
Optimisation of laser welding parameters for welding of P92 material using Taguchi based grey relational analysis
2016-04-18 10:14ShnmugrjnRishhSHRIVASTAVASthiyBuvnshekrn
Defence Technology 2016年4期
Shnmugrjn B.*,Rishh SHRIVASTAVA,Sthiy P.,Buvnshekrn G.
aWelding Research Institute,Bharat Heavy Electricals Ltd.,Tiruchirappalli 620014,Tamil Nadu,India
bGE India Technology Centre,Bangalore,India
cDepartment of Production Engineering,NIT,Tiruchirappalli,India
Optimisation of laser welding parameters for welding of P92 material using Taguchi based grey relational analysis
Shanmugarajan B.a,*,Rishabh SHRIVASTAVAb,Sathiya P.c,Buvanashekaran G.a
aWelding Research Institute,Bharat Heavy Electricals Ltd.,Tiruchirappalli 620014,Tamil Nadu,India
bGE India Technology Centre,Bangalore,India
cDepartment of Production Engineering,NIT,Tiruchirappalli,India
Creep strength enhanced ferritic (CSEF)steels are used in advanced power plant systems for high temperature applications.P92 (Cr-W-Mo-V)steel,classif i ed under CSEF steels,is a candidate material for piping,tubing,etc.,in ultra-super critical and advanced ultra-super critical boiler applications.In the present work,laser welding process has been optimised for P92 material by usingTaguchi based grey relational analysis (GRA). Bead on plate (BOP)trials were carried out using a 3.5 kW diffusion cooled slab CO2laser by varying laser power,welding speed and focal position.The optimum parameters have been derived by considering the responses such as depth of penetration,weld width and heat affected zone(HAZ)width.Analysis of variance (ANOVA)has been used to analyse the effect of different parameters on the responses.Based onANOVA,laser power of 3 kW,welding speed of 1 m/min and focal plane at-4 mm have evolved as optimised set of parameters.The responses of the optimised parameters obtained using the GRA have been verif i ed experimentally and found to closely correlate with the predicted value.
Laser;Welding;Optimisation;Taguchi;P92
1.Introduction
The global initiative towards “Go Green”has urged all the manufacturing industries to improve the eff i ciency to reduce the greenhouse gases.In the power sector,it has led to the development of supercritical,ultra super critical and advanced ultrasuper critical boiler technologies,which operate at higher temperatures and pressures compared to conventional sub critical boilers.These developments increase the eff i ciency of operation thereby reducing the polluting emissions and demand the use of materials that can withstand such operating conditions [1].Stainless steels,Cr-Mo steels like P22,23,etc.,have been traditionally used for such applications in components like super heater tubes,panels,etc.To further increase the life of the components without hampering the heat transfer eff i ciency,9-12%Cr steels have been developed,which have better oxidation resistance,high temperature properties,etc. [2].The most commonly used material in this category is the 9Cr-1Mo(P91)steel due to its high thermal conductivity and low coeff i cient of thermal expansion compared to the closely competing austenitic stainless steels.P91 has been in use for applications experiencing temperatures of the order of 600 °C [3].However,the presence of Mo leads to the formation of deleterious phases,which will affect the high temperature performance of the components made of P91 material [4].To reduce the chance of formation of deleterious phases and to further enhance the high temperature performance,P92 steels have been developed by reducing the Mo content to 0.5%and adding 2%W to compensate for the loss in strength due to reduced Mo content.The material is being considered for applications like headers,panels,coils,etc.,in super critical and ultra super critical power plants.P92 materials have oxidation resistance similar to the P91 as the oxidation resistance is inf l uenced by the Cr content and both P91 and P92 materials have similar Cr content.The componentsfabricated with P92 willinvolveextensive welding.Hence,weldability of the material will be an essentialrequirement.P92 is also usually supplied in normalised and tempered conditions and will have fully martensitic microstructure at room temperature and hence,during welding should have issues similar to P91.The weldability issues in the material will include hard and brittle microstructure in weld and HAZ,susceptibility to hydrogen induced cracking (HIC),formation of soft intercritical zone,etc.[5,6].P91/92 material can be welded by almost all fusion welding processes.Laser welding with the capability of carrying out the welding in open atmosphere with just an inert gas shield is gaining attention for welding of such materials.The use of laser welding can offer benef i ts like easy shielding of molten pool to avoid hydrogen induced cracking,reduced chances of formation of soft intercritical zone because of high cooling rates associated with the process,reduced chances of formation of deleterious phase,etc.[7,8].However,there is limited information available in the open literature on laser welding of P92 material.Hence,in the present work,laser welding process has been attempted on P92 plates in bead on plate (BOP)mode.
In any welding process,to achieve the desired properties,it is necessary to carry out the welding using optimised parameters.To obtain the optimised parameters,the scientif i c method is to use optimisation techniques.In the present work,Taguchi based grey relation analysis method has been used to optimise the parameters.Quite a good number of published literatures have proved the usability of optimisation techniques for both non-fusion and fusion welding including laser welding process of different materials.Ajith et al. [9]have used ANN to optimise friction welding of UNS S32205 duplex stainless steel and Magudeeswaran et al. [10]have optimised ATIG welding parameters using Taguchi followed by ANOVA and Pooled ANOVA to achieve the desired width to depth ratio to avoid hot cracking in the same material.Tamrin et al. [11]have optimised laser lap welding process using grey relational analysis for dissimilar welding of polymer to glass based ceramics to arrive at the optimum joint characteristics like joint strength,etc.and found that welding speed has the maximum inf l uence on the joint characteristics.Zhao et al.[12]optimised laser welding process for welding of thin gauge galvanised steel using response surface methodology (RSM)and they have found that welds made with optimised parameters had good bead geometry values.They could also f i nd out that with optimisation,the process eff i ciency could be enhanced and the average aspect ratio could be increased from 0.62 to 0.83.Reisgen et al.[13]have optimised CW CO2laser welding parameters like laser power,welding speed and focus position using RSM for welding of dissimilar thickness of Advanced High Strength Steels of DP 600 and TRIP steel to achieve good bead geometry parameters, mechanical properties and formability at a reduced cost of fabrication. Olabi et al.[14]have optimised laser welding parameters like laser power,welding speed and focal position using a combined approach withArtif i cial Neural Network (ANN)and Taguchi analysis to achieve optimal bead geometry values like the ratios of penetration to fusion zone width and penetration to HAZ width.They have arrived at an ANN model that will work for all the range of parameters experimented.Ruggiero et al. [15]have optimised CW CO2laser welding parameters using RSM for welding of dissimilar joint involving AISI 316 austenitic stainless steel and low carbon steel to arrive at optimum bead geometry values and welding cost.They have also found welding speed to be the most inf l uencing parameter and the welding cost was found to be greatly reduced based on their devised formula with the optimised parameters.E.M. Anawa and Olabi [16]have used Taguchi approach with ANOVA to arrive at the optimum set of laser welding parameters for achieving good mechanical properties tested by notched tensile specimen for a dissimilar combination of AISI 316 austenitic stainless steel to AISI 1008 low carbon steel. The mechanical properties of welded joints with optimum parameters were found to be better than the base material. They have found laser power to be the most inf l uencing factor in determining the strength of such dissimilar joints.The authors have also optimised the parameters for obtaining good fusion zone properties for the same combination of materials and they have found that with respect to the fusion zone properties,welding speed had the greatest inf l uence [17].The optimisation technique was found to be a very useful tool even for welding of nonmetals like plastics.Kumar et al. [18]have optimised the laser transmission welding parameters like current,standoff distance and clamping for welding of plastics.Pan et al. [19]used Taguchi method to optimise pulsed Nd:YAG laser welding parameters for welding of AZ31B Magnesium alloy to achieve the maximum tensile strength.The optimisation could yield a parametric combination that could increase the tensile strength by 2.5× compared to the original value as set for laser welding. Benyounis et al. [20]analysed the effect of laser power,welding speed and focal position of the laser beam with respect to the workpiece surface using RSM for CW CO2laser welding of medium carbon steel in butt joint conf i gurations. They have concluded that the proposed model could accurately predict the responses like depth of penetration,weld width and HAZ width within the parametric range that have been experimented.All the reported works not only prove the usefulness of the optimisation techniques for optimising the laser welding process for different materials but also prove to be a scientif i c way to reduce the number of experiments to arrive at a parameter to achieve the desired weld quality.
In the present work,laser welding parameters were optimised usingTaguchi analysis with GRA for welding of P92 material using diffusion cooled slab CO2laser.The welding trials were carried out using Taguchi L9 orthogonal array in bead on plate (BOP)mode by varying laser power,welding speed and focal position.The trials were carried out twice in a random manner to avoid sequential error.The welds were cut in the transverse direction to study the macrostructure and bead geometry characteristics like depth of penetration,top weld width and HAZ width,which were taken as responses.The average of the responses was taken for the analysis.Subsequently,ANOVA was performed and the optimum parameters were derived.The optimum parameters obtained through the analysis were verif i ed experimentally and the results were presented and discussed.

Table 1Chemistry of P92 base material in wt.%.
2.Experimental procedure
2.1.Laser welding experiments
Laser welding experiments were performed in BOP mode by varying parameters like laser power,welding speed and focal plane position using an L9 orthogonal array on P92 plate material of dimensions 200 × 150 × 8 mm without any preheating. The chemistry of the material is given in Table 1 and the details of the parameters used for the trials are given in Table 2.The welding trials were performed twice in a random manner to avoid the sequential error.The welding trials were carried out using 3.5 kW slab CO2laser using Argon as shielding and plasma purge gas at 30 lpm in trailing mode using a 300 mm focal mirror,which gives a focal spot size of 180 μm in the Gaussian mode.The laser has a depth of focus of+/-3 mm with the present focal arrangement.The welding power was varied in the range of 2.5-3.5 kW,welding speed 1-5 m/min and focal plane position in the range of 0 to-4 mm (inside the material).All welds were cut in the transverse direction,polished and etched using Villella’s reagent to study the macrostructures.Macrostructures were taken using a Leica Stereo microscope.Subsequently,bead geometry measurements like depth of penetration,bead width and HAZ width were taken using the measurement software available in the microscope and the values were used as responses for optimisation.
2.2.Optimisation of laser welding parameters
Since multiple output parameters have to be dealt with,GRA basedTaguchi method was used for the analysis.To optimise the parametersusingGRA,theexperimentaldatawerenormalisedby assigningthevaluesbetween0and1.Subsequently,greyrelation coeff i cient was calculated,which shows the interconnection betweenthedesiredandobtainedexperimentaldata.Furthermore,the problem was converted to a single objective function by calculatingthegreyrelationalgrade,whichistheaverageofgrey relation coeff i cient.The combination of parameters with highest valueofgreyrelationalgradewillbetheoptimalsolution.Incase of laser welding,the prime objective will be to increase thepenetrationattheminimalweldandHAZwidth,asitconveysthat all the incident energy is effectively utilised to penetrate the material.Thiswillbeevenmorecriticalinaheatsensitivematerial like P92,where the interface between the HAZ and base metal(BM)will be the weakest zone.

Table 2L9 Orthogonal array used for laser welding trials.
Hence,in grey relational generation,the normalised top bead width and HAZ width correspond to the smaller-the-better(SB)criterion that can be expressed by Eq. (1)

Penetration should follow the larger-the-better (LB)criterion,which can be expressed by Eq.(2)

where xi(k)is the value after the grey relational generation,min yi(k)is the smallest value of yi(k)for the kth response,and max yi(k)is the largest value of yi(k)for the kth response.Grey relational coeff i cient can be calculated by using the formula given in Eq. (3)

Suppose ideal sequence isxo( k )for a kth response,then its value will be the maximum value of that particular column which will always be 1 andΔoi=differenceof the absolute value xo(k)and xi(k),which means how much that particular value is deviating from ideal value,so the equation for calculating delta is given below
ψ is a distinguishing coef fi cient 0 ≤ Ψ ≤1,here ψ =0.25 for all quality characteristics
Δmin =the smallest value ofΔoi
Δmax =the largest value ofΔoi
After averaging the grey relational coeff i cients,the grey relational grade can be calculated as

where n is the number of process responses.The higher value of grey relational grade corresponds to intense relational degreebetween the reference sequence xo(k)and the given sequence xi(k).

Fig.1.Macrostructures of laser BOP welds.
Finally,analysis of variance (ANOVA)was performed to fi nd out the effect of each parameter on the desired weld bead characteristics and to arrive at an optimal set of parameters.
2.3.Con fi rmation experiments and weld characterisation
Based on the ANOVA,the optimum welding parameters were found.Since the optimum parameters obtained were out of the set of trials performed,the con fi rmation experiments were carried out by conducting BOP trials on P92 plate using the optimum parameters obtained from the analysis.The welds were characterised for macrostructure and bead geometry values as described before.The welds were subjected to post weld heat treatment (PWHT)at a temperature of 760 °C for 3 hours.After PWHT,the hardness survey was conducted across the weld to check the presence of any soft intercritical zone in the HAZ/BM boundary.Microhardness measurements were taken using an automatic microhardness tester with a load of 200 g and inter indent spacing of 150 μm.Furthermore,microstructuresoftheweldsweretaken using optical microscope at a magnif i cation of 200× and 500× to study the phases and to check for the presence of any undesirable phases.
3.Results and discussion
Macrostructures of the weld for all the parameters experimented are given in Fig.1 and the bead geometry responses are given in Table 3.

Table 3L9orthogonal array with values of responses.

Table 4Grey relational generation of each performance characteristics.
3.1.Optimisation of laser welding parameters
3.1.1.Evaluation of optimal process condition
In the evaluation process,initially,normalisation is used to convert the parameters with different units into a nondimensional value.This could be done using Eqs. (1)and (2). This has been performed considering “Larger the Better”for depth of penetration and “Smaller the Better”for both top weld width and HAZ width.Normalised values for top bead width,penetration and heat affected zone are given in Table 4.Table 5 shows the Δoivalues.
The value of grey relational coeff i cient is given in Table 6,which will be used for calculating grey relational grade.In case of laser welding,the maximum depth of penetration achievable in single pass in the most desirable output and the width of the weld bead and HAZ should be kept as minimal as possible. Accordingly,the weightage used for top bead width is 0.2;and for depth of penetration,0.6;and HAZ,0.2.Weightage has been allotted considering the importance of these responses especially,whilst welding heat sensitive P92 materials.With the assigned weightage,the grey relational coeff i cient was calculated and the values are given in Table 6.Table 7 shows the value of grey relational grade which will be used for calculating S/N ratio.
Table 8 shows the S/N ratio based on the larger the better criterion for overall grey relational grade and Fig.2 shows theS/N curve,which is the graphical representation to f i nd out the optimal sets of parameters.S/N ratio is the signal to noise ratio,so if the ratio is high,the desired effect is maximum with very minimal noise.From Fig.2,where A represents laser power,B represents welding speed and C represents focal plane position,it can be seen that the maximum value of S/N ratio is occurring at power 3 kW,speed 1 m/min and focal position of-4 mm.

Table 5Evaluation of Δoifor each of the responses.

Table 6Grey relational coeff i cient of each performance characteristics (βTBW=0.2,βpenetration=0.6,βHAZ=0.2).
From the response table (Table 9),it can be seen that the range for welding speed is maximum followed by power and focal position,which means welding speed has highest impact on responses.This is in line with the f i ndings observed by other researchers elsewhere [8,12]on other materials during CO2laser welding.Based on the analysis,the optimal set ofparameter will be power 3 kW,speed 1 m/min and focal position of-4 mm.The optimal set of parameter obtained using grey relational grade is not in L9 orthogonal array used for carrying out the trials and hence,conf i rmation test has to be carried out by performing laser welding with the optimal parameters obtained from the analysis.

Table 7Grey relational grade.
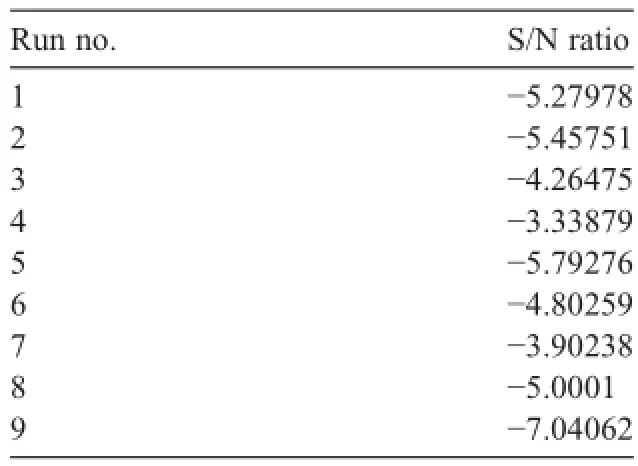
Table 8 S/N ratio.

Fig.2.S/N plot.
3.2.Analysis of variance (ANOVA)
ANOVA was performed to f i nd out the parameter that is most inf l uencing to the bead geometry values in the desirable manner.For analysing the effect of laser welding process parameters (power,welding speed,focal position)on total variation of response,the mean data of the overall grey relational grade were used.ANOVA results are shown in Table 10. As can be seen from the ANOVA table,all parameters have considerable F value,hence,all parameters are important. However,amongst the parameters,welding speed has the highest effect on the responses followed by laser power and then focal position.In any fusion welding process,the weld bead geometry values are highly dependent on the heat input and the heat input will be highly dependent on the welding speed rather than the power.Hence,in the present case also,the welding speed has the highest effect on the responses,which matches the f i ndings of other researchers for some other materials. However,the penetration capability of the laser will be directlyproportional to the power density,which depends on the given laser power and focal area.Since the laser is having near Gaussian beam quality with very high depth of focus,the focal spot size will not vary much with the focal plane variation.Hence,the variation in focal plane position has the least effect on the responses.Also,since focal spot size is almost constant,the power density is directly proportional to the laser power.Hence,laser power has turned out to be the second most inf l uencing parameter.

Table 9Response table for grey relational grade.

Table 10Analysis of variance.

Fig.3.Macrostructure of the weld.
3.3.Results of conf i rmation experiments
Conf i rmation welding experiment was carried out in BOP mode using the optimal set of parameter,i.e.laser power-3 kW,welding speed-1 m/min and focal plane position of -4 mm.The macrostructure of the weld carried out using the optimal parameters is given in Fig.3.The bead geometry values obtained with the optimal parameters are given in Table 11. Macrostructure of the weld is uniform with no defects like cracks,porosities,etc.Grey relational grade is calculated for these sets of parameter and the value is 0.7688,which is the maximum amongst all the other 9 parameters experimented. This conf i rms that for the given set of conditions,the optimisation of parameters arrived at is correct.From the bead geometry analysis,the depth of penetration in this case is maximum.It can also be seen that from the microstructure(Fig.3)that the penetration in this case is maximum.
The microstructures across different zones of the weld obtained with the optimised set of parameters across different zones are given in Fig.4.
The microstructure contains tempered lath like martensite structure with carbides decorating the boundaries and also thegrains in all the three regions.The microstructure is found to be uniform with the average grain size in the range of 25 μm in base material,18 μm in the weld and around 15 μm in the HAZ. The microstructure is also found to be free from deleterious phases like δ-ferrite.Power beam welding processes,even though with very high cooling rates,do not form δ-ferrite if welding is carried out with optimum parameters.Since δ-ferrite is stable over a very narrow range of temperature during solidif i cation [21],in power beam welding process like laser welding,the region would have been crossed rapidly,and hence,there is no suff i cient time available for δ-ferrite to form or to grow even if it forms.Hence,this further conf i rms that the parameters are optimum.The microhardness variation across weld taken at top and bottom of the weld is given in Fig.5.

Table 11Bead geometry values with optimised parameters.
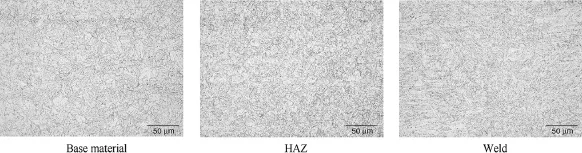
Fig.4.Microstructures across different zones of the weld.
Microhardness values were in the range of 270-320 HV0.2in welds and 240-265 HV0.2in HAZ against 220-240 HV0.2in the base metal.Hardness survey has indicated that weld and HAZ are stronger than the base material and have not shown any signif i cant softening in the HAZ-BM boundary,which indicates that with optimum parameters,in laser welding,formation of soft intercritical zone can be avoided.Laser welding due to its cooling rate could suppress the formation of this soft undesirable zone.It could be observed from Fig.5 that the hardness values in the welds are more in the bottom side compared to the top side even after 3 h of soaking at 7600C during post weld heat treatment.Usually,the bottom of the welds will be even narrow and hence,the cooling rates will be much higher in the bottom region compared to the top.This higher cooling rate results in elevated hardness in the bottom portion.This conf i rms two things.First,laser welding with narrow weld and HAZ will be a potential candidate for welding such materials and with optimisation of laser welding parameters,good mechanical and microstructural properties could be obtained. Second,the use of ″Smaller the Better″rule for both weld and HAZ width in such heat sensitive materials is proved to be right.

Fig.5.Microhardness variation across weld.
4.Conclusions
From the study and analyses,the following conclusions could be made:
1)Taguchi based optimisation of laser welding parameters for autogenous laser welding of P92 material has shown that for the given conditions,3 kW of laser power,1 m/ min welding speed and positioning the focal plane of the laser at 4 mm from the surface of the base material have evolved as the optimal parameters.
2)From ANOVA,amongst the parameters experimented,welding speed has the most signif i cant contribution with 74.39%followed by laser power with 14.63%and focal length with 10.97%
3)Microhardness survey across welds with optimised parameter did not indicate any softening in the HAZ/BM boundary and microstructural analysis did not reveal any deleterious phases,which conf i rms that the parameters obtained through optimisation are valid.
Acknowledgment
We sincerely thank the management of Bharat Heavy Electricals Ltd.,for funding this research programme.We extend our gratitude to Mr.R.Easwaran,General Manager,WRI&Labs,for guiding us throughout the research work.
[1]Viswanathan R,Purgert R,Goodstine S,Tanzosh J,Stanko G,Shingledecker JP,et al.U.S.program on materials technology for ultrasupercritical coal-f i red boilers.Advances in materials technology for fossil power plants.In:Proceedings of the 5th international conference. 2008;05226G:1-16.
[2]Viswanathan R,Purgert R,Rao U.Materials for ultra-supercritical coal-f i red power plant boilers.In:Proceedings of 2nd regional conference on energy technology towards a clean environment;2003.p.1-14.
[3]Hamada K,Tokuno K,Takeda T.Dispersion hardening effects of Nb-V precipitates in Mod.9Cr-1Mo steels.Nucl Eng Des 1993;139:277-81.
[4]Naoi H,Ohgami M,Hasegawa Y,Mimura H,Fujita T.Advanced heat resistant steel for power generation.London:The Institute of Materials;1999.p.259-69.
[5]Onoro J.Martensitic microstructure of 9-12%Cr steel weld metals.J Mat Proc Technol 2006;180:137-42.
[6]Francis JA,Mazur W,Bhadeshia HKDH.Type IV cracking in ferritic power plant steels.Mat Sci Technol 2006;22:1387-95.
[7]Lee WH,Shiue RK,Chen C.Mechanical properties of modif i ed 9Cr-1Mo steel welds with notches.Mat Sci Eng A 2003;A356:153-61.
[8]Shanmugarajan B,Padmanabham G,Kumar H,Albert SK,Bhaduri AK. Autogenous laser welding investigations on modif i ed 9Cr-1Mo (P91)steel.Sci Technol Weld Joining 2011;16:528-34.
[9]Ajith PM,Barik BK,Sathiya P,Aravindan S.Multiobjective optimization of friction welding of UNSS32205 duplex stainless steel.Def Technol 2015;11:157-65.
[10]Magudeeswaran G,Nair SR,Sundar L,Harikannan N.Optimisation of process parameters of the activated tungsten inert gas welding for aspect ratio of UNS S32205 duplex stainless steel welds.Def Technol 2014;10: 251.
[11]Tamrin KF,Nukuman Y,Sheikh NA,Harizam MZ.Determination of optimum parameters using grey relational analysis for multi-performance characteristics in CO2laser joining of dissimilar materials.Opt Lasers Eng 2014;57:40-7.
[12]Zhao Y,Zhang Y,Hu W,Lai X.Optimization of laser welding thin-gage galvanized steel via response surface methodology.Opt Lasers Eng 2012;50:1267-73.
[13]Reisgen U,Schleser M,Markov O,Ahmed E.Optimization of laser welding of DP/TRIP steel sheets using statistical approach.Opt Laser Technol 2012;44:255-62.
[14]Olabi AG,Casalino G,Benyounis KY,Hashmi MSJ.An ANN and Taguchi algorithms integrated approach to the optimization of CO2laser welding.Adv Eng Softw 2006;37:643-8.
[15]RuggieroA,Tricarico L,Olabi AG,Benyounis KY.Weld-bead prof i le and costs optimization of the CO2dissimilar laser welding process of low carbon steel and austenitic steel AISI316.Opt Laser Technol 2011;43: 82-90.
[16]Anawa EM,Olabi AG.Optimization of tensile strength of ferritic/ austenitic laser-welded components.Opt Lasers Eng 2008;46:571-7.
[17]Anawa EM,Olabi AG.UsingTaguchi method to optimize welding pool of dissimilar laser-welded components.Opt Laser Technol 2008;40:379-88.
[18]Kumar N,Ramesh R,Pal PK.Multi-objective optimization in through laser transmission welding of thermoplastics using grey-based Taguchi method.Proc Mat Sci 2014;5:2178-87.
[19]Pan LK,Wang CC,Hsiao YC,Ho KC.Optimization of Nd:YAG laser welding onto magnesium alloy via Taguchi analysis.Opt Laser Technol 2004;37:33-42.
[20]Benyounis KY,Olabi AG,Hashmi MSJ.Effect of laser welding parameters on the heat input and weld-bead prof i le.J Mat Proc Technol 2005;164-165:978-85.
[21]Jeyaganesh B,Raju S,Rai AK,Mohandas E,Vijayalakshmi M,Rao BS,et al.Differential scanning calorimetry of diffusional and martensitic phase transformations in some 9 wt-%Cr low carbon ferritic steels.Mat Sci Technol 2011;27:500-12.
Received 3 March 2016;revised 10 April 2016;accepted 11 April 2016 Available online 22 April 2016
Peer review under responsibility of China Ordnance Society.
*Corresponding author.Tel.:+91-94890 56100.
E-mail address:bsrajan@bheltry.co.in (Shanmugarajan B.).
http://dx.doi.org/10.1016/j.dt.2016.04.001
2214-9147/© 2016 China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.
© 2016 China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.

- Defence Technology的其它文章
- Low temperature friction stir welding of P91 steel
- Fully digital intensity modulated LIDAR
- Cu-Co-O nano-catalysts as a burn rate modif i er for composite solidpropellants
- Numerical simulation and experimental validation of arc welding ofDMR-249A steel
- Grain ref i nement of bronze alloy by equal-channel angular pressing(ECAP)and its effect on corrosion behaviour
- Experimental and numerical investigation on under-water friction stir welding of armour grade AA2519-T87 aluminium alloy