函数的确定
选择合适隶属度函数对系统控制性能有着直接影响,遗憾的是,现在还没有较好的的方法来解决如何去确定隶属度函数。现在工程上使用很多的是三角形隶属度函数,本控制器就用三角隶属度函数。
6 输出信息的解模糊化
在温度模糊PID系统中,由模糊逻辑推理后,输出的则是模糊集合,由49条模糊条件语句所得,是一个模糊量不好直接控制的控制设备,必须要用合适的办法将模糊量转化为精确量,才能很好地应用模糊推理的决策效果。清晰化的目标就是将模糊集合等效为一个精确量。在清晰化时我们运用重心法,得到控制量u的被控对象:

A ( ui)是论域u上集合A的ui个隶属度函数,ui是论域u的第i个元素。
7 仿真研究
将热风炉被控对象近似为一阶惯性环节:

依据前面所设定的参数,以热风炉温度控制为被控对象,采用优化的模糊PID控制策略进行MATLAB仿真。

图3 单位阶跃响应对比曲线
图3是热风炉温度控制在不同控制器作用下的响应曲线。从上图可以看出,模糊PID控制效果远远优于传统的纯PID控制,传统的纯PID控制有很大的超调量,调节所需时间也很长;模糊PID控制性能优于常规PID控制,响应快,一下到达设定值,还没有超调量,而且也有模糊PID的抑制干扰。
8 总结
本文以矿渣粉磨为研究对象,针对热风炉温度控制系统设计了模糊PID控制器,通过分析我们知道传统PID在设计中必须依靠系统本身的精确模型才可以整定出PID参数,可是只有模型改变,PID控制效果就会很差,必然导致系统不能工作稳定。仅凭操作者经验设定参数,况且这些参数不能动态变化,对控制器的控制产生很大影响。把模糊控制与PID相结合成模糊PID控制器已是控制领域里较为有价值的研究课题,能够取长补短,加强系统的鲁棒性和抗干扰能力,使系统具有响应速度快、稳态性好等优点。
参考文献 :
[1]于隽,王彩英.用于高炉矿渣粉磨的立磨工作原理及选型[J].粉煤灰,2008,23(04):46-48.
[2]孙自强.基于PCS7的加热炉燃烧控制策略及仿真研究[J].2012:50-51.
[3]李庆亮,张新成.模糊控制技术在立式磨系统制中的研究与应用[J].计算机工程与设计,2006,27(01):2961-2963.
[4]陶天全.水泥工业粉磨工艺及设备.武汉工业大学出版社,1992(07):102-104.
[5]屈毅.基于模糊PID控制的温室控制系统[J].计算机应用,2009,7(07).
DOI:10.16640/j.cnki.37-1222/t.2016.03.040
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
汽车实用技术(2022年3期)2022-02-23
成都信息工程大学学报(2021年6期)2021-02-12
电子制作(2019年16期)2019-09-27
神州·中旬刊(2017年1期)2017-06-28
汽车零部件(2015年5期)2015-01-03