激光调阻L型切割的仿真分析
2016-03-23 12:21:39刘建军王运龙
电子与封装 2016年2期
关键词:仿真
刘建军,王运龙
(中国电子科技集团公司第38研究所,合肥 230088)
激光调阻L型切割的仿真分析
刘建军,王运龙
(中国电子科技集团公司第38研究所,合肥230088)
摘 要:激光调阻具有高效率、高精度,是目前制备高精度印刷电阻的通用方法,广泛应用于厚膜集成电路、厚膜传感器等。L型切割精度高,阻值稳定性好,是最常用的调阻切割路径。对不同L型切割尺寸切割后的电阻进行仿真,分析电阻上的电流密度和发热功率分布,得到的结果与实际经验吻合很好,对L型切割路径参数设置具有指导意义。
关键词:激光调阻;L切割;电流分布;仿真
1 引言
厚膜工艺具有成本低、操作简单、可靠性高等优点,广泛应用于厚膜混合集成电路,厚膜传感器等方面。厚膜混合集成电路通常会将无源器件,如电阻、电容、电感等共烧或后烧集成在电路板中,可简化工艺,缩小电路面积。厚膜传感器采用后烧电阻构成电桥,可用于测量压力、温度等信息。这两方面的应用,都涉及到印刷电阻。由于印刷电阻通常采用丝网印刷方式制作,其操作固有的不精确性、基板表面不均匀以及烧结条件的不重复性会导致烧结后的电阻精度不高(阻值最大误差达30%~40%),为此需对电阻阻值进行精确调整。激光调阻由于具有高精度、高效率、无污染等特点,已成为目前最常用的电阻阻值修调方法[1]。激光调阻机运行时,会实时检测待调电阻阻值,当待调电阻阻值低于目标值时,激光器会发出激光束,按设定的调阻路径对待调电阻进行切割,使电阻材料熔融、蒸发,达到目标值后自动停止。L型和U型调阻切割路径是目前最常用的两种切割方式。前期工艺研究表明,L型调阻路径虽然调阻速度较慢,但精度较高、阻值稳定性较好,调阻精度可达±0.5%[2~5]。L型调阻路径分为两部分,垂直于电流方向的横向调阻为粗调,平行于电流方向的纵向调阻为细调。粗调部分的尺寸一般不超过电阻宽度的1/2,以避免通电时电流密度过大烧毁或失效。另外,切割时一定要将电阻切透到露出瓷体,如果不切透,残留的薄层会造成电阻温飘大。本文将针对不同切割路径进行仿真,分析不同粗调尺寸,以及是否切透等各种情况下电阻上的电流密度和发热功率分布情况,与实际产品参数对比,指导切割路径参数设置。
2 仿真模型及结果
用于压力传感器的厚膜电桥电路电阻值通常约为20 kΩ,两端加载5 V电压,通过电流为0.25 mA。厚膜基底选用96%的Al2O3。模型中基底尺寸设为3 mm×3 mm,印刷烧结后的电阻尺码设为0.6 mm× 1.2 mm。模型图如图1。

图1 印刷电阻模型
激光调阻过程中,因为批量的一致性差异,切割路径差别通常会较大,而且有时参数设置不当,如激光功率不够或电阻厚度过大,还会出现电阻没有切透的情况。本文仿真选取4种典型的切割情况,按粗调和细调的切割长度,以及是否将电阻切透到露出瓷体进行分类,具体描述如表1。
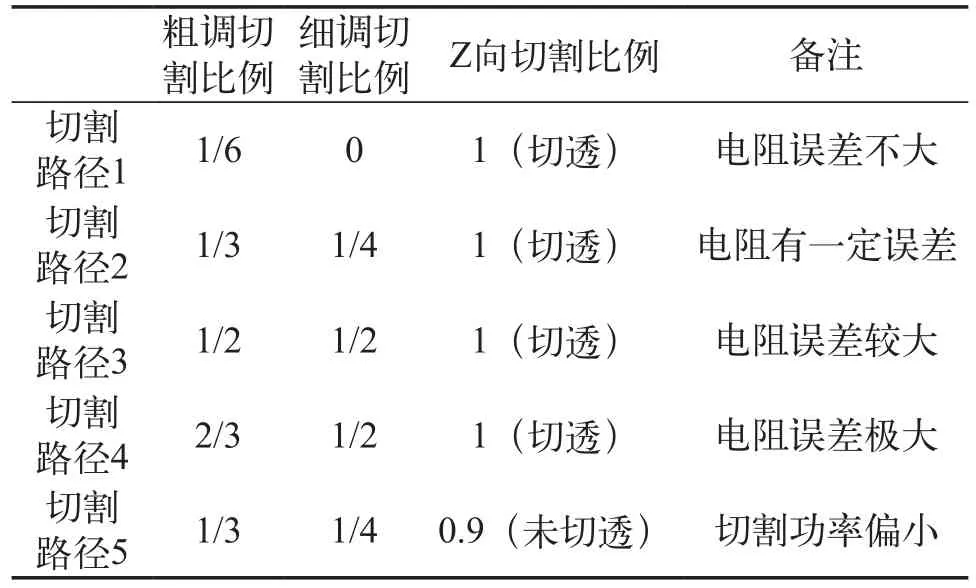
表1 切割路径分类
分别对这5种典型切割路径进行仿真分析,得到的电流密度分布情况如图2~6所示。

图2 切割路径1的电流密度分布情况
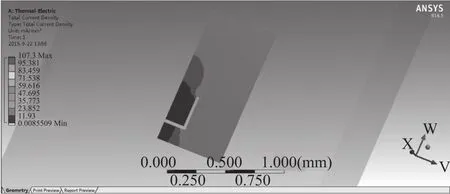
图3 切割路径2的电流密度分布情况
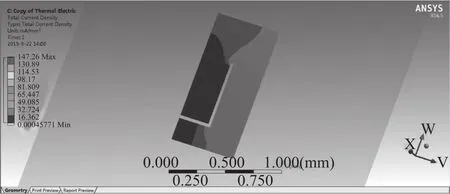
图4 切割路径3的电流密度分布情况

图5 切割路径4的电流密度分布情况
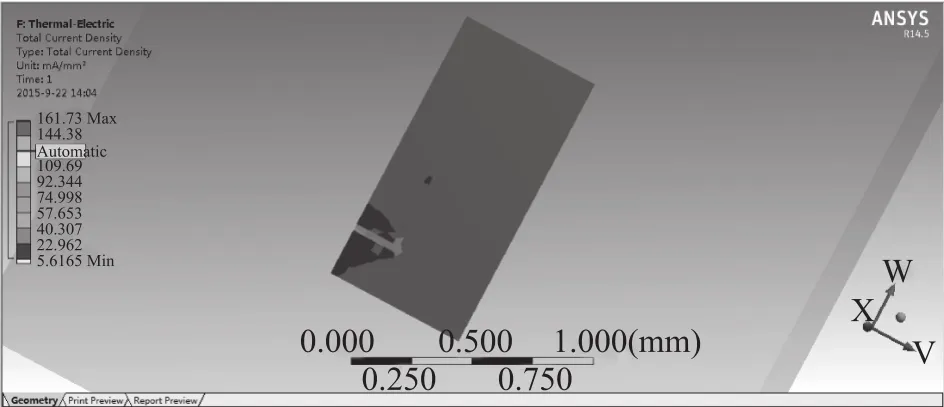
图6 切割路径5的电流密度分布情况
在同样条件下,仿真得到的5种典型切割路径的电阻发热情况如图7~11所示。
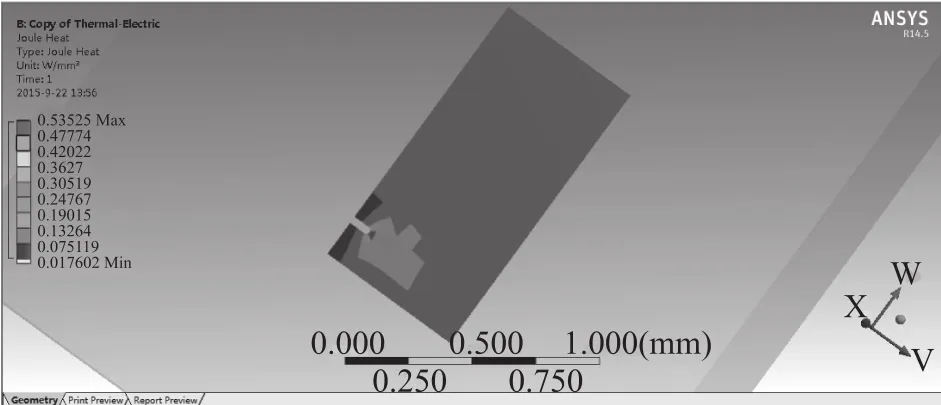
图7 切割路径1的电阻发热情况

图8 切割路径2的电阻发热情况
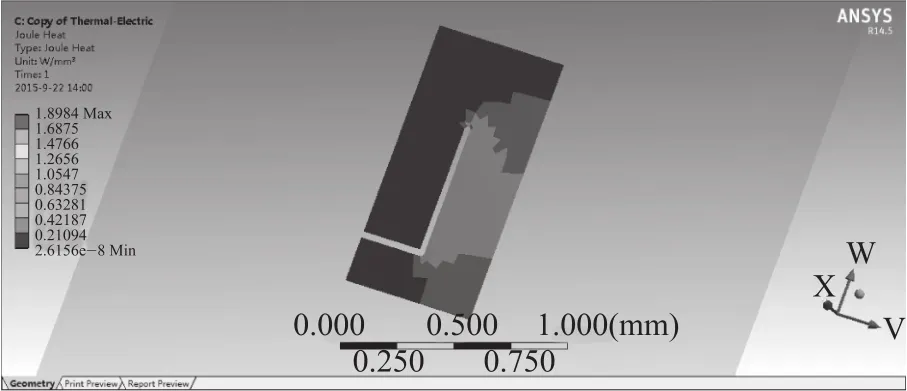
图9 切割路径3的电阻发热情况
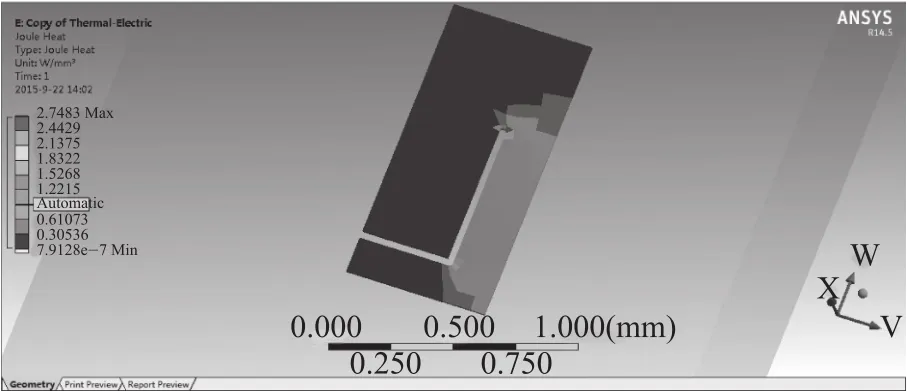
图10 切割路径4的电阻发热情况
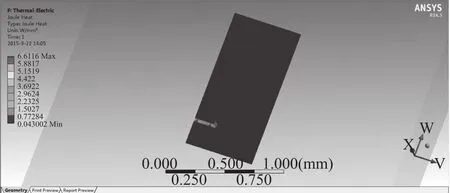
图11 切割路径5的电阻发热情况
从电流分布仿真结果可以看出,切透时电阻上电流密度分布的极大值一般出现在L型切割的拐点和终点,电流分布电阻发热区集中在垂直方向上未切割的一段区域。未切透时,电流密度的极大值出现在L沟道的起点。电阻发热区集中在L沟道未切透的薄层。对仿真结果进行整理,结果如表2。
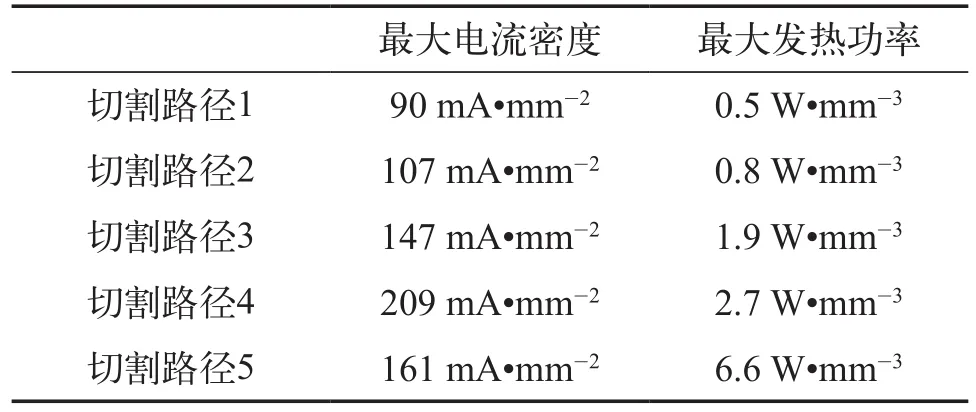
表2 不同切割路径的仿真结果汇总
3 讨论
为验证仿真结果,利用激光调阻仪LS2000制作了几种切割路径的实物,图12中从左至右分别对应切割路径1、3、4和5。因为电流密度分布测量困难,因此采用分段测试电压的方法来评估分段区域的电流密度情况。以切割路径3为例,在调阻仪探卡上焊接4根探针,分别搭接在图中示意的1、2、3、4四个位置,烧结后的电阻事先用HF酸处理以除掉可能存在的表面釉,保证探针接触导通良好。位置1和4之间施加5 V电压,测量得到V12=0.85 V,V23=1.52 V,V34=2.63 V。采用显微镜测量尺寸,尺寸(毫米)信息如图中标示。用测到的电压和尺寸信息估算出来的电流密度分布j12=39 mA•mm-2,j23=124 mA•mm-2,j34=36 mA•mm-2,与切割路径4的电流密度分布仿真结果(图5)符合较好。

图12 切割路径实物
本文模型中,若不需调阻,电阻上的电流密度分布均匀,应为28 mA•mm-2。从表2结果中可以看出,若垂直切割距离较大(切割路径4),或L沟道未切透,剩下较薄电阻层(切割路径5),均会造成电流密度分布不均匀,电流密度的极大值能达到正常值的5~7倍,可能会超过电阻过压能力。局部区域过大的电流密度可能会造成电阻烧毁。而其他3种切割路径则相对安全。实际切割时的经验值是切割宽度不要超过电阻宽度的1/2,与仿真结果符合较好。另外,从发热功率的分布情况可以看出,L沟道未切透,剩下较薄电阻层(切割路径5)的情况最为恶劣,电阻发热情况会非常集中,肯定会导致电阻工作条件下阻值飘移。因此,在实际调阻时,必须控制好激光功率,避免产生此类切割。
4 结束语
激光调阻L型切割时,若垂直方向切割宽度过大,
会造成局部电流密度过大,可能导致电阻损毁;若厚膜电阻层未切透,残留薄层发热严重,会导致电阻温飘较大。
参考文献:
[1] 李文娟. 厚膜微调技术及发展趋势[J]. 微纳科学与技术,2004:29-34.
[2] 王姜伙,王志勤. 基于厚膜混合集成电路的激光调阻工艺研究[J]. 电子与封装,2012,12(11):34-36.
[3] 孙继凤,汤建华,郭晓光. 激光调阻工艺参数对调阻精度的影响分析[J]. 应用激光,2004,24(3):139-141.
[4] 孙继凤,满海峰,汤建华,刘立峰. 激光调阻中切槽质量与影响因素的关联定位分析[J]. 激光杂志,2006,27(3):15-17.
[5] 李颖,等. 厚膜混合电路的激光调阻技术[J],2009.

刘建军(1985—),男,博士,湖北天门人,毕业于中国科学技术大学,现为中国电科第38所工程师,研究方向为电子装联;
王运龙(1988—),男,博士,安徽界首人,毕业于中国科学技术大学,现为中国电科第38所工程师,研究方向为电子装联。
Simulation Analysis of Laser Trimming Using L-Cut
LIU Jianjun, WANG Yunlong
(China Electronic Technlogy Group Corporation No.38 Research Institute, Hefei 230088, China)
Abstract:Laser trimming was the most efficient way for getting high accuracy printing resistance. L-cut was most favorable since the trimmed resistance was stable. Simulation of different L-cut path was done to analysis the current density and heat generation distribution. The simulation result and the actual experience accord well.
Keywords:laser trimming; L-cut; current density; simulation
作者简介:
收稿日期:2015-11-16
中图分类号:TN305.1
文献标识码:A
文章编号:1681-1070(2016)02-0037-03
猜你喜欢
中国教育技术装备(2016年20期)2016-12-12 10:09:15
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技资讯(2016年18期)2016-11-15 20:09:22
科技资讯(2016年18期)2016-11-15 07:55:28
价值工程(2016年29期)2016-11-14 02:01:16
电子技术与软件工程(2016年18期)2016-11-14 00:46:54
数字技术与应用(2016年9期)2016-11-09 23:25:33
数字技术与应用(2016年9期)2016-11-09 22:09:07
科技视界(2016年18期)2016-11-03 21:44:44
科技视界(2016年18期)2016-11-03 20:31:49