
内壁不规则筒型构件的无损检测
2016-04-13 02:00张艳花
山西电子技术 2016年1期
关键词:无损检测
高 瑜,张艳花,杨 录
(中北大学 信息与通信工程学院,山西 太原 030051)
内壁不规则筒型构件的无损检测
高瑜,张艳花,杨录
(中北大学 信息与通信工程学院,山西 太原 030051)
摘要:内壁不规则的筒型构件由于在其内壁上存在台阶和棱角,所以对其进行无损检测时会产生棱角波和台阶波等干扰。这些干扰信号夹杂在缺陷信号中很难区分,容易出现漏检和误判。因此设计一套专门检测该类构件的无损检测系统十分重要。通过对构件结构以及缺陷特点的分析,提出用超声爬坡与多探头组合的方法,并结合损耗补偿算法来提取缺陷信号。从而达到了对构件缺陷的有效识别,极大地减少了漏检率跟误判率。采用多通道数字超声系统能够提高检测的效率,较好地实现了对不规则构件的无损检测。
关键词:无损检测;超声爬坡;筒型构件;损耗补偿
当今社会无损检测已经应用于各个领域,对改进生产工艺,提高产品质量都有很重要的作用。不规则的筒型构件经常是炮弹、轴承等的制作材料,这些产品的材料中如果存在气孔、夹杂、裂缝等缺陷的话,有可能产生严重的质量事故。所以对其进行无损检测具有很重要的意义。
1构件的结构与缺陷特点
构件的结构如图1所示,此类构件由圆弧型薄壁管和小直径实棒组成,外径为30 mm。圆弧型管的内壁呈六边形,因此在内壁存在棱角,当探头扫查时棱角会反射超声波,产生干扰信号。我们把与轴线平行的径向缺陷称为纵向缺陷,与轴线垂直的径向缺陷称为横向缺陷[1]。
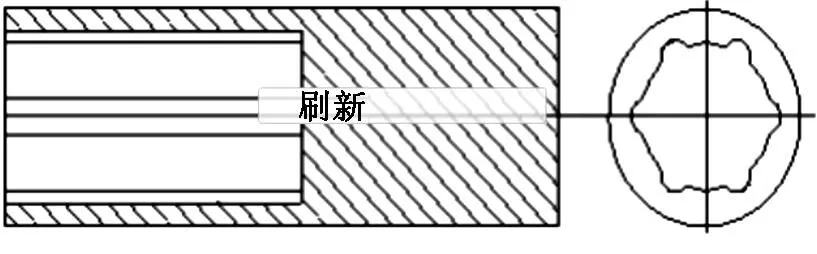
图1 构件结构示意图
本次被检构件缺陷的类型主要有:分布于管壁内部与外部的横向缺陷跟纵向缺陷,以及分布于实棒部分的孔型缺陷。缺陷分布如图2所示。

图2 构件缺陷分布
2检测原理
根据声学原理,当超声波从传播速度小的介质入射到传播速度大的介质时,入射角增大折射角也增大。当入射角α=arcsin(C1l/C2l)时,纵波在声速大的介质中的纵波折射角等于90°,这时的入射角α称为第一临界角。此时折射纵波将沿界面传播,把沿材料表面下一定距离处的折射纵波和表面横波之间的峰值波称为爬波[2]。C1l为入射纵波在波速较小介质中纵波的声速,Cl2为入射纵波在波速较大介质中折射纵波的声速。
爬波的声速和波长较大因此在表面的散射较弱,具有对表面的粗糙不敏感的特性。另外,爬波衰减较快,因此只对表面附近的缺陷敏感,适合检测薄壁构件。调整纵波的入射角可以改变爬波在材料内部主能量的方向,可以使反射回波具有更好的检测灵敏度[3-5]。所以选择爬波原理来对构件进行检测。
在超声检测中,回波信号的能量强弱与超声波的入射方向和缺陷位置有关,所以针对不同的缺陷类型,我们设置不同的探头来进行检测。由于工件的曲率大,为了减少表面散射,实验中采用水浸聚焦探头进行检测。探头的设置如图3所示。
轴向探头采用2.5 MHz的点聚焦探头,该探头用来检测管壁内和实心棒表面以及内部的横向缺陷;垂直探头采用5 MHz的点聚焦探头,该探头用来检测实心棒内部的缺陷;轴向探头用2.5 MHz的线聚焦探头,用来检测管壁内部和实心棒表面及内部的纵向缺陷。
3软硬件部分
系统的软件部分是由VC编写的上位机程序,硬件部分包括:PLC控制系统、8通道超声数据采集系统、数字超声处理系统、探头、检测平台。每个工件有三个通道负责检测,每个通道都由放大电路、检波电路、门选电路、峰值保持电路组成,可以对回波信号进行处理。每个通道的工作框图如图4所示,整体系统框图如图5所示。

图4 单通道工作框图
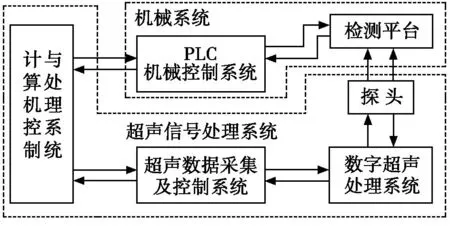
图5 检测系统框图
4算法简介
对于夹杂棱角波与台阶波的缺陷信号,我们先对其进行10点滑动平均处理,由于缺陷对超声波的反射比棱角的反射强,所以缺陷回波的能量比棱角波的能量要高很多。而台阶波的能量当靠近台阶时增加,远离台阶时减小,经过滑动平均处理可以极大地提高信噪比。但在滑动平均处理时有能量的损耗,所以要对信号进行损耗补偿,并进行归一化处理,这样就可以很好地去除棱角波。损耗补偿系数随回波信号能量变化反应出回波信号中是否包含缺陷信号,最后通过阈值判伤可以识别缺陷信号。
恢复的缺陷信号:X[n]=Y[n]×x[n],x[n]为需处理的信号。
对于台阶波,其回波能量在接近台阶时增加,远离台阶时减小。
5实验结果
由于管壁的纵向缺陷会夹杂棱角波,横向缺陷会夹杂台阶波,所以我们对工件进行人工刻伤时取3种类型的伤,分别在管壁内壁刻横向跟纵向的伤,在实心部分刻一个孔。横伤与纵伤的大小为:长10mm,宽0.2mm,深0.2mm。孔的直径为0.8mm,长5mm。实际的检测结果如图6,图7,图8所示。

图6 有台阶波的横向缺陷
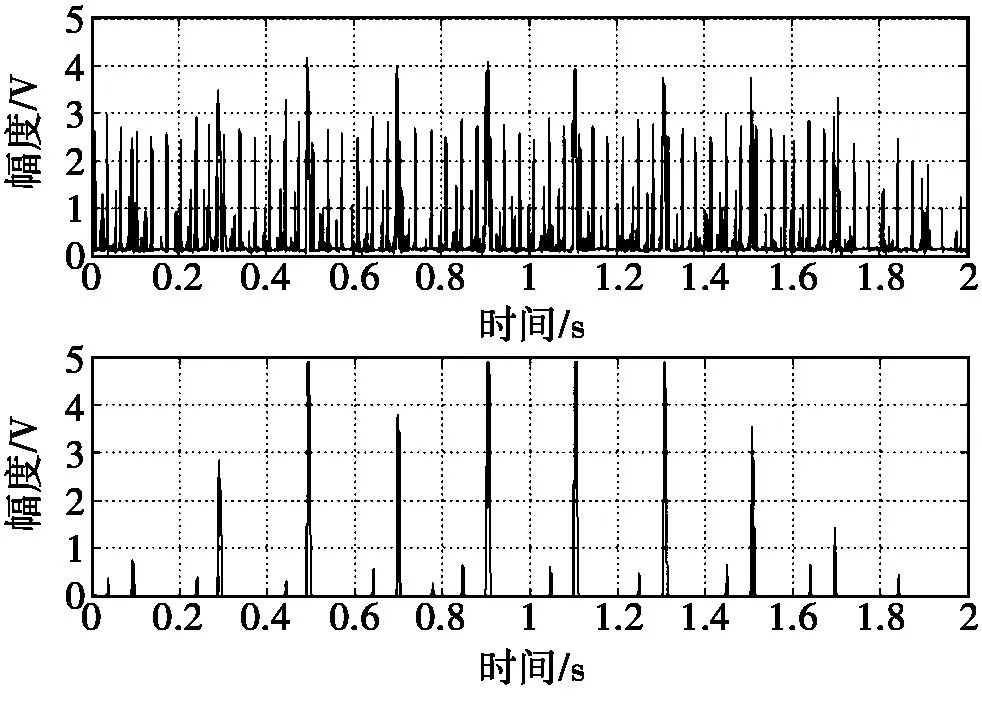
图7 有棱角波的纵向缺陷

图8 孔型缺陷
6结论
1) 由图可以看出,滑动平均与损耗补偿算法有效地滤去了台阶波与棱角波的干扰,提取出缺陷信号,很好地实现了对构件的无损检测。
2) 由于探头的步进速度为8mm/s,工件的旋转速度为300r/min,所以当探头靠近缺陷处与远离缺陷处时,信号波形会呈现出周期性递增与递减特性。而实际的信号波形与此正好吻合。说明检测效果良好。
3) 通过对多件有伤的工件进行检测,发现漏检率为0,误判率也为0,完全可以满足在线生产的需要。
参考文献
[1]全国锅炉压力容器无损检测人员资格考核委员会.超声波探伤[M].北京:中国锅炉压力容器安全杂志社,1995:173-188.
[2]李家伟,陈积懋.无损检测手册[M].北京:机械工业出版社,2004:155-221.
[3]江山,霍立兴.表面及进表面裂纹的爬波无损检测[J].无损检测,2005,29(3):7-11.
[4]廉德良,魏天阳.薄壁管材探伤用爬波探头的设计及应用[J].无损检测,2004,26(7):352-354.
[5]廉德良,魏天阳.超声爬波探头声场指向特性实验研究[J].无损检测,2005,29(7):479-481.
Nondestructive Testing for the Cylinder Component with Irregular Lining
Gao Yu, Zhang Yanhua, Yang Lu
(SchoolofInformationandCommunicationEngineering,NorthUniversityofChina,TaiyuanShanxi030051,China)
Abstract:In the irregular inner wall of cylinder type structure, there are steps and edges, so the nondestructive testing for it will be interfered by angular wave and steps wave. The interference signal is difficult to be distinguished among the detect signals, so the missed detecting and judging may easily occur. Therefore, it is very important to design a set of non destructive testing system to detect this kind of component. Based on the analysis on the component structure and the characteristics of defect, a new method is proposed, which is combined with the ultrasonic climbing and multi probe, and the defect signal is extracted with the loss compensation algorithm so as to achieve the effective recognition of component defects. It greatly improves the detection rate and false alarm rate. Multi channel digital ultrasonic system can improve the efficiency of detection, and it can realize the nondestructive testing for irregular components.
Key words:nondestructive testing; ultrasonic climbing; tube type; loss compensation
中图分类号:TM933
文献标识码:A
文章编号:1674- 4578(2016)01- 0038- 02
作者简介:高瑜(1989- ),男,山西吕梁人,硕士,研究方向:无损检测。
收稿日期:2015-11-19
猜你喜欢
现代商贸工业(2016年26期)2016-12-26
科学与财富(2016年15期)2016-11-24
电脑知识与技术(2016年25期)2016-11-16
科学与财富(2016年28期)2016-10-14
科技视界(2016年14期)2016-06-08
科技视界(2016年4期)2016-02-22
科技视界(2015年25期)2015-09-01
科技视界(2015年25期)2015-09-01
