
挤出吹塑成型采用塑料材料的配方技术
2016-04-13 03:14吴春笋肖志林
塑料包装 2016年3期
吴春笋 肖志林
(苏州同大机械有限公司)
挤出吹塑成型采用塑料材料的配方技术
吴春笋 肖志林
(苏州同大机械有限公司)
介绍了挤出吹塑成型中应用比较广泛的塑料配方技术、填充改性技术和共混改性技术。
典型配方 填充改性 共混改性
1.典型配方技术
1.1 典型配方技术
1.25 ~100升容器
(1)配方设计:

表1 25-100升聚乙烯塑料桶配方
从以上配方可知,每一组配方中都加有高压聚乙烯(LDPE),其原因是单一采用HDPE时,其吹塑制品的强度、硬度虽然得到保证,但是缺乏一定的韧性。中大型塑料桶的跌落试验中,塑料桶应具有一定的韧性才能保障标准高度下跌落不破裂,因此配入适当的LDPE对提高HDPE塑料桶的综合性能是必要的。
(2)化学危险品中空塑料包装桶配方设计:
如:试制容器25L的包装桶,桶的质量为1800g。用于盛装浓度为68.2%的浓硝酸。单纯的HDPE容器耐浓硝酸性能是不足的,但是加入适当的高聚物改性剂之后,可使HDPE耐浓硝酸的性能明显提高。即采用EVA和低分子改性剂LC改性HDPE制浓硝酸包装容器,试验配方如表2。
表2 浓硝酸包装用HDPE容器试验配方组成
配方中HDPE为HHM5205,熔体流动速率MFI=0.35g/10min;EVA牌号560,熔体流动速率MFI=3.5g/10min,密度=0.93,VA含量14%;低分子改性剂LC,中国产,工业级。
上述三种配方制得包装桶检测结果见表3。
表3 HDPE及其改性配方制得的25L桶用于包装浓硝酸的检测结果
以上三种配方,经按普通包装检验全部合格。但是,用于盛装浓硝酸,配方1一个月后就破裂了,因此不宜盛装浓硝酸;配方2六个月后跌落试验桶体破裂了,不合格,虽然其它试验合格,若用来盛装浓硝酸有危险性,建议不宜采用;配方3从表3可以看出,用于盛装浓硝酸半年后所有试验都合格。由此得出,在HDPE中配入EVA和低分子改性剂LC,之后,改性HDPE抗浓硝酸的性能明显改善,可以用于制造浓硝酸(68.4%)的包装桶。
(3)一种户外塑料座椅的塑料配方表4。

表4 一种户外塑料座椅的塑料配方表
100-220升容器
由于普通的高密度聚乙烯树脂相对分子质量不高,如HHM5502牌号的树脂是相对分子质量约为15万左右、典型的吹塑成型级乙烯和乙烯共聚物,虽然它的力学性能、刚性及表面硬度均较好,但耐环境应力开裂能力和抗冲击强度都比较差、熔体强度不高、挤出型坯过程中下垂现象严重。如果采用该牌号树脂制造200L,净重10.5kg全塑料大桶按国家标准作跌落试验,则出现破裂现象。可见相对分子质量较低的树脂基本上是不适合于生产100~200L以上的大型塑料桶的。
采用相对分子质量大于25万的HMWHDPE树脂吹塑成型200L以上的大型桶在进行与上述相同试验条件作跌落试验时,通常不会发生破裂现象,同时桶体壁厚的均匀性也得以明显改善,大型桶的耐环境应力开裂能力也成倍地得以提高。因此设计100~220升大型中空塑料桶配方时一定要将相对分子质量大于25万作为首先考虑的指标,其次是树脂的密度,实践证明,当树脂的密度处在0.945~0.955g/cm3的范围内时高相对分子质量高密度聚乙烯树脂制品的刚性和耐应力开裂性能是比较均衡的。工业生产中,当对制品的抗冲击性能和耐应力开裂性能要求苛刻时(如汽油箱等),往往选用密度为0.945g/cm3的树脂为原料,再其次是加工性能相对容易性等。现在,许多国家都针对大型塑料桶设计生产专用原料,它的相对分子质量、熔体流动速率及相对密度都适合制作大型中空塑料桶。改进性能,它们已经完全能达到大型中空塑料桶的使用性能。
表5 大型中空塑料桶树常用脂牌号及厂家
从实践经验中得出:在大型中空吹塑塑料桶的原材料中不要盲目添加矿物性母粒来降低成本或提高硬度,否则对产品的质量影响相当大,特别是对于液体状危险品的包装桶而言,产品质量将很难得到完全的保障,在这方面的配方改性技术还有待于进一步的研究与开发。
2.填充改性
2.1 填充改性技术
填充改性是塑料物理改性方法之一,所谓填充改性是指在塑料成型加工过程中加入无机或有机填料,从而可以使塑料制品的性能得到改善或使塑料制品的原料成本降低来达到增量的目的。
2.2 填充剂的选择条件
由于填充剂种类繁多特性各异,制品所要求的特性也不同,因此以一种填充剂无法来满足所有制品的要求,在一般情况下,填充剂应具备以下条件:
1)价格低、来源丰富、质量稳定;
2)分散性好,填充量大、相对密度低;
3)不降低树脂的加工性能及制品的物理化学性能,最好具有广泛的改性效果;
4)本身的耐水性、耐油性、耐化学腐蚀性优良、不被水和溶剂抽出;
5)不影响其它助剂的分散性,不与其它助剂发生有害的化学反应;
6)纯度高,不含有对树脂有害的杂质;
7)对增塑剂吸收量小,无曲折白化现象。
2.3 使用填充剂的目的
1)增大容积,降低成本;
2)改进混炼胶性能,如调节可塑度、黏性、防止收缩、提高表面性能等;
3)改进硫化胶性能,如增加拉伸强度、抗撕裂强度和磨耗性,调节硬度、弹性率,改进耐热性、耐油性、耐候性等;
4)提高电性能、导热性、耐水、耐溶剂性;
5)赋予阻燃性;
6)抑制树脂硬化时的发热、防止龟裂;
7)赋予隐蔽性、粘结性、粘合性;
8)发挥其它作用,如减少硬橡胶硫化时的发热收缩,调节胶乳、胶浆的稠度等。
2.4 PP的填充改性
在PP的填充改性中,常采用滑石粉或二氧化硅作为改性剂,滑石粉的掺混量可达30%~40%。加入滑石粉后,PP的刚性、表面硬度以及耐热性均有提高。表6列举加入15%滑石粉的改性PP与未改性PP物理力学性能的比较。
表6 含15%滑石粉的改性PP与未改性PP物理力学性能比较
滑石粉改性PP的刚性及耐热性有较大幅度的提高,且具有良好的卫生性能,可通过热成型的方法,制造微波炉加热用食品包装容器,也可以用于吹塑中空容器。当采用含40%滑石粉的改性PP吹塑中空容器时,成型周期可以缩短20%以上。
经过填充改性的PP不仅刚性、硬度、耐热性均得到不同程度的改善,同时填充改性还能使PP的流动性能改善,这样的改性在生产应用中通常以直接挤出吹塑成型的方法来实现。比较具有代表性的例子是在PP中加入滑石粉或者二氧化硅填充改性,然后用于直接挤出吹塑容器。表7为含40%滑石粉填充改性的PP吹塑制品与未改性PP的吹塑制品的性能比较。
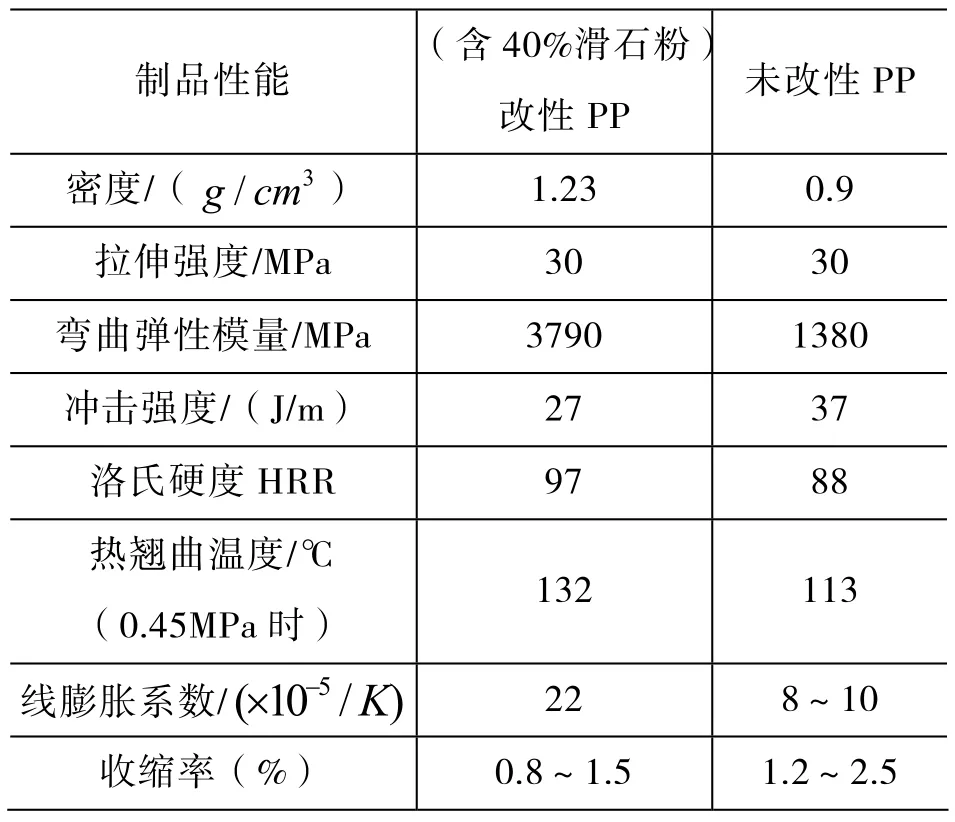
表7 含40%滑石粉填充改性的PP吹塑制品与未改性PP的吹塑制品的性能比较
含40%滑石粉填充改性的PP吹塑制品的容器,其刚性、耐热性、硬度等明显改善,而且在生产过程中成型周期缩短,可提高生产效率20%以上,但容器的冲击性能有所下降,并且失去透明性。
3.共混改性
3.1 共混改性技术
共混改性是将两种或两种以上的高分子物质加以混合与混炼,使其性能发生变化,形成一种新的表观均匀的聚合物体系,这种混合过程称为聚合物的共混改性。
3.2 共混改性的目的与方法
1)共混改性的目的:
(1)均衡各聚合物组分的性能,以改善材料的综合性能;
(2)一种聚合物(少量)作为另一种聚合物的改性剂,以获得显著的改性效果;
(3)改善聚合物的加工性能;
(4)制备具有特殊性能的聚合物材料;
(5)提高性能和价格比;
(6)回收利用废弃聚合物材料。
2)共混改性方法:
(1)机械共混法:依靠分子链之间的物理作用实现共混的方法,将多种聚合物组分在混合设备如高速混合机、双辊混炼机、挤出机中均匀混合。这种共混法由于经济原因和工艺操作方便的优势,成为共混法使用中最普遍及常用的方法,也是中空成型塑料改性常用方法。
(2)共熔剂法(溶液共混法):将各聚合物组分溶解于共同的溶剂中,在除去溶剂后即得到聚合物共混物。
(3)共聚—共混法,是一种制备聚合物共混物的化学方法。
3.3 中空吹塑成型塑料常用的共混改性
聚乙烯的共混改性可以改善PE材料的一些缺点。表8中列举了聚乙烯共混改性所要达到的目的以及所用的共混组分。
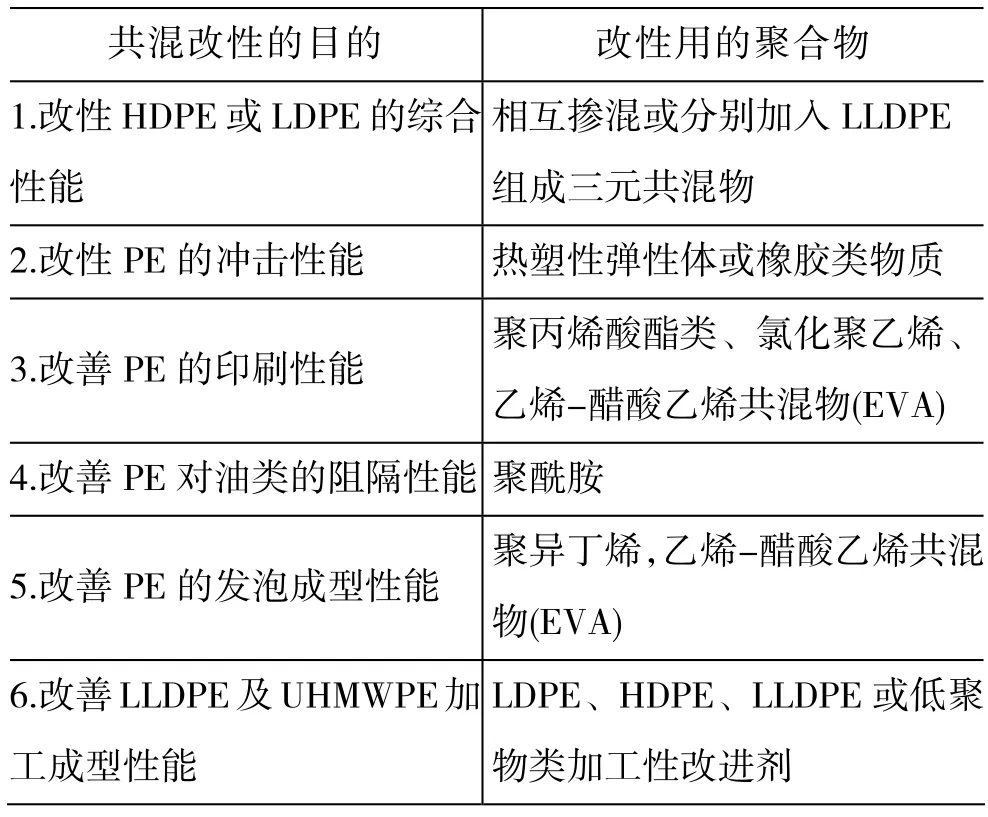
表8 聚乙烯共混改性概况
(1)HDPE和LDPE的共混
LDPE较柔软,但因强度及气密性较差不适宜制取各种中空容器等制品,另一方面HDPE硬度较大,缺乏柔韧性不宜制取软制品。将两种密度的聚乙烯共混可以制得软硬适中的聚乙烯材料,从而适应广泛的用途。表6及表7给出两种不同密度的聚乙烯共混后的性能与组成的关系。
由表9可知,两种密度不同的聚乙烯按各种比例共混后可以得到一系列有中间性能的共混物。这些聚乙烯的性能,如密度、结晶度、硬度、软化点等的变化很有规律,符合根据原料共混比所计算的线性加和值。然而,断裂伸长率及拉伸强度的变化稍显特殊,当在 HDPE 中掺入的比例少于60:40时,断裂伸长率基本不变,如比例为50:50时,此时拉伸强度却出现一极大值。
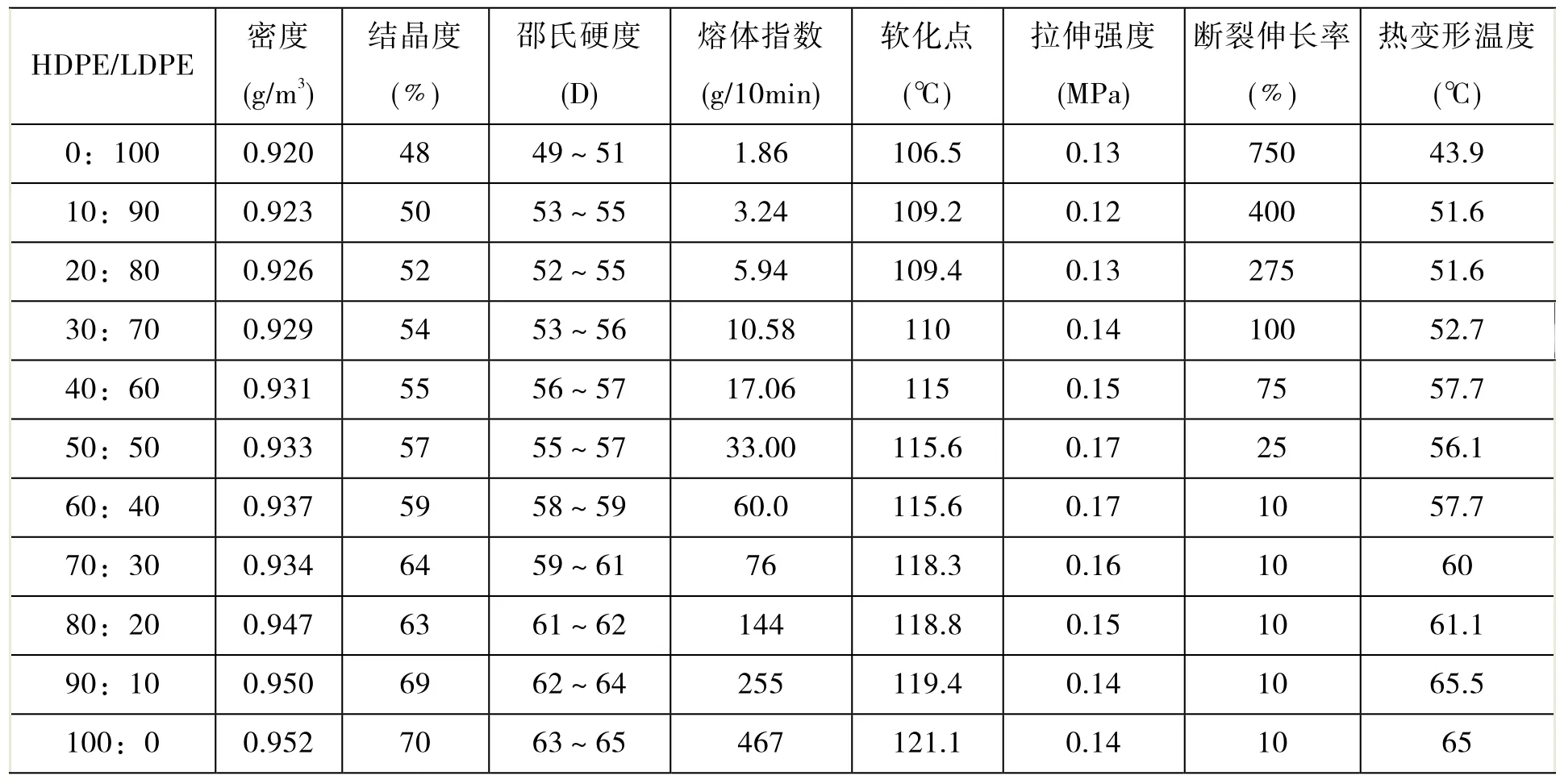
表9 HDPE与LDPE共混的物理性能
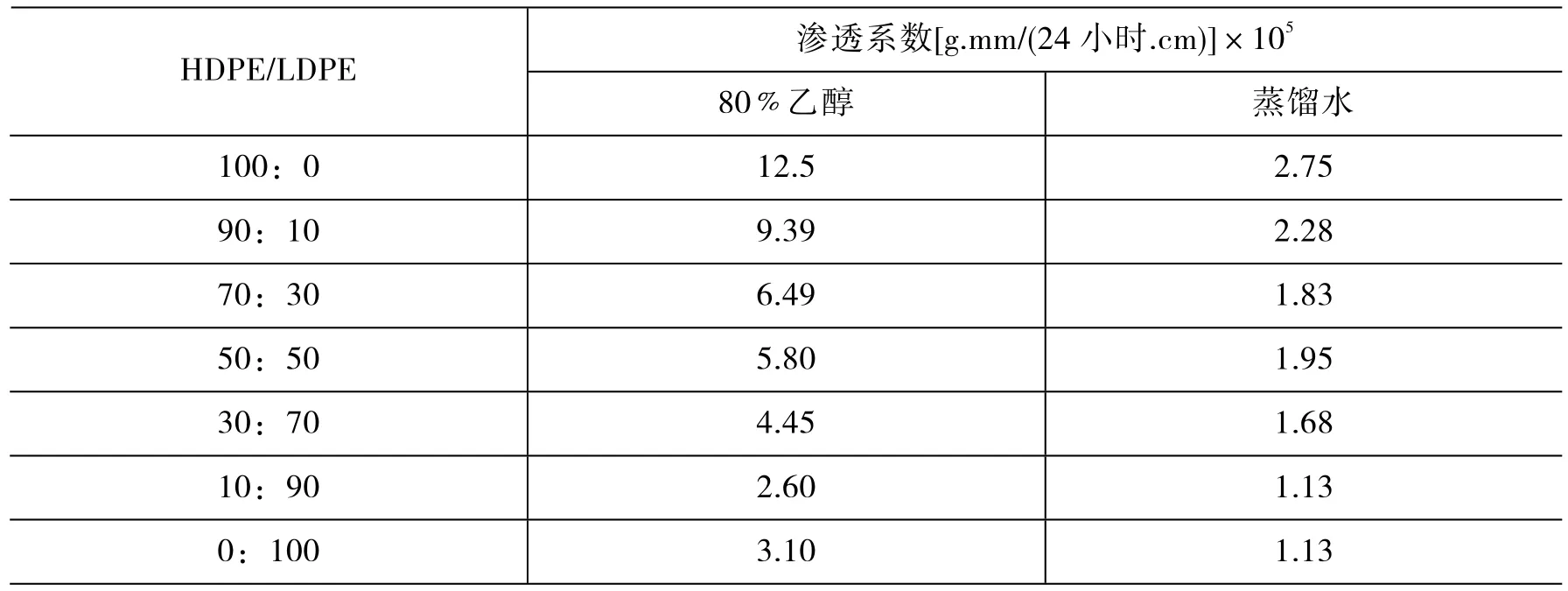
表10 HDPE与LDPE共混物的药品渗透性
由表10可知,LDPE中掺入HDPE增加了密度,降低了药品的渗透性,也降低了透气性。此外,上述共混聚乙烯的刚性较好,而刚性对于生产中空容器等是必须具备的性质。由于刚性和强度的提高,那么中空成型的产品力学强度等也相应得到提高。
(2)PE与乙烯-醋酸乙烯(EVA)共混物的共混
PE与乙烯-醋酸乙烯(EVA)的共混物具有优良的柔韧性、加工性,较好的透气性和印刷性,因而受到广泛的重视。EVA是乙烯和醋酸乙烯(VAc)的无规共聚物。EVA中醋酸乙烯含量低时,有一定结晶度。用于共混的EVA,要求结晶度低,所以应用VAc含量40%~70%的EVA。
此外,当EVA中VAc含量在10%~20%范围为塑性材料,而VAc含量超过30%是弹性材料。
EVA常常与其它聚合物共混,作为后者的改性剂,这是由于EVA具有良好的挠曲性、韧性、耐应力开裂性和粘结性能。
PE和EVA共混物的性能可在宽广的范围内变化,这是由于所用EVA中VAc的含量、EVA的分子量、EVA的掺混量,共混物制备以及加工成型条件等很多因素都影响其性能。
(3)PP与PE的共混
PP与PE的共混通常采用机械共混法共混,操作简便,共混物组成比易变化,因此共混物性能容易调节。PP与PE共混物的拉伸强度一般随PE的含量增加而下降。PP与PE共混,韧性有所改善,例如掺入10%~40%高密度聚乙烯(HDPE)的聚丙烯共混物,在-20℃时落球冲击强度比PP提高八倍以上,且加工流动性增加,因而适合于大型容器的注射成型。此外,工业中还常常采用适当的高分子化合物,通过共混改性提高 PP 的低温冲击性能。其中最佳的改性剂是乙丙橡胶和丁基橡胶等,其次是SBS和EVA以及LDPE。下面列出三组聚丙烯与LDPE及其它物质共混改性的具有实用价值的比较典型配方。
表11中己二酸为成核剂,有增加结晶数量、减小球晶尺寸的作用。加入LDPE和己二酸可以提高聚丙烯的缺口冲击强度和低温(-5℃)冲击强度,还有助于提高物料的透明性。
Formulation technology of extrusion blow molding plastic materials
Chunsun Wu Zhilin Xiao
( Suzhou Tongda machinery Co.,LTD)
Are widely used in extrusion blow molding of plastic formula technology and blending modification,filling modification technology.
Typical formula filling modification blending modification
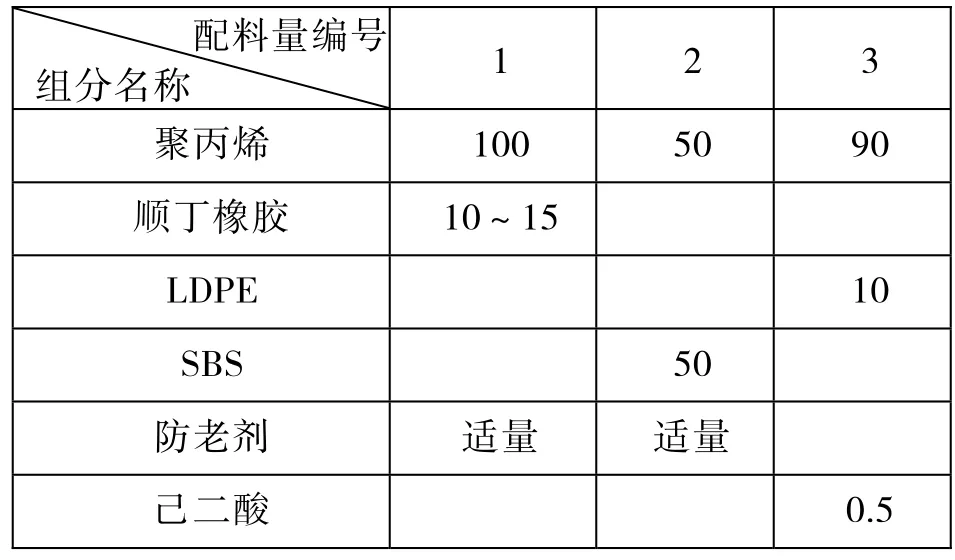
表11 聚丙烯共混改性配方三例
猜你喜欢
石河子科技(2020年4期)2020-08-04
环球人物(2020年12期)2020-06-21
塑料包装(2019年1期)2019-03-22
装备制造技术(2017年2期)2017-06-07
化工管理(2017年5期)2017-04-11
花卉(2016年9期)2016-09-22
中成药(2016年8期)2016-05-17
造纸化学品(2015年4期)2015-11-04
塑料包装(2015年1期)2015-09-26
伴侣(2015年10期)2015-09-10
