负压式条装烟缺包检测装置的应用
2016-03-25 07:39丁力
科学与财富 2016年7期
丁力
摘 要:卷烟设备包装机G.D机组的新型负压缺包检测装置是针对原机上的电容式条装烟检测装置无法适应新型包装材料变化的问题,设计安装一种基于负压原理和压力变化来检测缺包的G.D包装机用缺包检测装置,实现新型包装材料的条装烟在线自动检测,满足了国内卷烟企业的生产需求。
关键词:条装烟;缺包;负压原理;新型在线自动检测
一、引言
目前,国内卷烟企业使用的主流包装机是意大利生产的GDX1/X2/500/2000型包装机,在这种包装机上使用的条装烟缺包检测装置由5个电容式接近开关作为检测探头。近年来,随着技术的不断进步,香烟的包装材料也发生了巨大的变化,使电容式接近开关本身固有的检测缺陷暴露了出来,直接导致了这种检测方式无法满足新型包装材料的检测要求。
国标GB 5606.6-2005《卷烟 包装、卷制技术要求及贮运》中,规定“箱、条、盒装错装、少装”定性为A类缺陷,A类缺陷在国标中定义是对消费者有影响的或严重影响使用的缺陷项。如果市场上某卷烟企业产品出现A类缺陷现象的话,那么对该卷烟企业的影响是巨大的!
因此,急需开发一种能适应各种材料检测需求,同时又不改变该卷烟包装机已有结构的新型缺包检测装置。
二、解决方案
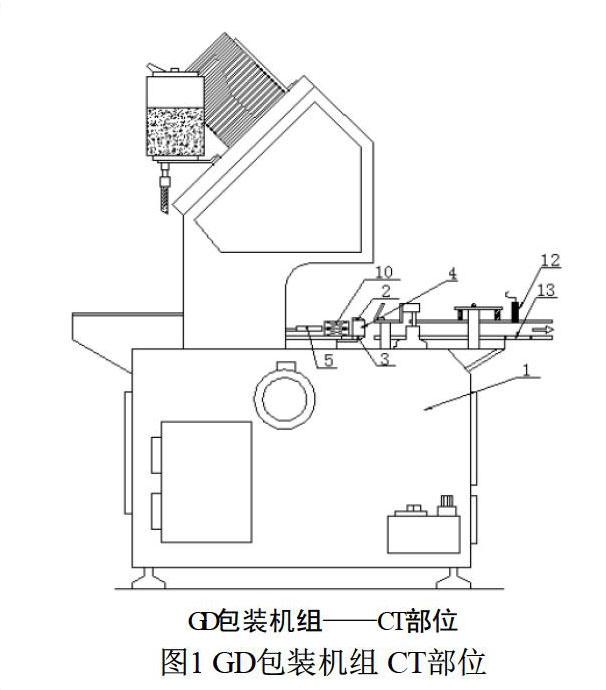
针对原先的电容式条装烟检测装置,无法适应新型包装材料变化所带来的无法检测的问题,设计一种基于负压原理和压力变化来检测缺包的GDX1/X2包装机用缺包检测装置。同时利用现有包装机的上盖板2和下盖板3结构(图1),通过对其进行适当的改造,使之既保留了原有的功能,同时又能够安装下所设计的负压检测装置,即无需改变整机的结构即可完成技术改造工作。
GD包装机组——CT部位
图1 GD包装机组 CT部位
三、功能设计
1.利用欠压方式判断气压变化,在条装烟包裹透明纸之前检测出缺包条装烟,并使能原机剔除装置(见图1的13处)剔除缺包条装烟;
2.不带料试车时关闭检测功能,可以减少灰尘进入检测系统的机会;
3.检测气路具有堵塞自检测功能,可以提前预报检测气路即将堵塞;
4.具有供气压力高低检测功能,当供气气压不足时可以输出报警;
5.系统保存最后5条缺包烟的检测数据功能,方便用户随时查询;
6.自清洁检测气路功能,使用流量可调的正压气体清洁检测气路。
四、工作原理
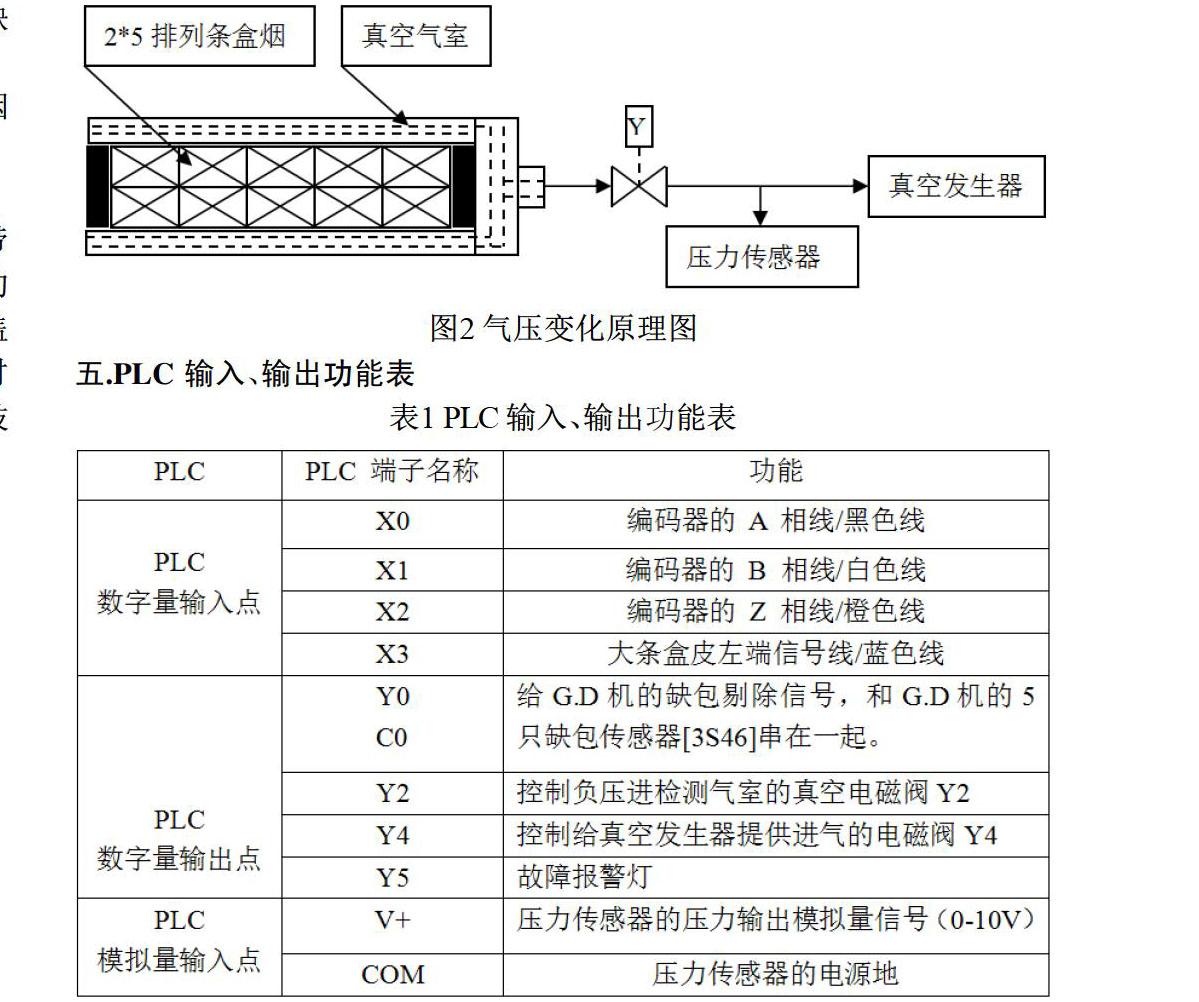
欠压方式判断气压变化的工作过程为(见图2) :
当待检测条装烟(每条二层,每层5包)向检测装置移动进入检测区域时,相应的编码器开始工作,电磁阀通电后启动真空泵产生负压,如果条装烟中不缺少烟包,受负压气体的吸力的作用,则上、下盖板上所有的上、下进气孔会把烟包吸住,所有上、下进气孔都被堵住,此时上、下盖板中的真空气室内会形成一个很高的真空度(真空度大于-40kpa)。反之,条状烟内缺失烟包,就表示有进气孔没被堵住而差生负压气体泄漏,导致真空气室内的真空度大幅下降(真空度小于-25kpa),压力传感器检测真空气室内气体压力的变化输出信号到处理单元,处理单元根据压力传感器的输出信号与设定值比较,以来判断处于检测位置的条装烟是否缺包。当检测到条装烟出现缺包现象时,处理单元发出剔除信息至GD主控柜,确保不合格条装烟到达原机自带的剔除口时及时启动剔除机构进行动作,将该条装烟作为废品处理。
图2 气压变化原理图
五.PLC 输入、输出功能表
表1 PLC 输入、输出功能表
六、结束语
负压检测装置存在如下几个特点:
1. 该检测器具有不受包装材料变化的影响,即不管生产何种品牌的烟,在不改变任何检测参数的情况下都可以准确检测出缺包烟;
2. 相比当前使用较多的光子式缺包检测器,具有对人体没有任何辐射的优势。
通过一段时间的使用,负压检测装置成功的实现了适用于各种新型包装材料的条装香烟在线自动检测并废品剔除功能,满足了卷烟生产厂家对于在线监测方面更新换代的迫切需求。负压检测装置安装调整简单方便,不影响原设备整体效果,调整时在不影响机器运行的情况下通过小型中央控制器即可以对检测可靠性进行设定与调整,在充分的保证产品质量的同时,也有效地提升了设备的有效作业率。
参考文献
[1] 汤达伟.负压控制在烟草包裝机柔性下烟装置上的应用.科技创新与应用.2012(26).
[2] 张贤中.中国烟机工业可持续发展方略初探[C].2004.
[3] 成大先.机械设计手册[M].3版.北京:化学工业出版社,2008.