
锥体焊接工艺改进研究
2016-04-11 05:48:20高献娟黄青松阚田田李根深宋雨桐沈阳黎明航空发动机集团有限责任公司辽宁沈阳110862
中国新技术新产品 2016年2期
高献娟 黄青松 阚田田 李根深 宋雨桐(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110862)
锥体焊接工艺改进研究
高献娟黄青松阚田田李根深宋雨桐
(沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110862)
摘要:本文针对某锥体工作后发现内/外支板安装座转接R处裂纹问题的原因进行分析,并对焊接工艺进行了优化,采用焊接组合工装方案,改善了内锥体支板安装座焊接变形和焊接应力,解决了该产品焊接变形大,在校形中再产生应力问题,实现锥体支板安装座裂纹减少的目的,为提高该产品提供了保障。
关键词:锥体;安装座;变形;裂纹
某锥体为锥体壳体和多个安装座组成的焊接结构,在制造过程中存在严重的焊接变形。虽然经过校形后可以装配使用,但由于存在焊接变形应力,工作后发现锥体内/外支板安装座转接R处裂纹超标率达90%,严重影响零件使用寿命和可靠性。因此,针对这一问题,我们进行了焊接工艺改进研究。
1 零件材料
锥体壳体和支板安装座材料均为GH3536,是主要用铬和钼固溶强化的一种含铁量较高的镍基高温合金,具有良好的抗氧化和耐腐蚀性能,在900℃以下有中等的持久和蠕变强度,冷、热加工成形性和焊接性能良好。化学成分见表1。
2 裂纹原因分析及解决方案
(1)焊接工艺分析,内锥体在一定圆周范围焊缝数量较多,焊后产生焊接的残余应力过大,同时由于校正焊接变形也带来2次冷作硬化产生的应力所致。(2)由于锥体内(外)支板安装座位置误差较大,装配整流支板时存在干涉应力问题,工作过程中振动导致受力部位裂纹。
通过以上技术分析,要解决问题,需要从以下几方面入手:(1)通过控制内外支板安装座焊接变形,减少变形后的锤击校正,避免2次材料冷作硬化及校正应力;(2)提高锥体自身结构精度,也就是保证支板安装座焊接后的位置度,避免在组件扩散器装配焊接过程中产生干涉,焊接后存在较大装配应力;(3)优化焊接后热处理出去焊接应力工艺,加强热处理去应力效果。针对零件具体情况分析,原锥体壁9个支板安装座底孔采用钻孔冲切工艺,支板安装座焊接采用按底孔对接定位焊,再完成氩弧焊。分析产生焊接残余应力原因,原冲压方法加工的安装座底孔尺寸公差带较宽,当支板安装座与其对接焊时存在一定的间隙误差,焊接后由于沿周向分布9个支板安装座,每个安装座之间由于焊接收缩变形严重,之后需要校正变形部位,满足组合装配要求,在校正的过程中还会产生2次变形引起的冷作硬化应力,同时支板安装座自身结构也会被拉应力作用而趋向于开口变形。当锥体壁与支板组合焊接时,由于内(外)支板安装座在主体上的周向分布位置精度不高,会导致在下一级组件进行大组合时,9块支板穿过支板安装座孔时产生装配应力,是导致裂纹的原因。
3 工艺优化
为了减小焊接变形,从工艺角度可以从以下几个方面考虑。选择合理的装焊程序:(1)选择合理的焊接顺序(尽可能考虑焊缝能自由收缩,大构件应从中间向四周进行;先焊接收缩量大的焊缝;采取对称焊接;采用不同的焊接顺序);(2)预变形法(反变形法);(3)预热和焊接缓冷;(4)增加焊接部位散热速度;(5)通过配以夹具强制控制焊接变形等。对于锥体结构焊件,我们最直接控制焊接变形手段,就是采用组合焊接夹具法,利用整体胀形刚性限制零件焊接部位收缩变形,从而减少变形残余应力。
4 焊接试验
依据锥体焊接结构和技术要求,设计制造组合焊接夹具为整体胀紧式,利用零件型面定位,9个支板安装座焊接形成焊缝处,与零件焊接处接触的胀块上表面覆盖铜皮,胀块加工有通氩气保护槽,在胀块内侧通氩气,从而使零件在胀紧状态下焊接时,焊缝背面通氩气保护,有效控制焊接变形,确保焊接质量。经过试验件焊接后,观察零件已无明显变形,满足下一级组件装配。
5 结果
锥体由内(外)各9个支板安装座组成,焊接面积大,焊接后安装座变形严重,结构尺寸超出设计规定的尺寸范围,在组件焊接时,影响配合间隙,易产生较大焊接变形和应力。为消除组件装配问题,需要严格控制锥体的制造质量。采用增加焊接夹具工艺,控制焊接变形,避免焊接后人工冷校正带来的不利因素。锥体9个支板安装座的位置精度的准确性直接影响组件组合装配后存在的焊接变形和应力水平,因此控制9支板安装座在锥体上位置精度要求十分重要。采用组合焊接夹具完成锥体内(外)支板安装座组合焊接,零件焊接质量大大提高,减少工人校正零件变形工时和减少工作中裂纹问题,将实现降低零件制造成本和制造周期的效果。

表1 GH536化学成分(%)

图1 支板安装座氩弧焊接变形情况
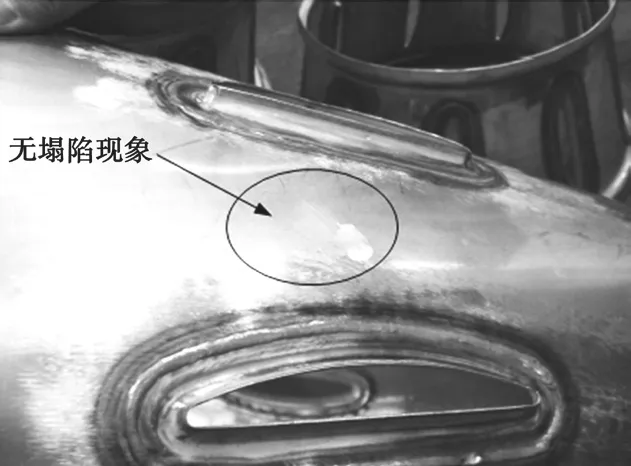
图2 采用夹具组合焊接结果
结论
(1)通过以上对内锥体支板安装座焊接变形分析、组合焊接工装制造,经过优化后的工艺制造锥体,达到了减小内锥体焊接支板安装座变形和降低焊接残余应水平,保证了内锥体自身结构精度,在下一级组件中装配9件整流支板时减少了装配干涉应力,减少了工作后支板安装座裂纹。(2)通过锥体焊接工艺改进,提高了产品制造质量和使用寿命。
参考文献
[1]颜明皋.中国航空材料手册第2卷[M].北京:国标准出版社,2002.
中图分类号:TG456
文献标识码:A
猜你喜欢
中华诗词(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
物理实验(2019年4期)2019-05-07 03:36:38
小学生作文(中高年级适用)(2018年5期)2018-06-11 01:22:56
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29 12:00:57
中学生数理化·七年级数学人教版(2017年11期)2017-04-23 07:18:00
数学大王·中高年级(2016年12期)2016-12-26 21:37:36
系统工程与电子技术(2016年2期)2016-04-16 05:16:51
建筑材料学报(2014年3期)2014-03-11 17:08:02
中国中医药现代远程教育(2014年23期)2014-03-01 04:33:37
