
一种基于焊点计数器防止焊点漏焊的方法
2016-03-31 03:50陈梁李剑
企业技术开发·下旬刊 2016年3期
关键词:方法
陈梁++李剑

摘 要:文章基于一种焊点计数器的应用,以人工操作焊接的焊点漏焊为研究对象,致力于研究和提出一种通过焊点计数器的计数功能联动焊机和拼台逻辑开关的控制,以此来防止人工焊接过程中存在焊点漏焊的现象。
关键词:焊点计数器;漏焊;方法;
中图分类号:TG441.7 文献标识码:A 文章编号:1006-8937(2016)09-0011-02
在现代汽车制造业中,电阻点焊越来越体现其重要的价值,同时企业为了降低成本,减少设备故障率而没有采取全自动化机器设备,但采用大量的人工焊接,由于人工点焊操作过程中发生质量问题的随机性很大,因此在过程中无法有效识别和控制焊点漏焊的现象变得尤为突出。目前一般的解决办法是增加大量的质检程序和人员来对白车身总成上的焊点进行自检和互检,但这并非对症下药。为彻底的改变这现状,在此将对如何防止焊接过程中焊点漏焊这个问题作出可行性研究,摸索出一种利用焊点计数器的计数功能,报警功能,以及生产线的开关联动功能结合在一起的方法,能通过目视计数器、报警等方式来告知焊接过程中的实际焊点数量,能有效地杜绝焊点漏焊现象的发生,最终达到缺陷不逃逸出工位的目标。
1 焊点计数器
由于焊机内部本来就有一个关于焊点脉冲计数的功能模块,需要连接编程器才能看到具体的数值。其实,焊点计数器就充当了显示的功能,它与电阻点焊焊机里的这个模块直接相连,提供了焊点计数直接的目视效果,后续通过编程,确定逻辑关系后就能实现报警功能。
焊点计数器的硬件主要由电源、信号采集、中央处理单元、显示、执行与网络拓扑结构等六个部分组成。信号采集部分采用光电藕合来分离电压,保护中央处理单元;中央处理单元采取功耗低、高可靠性的单片机;在显示部分采用工业控制中常用的LED数码管做显示元件,性能可靠。
焊点计数器主要由数据采集模块、中央处理单元(CPU)与执行部分组成。数据采集模块由电流传感器与数据采集电路组成。在点焊操作过程中,焊机电缆会产生很大的电流,通过电流传感器检测这种电流的产生,来判断点焊的操作。通过信号采集电路将传感器的信号转化为数字信号,并传送给中央处理单元。点焊操作只有在焊机开关处于打开的状态下才能进行,通过对焊机的开关串联一个常闭开关,通过执行元件将单片机的信号进行放大,驱动常闭开关,使其断开,并且驱动蜂鸣器发声,实现系统的停机、报警功能。该系统所用的单片机具有串行通信的功能,利用这一功能,可以方便地实现多机组网,为车间生产质量的控制与管理提供便利条件[1]。
根据这些功能,可以开发一个基于焊点计数器组成的焊点防漏焊系统,以此来防止由于手工操作造成的漏焊或多焊问题,提高焊接质量和管理,从而达到缺陷不逃逸出工位的目标。2 基于焊点计数防漏焊系统的实际应用方法
随着电阻点焊越来越广泛地用于汽车制造,与之相呼应的焊点计数防漏焊系统也越来越多的被配套应用起来。
2.1 焊点计数器的组网
通过对焊点计数器的组网,更能发挥其自动检测的功用。
首先将拼台夹具的开关按钮与焊点计数器的串口并联起来,通过计数器设定的程序来控制这个开关的动作,但拼台的完成按钮起到了完成功能以及计数清零信息输入的双重效果。因为与焊点计数器串联的是焊钳,当焊机处于常开并且焊钳能正常工作时,焊接时产生的脉冲信息被采集并转换为数字信号,焊点计数器开始计数,当完成焊接内容时,员工需要打开拼台按钮,让工装夹具打开,这时,按钮开关的这个信号被输入到焊点计数器上,计数程序马上自动识别实际焊点数与设定焊点计数值是否一致,当一致时,则计数程序让串联的拼台开关信号保持畅通,开关动作是有效的并让计数器清零重新开始计数;若不符合设定的计数值,计数程序将自动判断,并屏蔽开关信号,使开关动作失效,而且计数器一直显示当前数值,不能被清零,并引发报警器报警。即开始焊接后出现漏焊或者焊点超出范围,按下拼台完成按钮后,但夹具是无法打开的,报警器会发出报警,输送线不能正常走线。
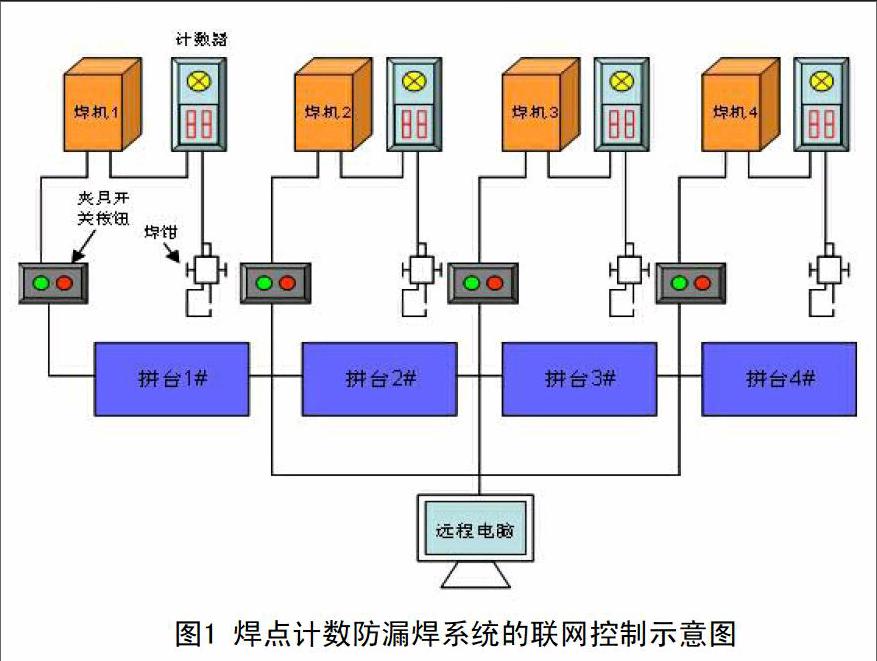
焊点计数防漏焊系统的联网控制示意图,如图1所示。
每个焊机与焊点计数器、焊钳、拼台都是以一个独立的分支并行到主线上的,但这既是串联的又是并联的。假设拼台1#上的员工没有按标准完成作业,按下拼台完成按钮,想让拼台夹具打开走线,但出现了漏焊的现象,那么这时报警将响起,夹具开关无法正常打开。这时需要班组长或工程师到现场确认问题后,通过编程器进行复位,焊点漏焊的让员工补焊后完成程序;超过焊点数的直接让计数清零,并使计数程序重新开始计数。
此外,该系统还可以连接远程计算机,加入分析软件,对收集的数据进行整理和分析,找出问题高频工位,从而对其进行改善,已达到最终全面的防漏、防错。
2.2 核心算法
在使用时,需要将传感器与常闭开关安装于焊机,并且将其集成于一个接口,方便系统的安装,将系统的接口与其联接后即可正常工作。
员工操作焊钳焊接时,会触发脉冲信号。通过对脉冲信号的采集,单片机通过计数功能自动判断其操作的状态。如果实际焊点(计数器上的计数)与设定值不相符,即实际焊接焊点数小于或大于计数器的设定值,当按下完成按钮时,那么系统将自动判断是否报警或暂停工作。
若假设该工位焊接的焊点为n个,计数焊点为u个,按照实际焊点数,以下n分为三个档次,即第一档为0
以此类推,第二档的有效区间为n≤u≤n+2;第三档的有效区间n≤u≤n+4。当报警信号发出后,程序将暂停,指示灯不断闪烁提醒操作者,并使得焊钳无动作,且与之关联的拼台夹具开关按钮将失效,无法打开,从而输送链不能正常的走线。
另一种情况是,焊接时间不符合设定值。将操作的时间可设置为一个焊接周期,即实际走线时间,若员工操作焊钳焊接时间大于一个焊接周期内未完成,那么系统则会停机并报错,这样能促使操作员工在标准时间内完成工作。如图2所示。
2.3 人性化的程序设计将提高工作效率
这个系统在于要求操作者在规定的时间内完成规定的焊点数量,以此来规范操作的标准化操作,从而整体提高车间质量管理水平。
但在实际焊接中,由于各种因素,发生质量问题的随机性很大,因此在过程中控制这些质量问题是很困难的。例如,当员工因为某种原因导致焊点间距不均匀,间距较大的地方需要再增加一个焊点,那么如果按照原来设定的计数值来说,这个多焊的焊点必将引起报警器的报警,并使得拼台夹具不能正常打开,生产线因此停线。因此若设定得过于硬套,将不利于实际焊接操作,或导致设备过高的停线率,最终影响生产节拍,从而影响这个班次的停线率以及生产台量,反而增加了不必要的成本。
但在设计计数程序时就考虑了以上问题的话,将会把这些影响尽量减少到最低的程度。根据每个工位具体的焊接焊点数量,程序设定这几个区间的意义就在于,加入了人性化设计,即考虑焊点多焊问题。根据现场的实际操作经验,也为了不影响生产节拍,设定程序时即允许焊接操作者多焊焊点,但不能超出一定的范围,以免浪费能源。加之操作者在非必要的情况下是不愿意每台都多焊接焊点的,因为这将会增加其操作时间以及劳动强度,相当于增加工作量,降低了工作效率。
因此程序的设计也应当以人为本,根据实际焊点数量,相应地增加焊点计数的设定值,这种“能多不能少”的方法在一定程度上能减少停线率,进而提高工作效率。
2.4 其他方面的应用
此种计数系统不仅适用于点焊,也可以适用于其他设备,但需要通过更改系统的传感器等设备的改进才能实现,例如用于检测螺柱焊焊接数量,以及用于零件安装的计数数量。因此,基于这个以焊点计数器的计数功能的系统的方法和原理,还可以设计多功能模块化,并结合其他设备自身的软硬件,进而得到更为广泛的应用,以此来提高自身的防错能力,进而提高汽车制造行业的总体水平。
3 结 语
基于焊点计数器计数功能的应用,利用该方法可研究并集成一个放漏焊的系统,提能通过目视计数器计数,自动判断焊点数量是否符合标准,并报警的方式,能有效地杜绝焊点漏焊现象的发生,从而降低人工检查和返修成本,提高了焊接标准化程度,以及工作效率,可在不同区域进行推广,促进整个汽车制造业的前进和发展。
参考文献:
[1] 胡鑫,金涛,蔡交华.应用于焊接工业中的焊点计数系统[J].汽车制造业,2008,(13).
[2] 成海晖,王善臣,杨伟国.单片机定时计数器T2在电阻焊上的应用[J].微计算机信息,2008,(24).
[3] 顾友良.焊接冲压制造过程中的防错防漏技术[J].汽车与配件,2011,(37).
猜你喜欢
中老年保健(2021年9期)2021-08-24
河北画报(2021年2期)2021-05-25
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
儿童绘本(2020年5期)2020-04-07
儿童故事画报(2019年5期)2019-05-26
意林原创版(2016年10期)2016-11-25
Coco薇(2016年2期)2016-03-22
Coco薇(2015年1期)2015-08-13
小雪花·成长指南(2015年7期)2015-08-11
小雪花·成长指南(2015年4期)2015-05-19
